Изобретение относится к области авиакосмической техники, автомобилестроения, судостроения, в частности к производству слоистых изделий из композиционных материалов, и может быть использовано при разработке и изготовлении изделий сложных геометрических форм, например, антенных устройств.
Известен способ изготовления элемента для антенных устройств, включающий сборку несущего пакета путем укладки слоев пропитанного связующим углеволокнистого наполнителя, отверждение связующего, нанесение непосредственно на внешние поверхности углепластикового пакета комбинированного тонкопленочного покрытия "титан-никель-алюминий". Покрытие наносится ионно-плазменным вакуумным методом на установке с системой планарных магнетронов /1/.
Однако данный способ неприменим для массовой серийной технологии изделий, изделий больших габаритов и, кроме того, высокая стоимость технологии, ее нерентабельность значительно повышает стоимость изделий.
Наиболее близким к заявленному способу по технической сущности является способ изготовления изделий из углепластика, включающий сборку пакета путем укладки слоев, пропитанных термореактивным связующим, преимущественно, эпоксидным, армирующего материала, заформовку в наружные армирующие слои листов металлической фольги и формование, причем листы фольги заформовывают заподлицо с внешней стороны каждого слоя. Эта технология повышает стабильность геометрических размеров изделия и позволяет изготавливать изделия больших габаритов /2/.
Недостатками известного способа являются невозможность массового серийного изготовления изделий сложных геометрических форм, большая стоимость технологии, вызванная ее сложностью. Значительно повышает стоимость изделий, изготовленных известным способом, применение дорогой перфорированной фольги из инвара.
Цель предлагаемого изобретения - изготовление изделий сложных геометрических форм, больших и малых габаритов, упрощение технологического процесса и уменьшение себестоимости изделия.
Указанная цель достигается тем, что в способе изготовления изделий из композиционных материалов, включающем сборку пакета путем укладки слоев армирующего материала, пропитанных термореактивным связующим, металлизацию и формование, металлизация проводится путем напыления в воздушной среде электродуговым методом на форму с последующей укладкой пакета на ее напыленную поверхность с последующим отверждением связующего. Кроме того, перед напылением металла форма обрабатывается антиадгезивом.
Новыми существенными признаками заявляемого решения являются: наличие действий - напыление слоя металла электродуговым методом в воздушной среде на форму, покрытую антиадгезивом, с последующей укладкой пакета на напыленную поверхность и отверждением связующего. Эта последовательность действий обеспечивает соответствие технического решения критерию "новизны".
При проверке соответствия заявленного решения критерию "существенные отличия" установлено, что вообще неизвестны способы изготовления изделий из композиционных материалов с такой последовательностью действий и с такими параметрами формы изделий /сложная геометрия поверхности/ при больших и малых габаритах. Это позволяет сделать вывод о соответствии технического решения критерию "существенные отличия".
Доказательством возможности получения положительного эффекта является экспериментальное изготовление опытных образцов изделий из композиционных материалов с металлическим покрытием и сопоставление их с прототипом.
Описание технологии изготовления образца, значение отдельных параметров будут приведены ниже, в разделах данного описания: "Примеры конкретного выполнения" и "Технико-экономическая или иная эффективность". Здесь лишь отметим, что изготовление заявляемым способом образцов в сравнении с прототипом отличается технологической простотой, операции производства более рентабельны и могут быть автоматизированы для серийного и массового производства. Кроме того, способ позволяет получить образцы любых габаритов и со сложной геометрией формы изделий, т.е. предлагаемым изобретением достигается положительный эффект.
Пример. Изготовление из углепластика изделия типа "Пластина сложной формы поверхности с двухсторонним металлическим покрытием" заявляемым способом.
Осуществляют сборку пакета путем укладки слоев пропитанного связующим материала на металлизированный слой на форме. Сборку проводят согласно техническим условиям ТУ N 20/36-98.
В качестве армирующего материала применена углеродная лента ЛУ-П-02 ГОСТ 28006-88 и стеклоткань Э2-62 ГОСТ 19907-83 /крайние слои/.
Применяемое связующее - ФФЭ-70 ОСТ 92-957-74, объемная доля которого в углепластике составляет 44%.
Изготовление изделия осуществляют в следующей последовательности. На поверхность формы, имеющую очертания поверхности изготавливаемой пластины, наносят тонкий слой антиадгезионной смазки /MODELLACK MCP/TAGA/.
На подготовленную таким образом поверхность формы наносят слой металла толщиной 0,08 - 0,09 мм, например цинка. Слои металла наносят при помощи установки электродугового напыления ARC SPREY 8830 в воздухе.
Далее на металлизированной форме собирают пакет, состоящий из препрега ткани Э2-62 /первый и последний слои/ и заключенного между ними препрега углеленты, собранного по схеме армирования 0,90; 0,90; 0,90; 0,90; 0. После сборки на пакет укладывают аналогичную форму с нанесенным на нее аналогичным покрытием.
Полученный пакет помещают на вакуумный стол, на форму укладывают дренажный слой - четыре слоя стеклоткани Э3-400, на дренажный слой металлическую сетку.
Далее осуществляется вакуумное формование углепластиковой пластины в печи полимеризации /термошкафе/. На собранный пакет устанавливается вакуумный мешок, под которым создается давление 0,8 - 0,85 кг