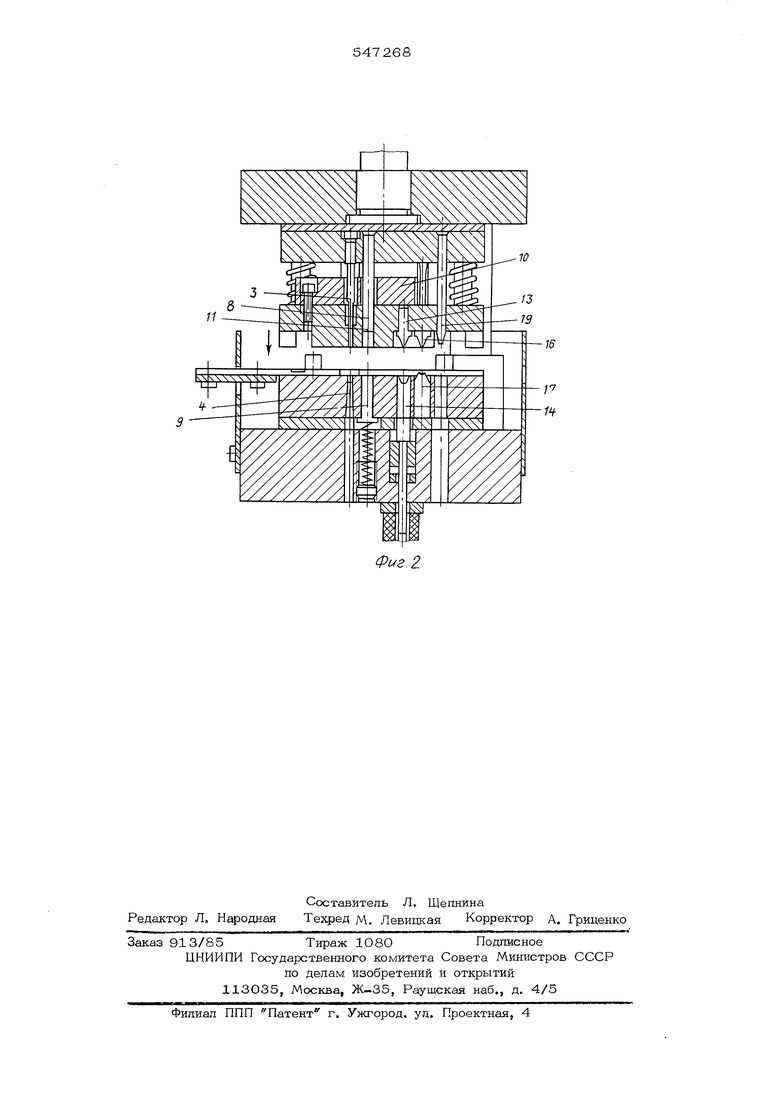
сы. При этом контур 6 изделия остается в полосе, выступая над ней.
Надрез контура 6 производится вырубными пуансонами 8 и матрицей 9. Для обеспечения заданной глубины надреза контура 6 пуансон 8 установлен с возможностью регулировки по высоте посредством упора 10, Для обеспечения надреза перемычки в торце пуапсона 8 выполнена выемка 11 заданной глубипы. На следующей позиции произйодят гибку 12 в направлении, перпендикулярном к продольной оси полосы, гибочными пуансоном 13 и матрицей 14, а затем отгибку 15 головки (гибку в направлении, параллельном, продольной оси заготовки) гибочными пуансоном 16 и матрицей 1 На следующей позиции готовое изделие лепестка 18 выталкивают
из полосы вытал- кивателем 19.
Формула изобретения
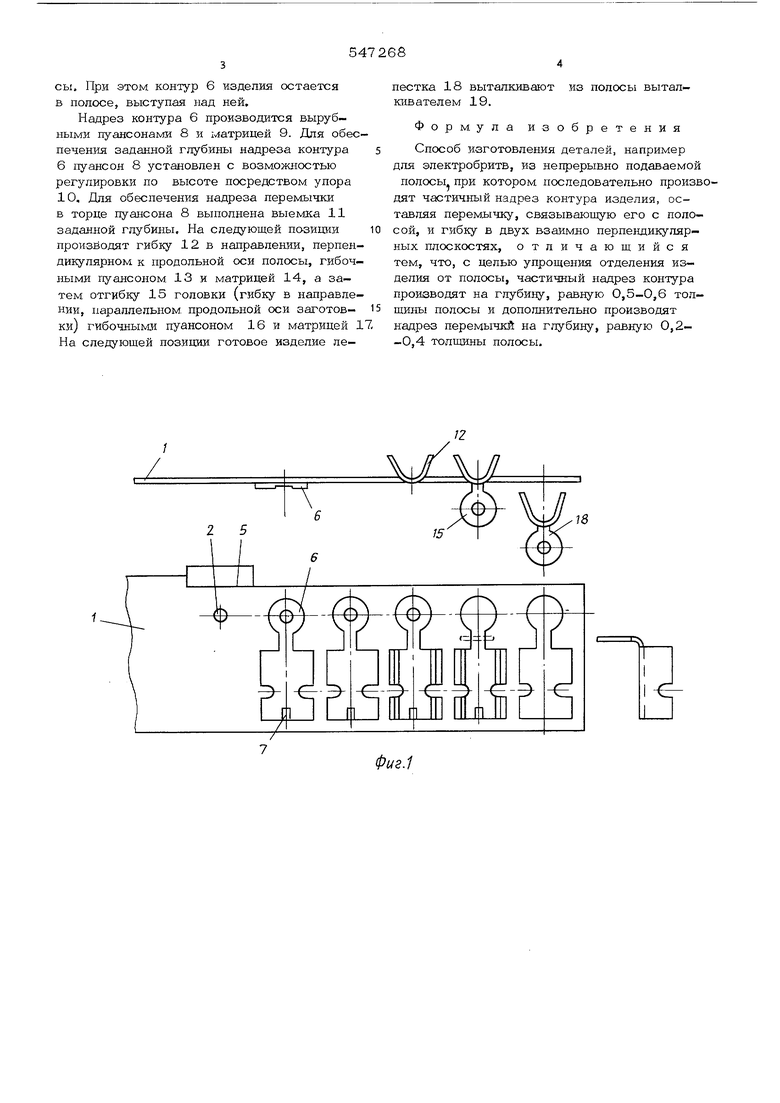
Способ иаготовления деталей, например для электробритв, из непрерывно подаваемой
полосы при котором последовательно произвдят частичный надрез контура изделия, оставляя перемычку, связывающую его с полосой, и гибку в двух взаимдо перпендикулярных плоскостях, отличающийся тем, что, с целью упрощения отделения изделия от полосы, частичный надрез контура производят на глубину, равную 0,5-0,6 толщины полосы и дополнительно производят надрез перемычки на глубину, равную 0,2-0,4 толщины полосы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Комбинированный штамп для изготовления деталей с углом, меньшим 90 @ | 1988 |
|
SU1551449A1 |
| Последовательный штамп для изготовления деталей с отогнутыми элементами | 1986 |
|
SU1344466A1 |
| Способ последовательной штамповки | 1990 |
|
SU1801678A1 |
| СПОСОБ ГИБКИ ПРОФИЛЬНЫХ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2365450C1 |
| Штамп последовательного действия | 1983 |
|
SU1134263A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ НАСАДОЧНЫХ ЭЛЕМЕНТОВ ТЕПЛОМАССООБМЕННЫХ АППАРАТОВ | 1995 |
|
RU2085320C1 |
| Последовательный штамп для изготовления лепестков контактов электрических разъемов | 1988 |
|
SU1595611A1 |
| Штамп последовательного действия | 1982 |
|
SU1021501A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК ИЗ ПРОФИЛЬНЫХ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2013 |
|
RU2565317C2 |
| Штамп для гибки | 1985 |
|
SU1299658A1 |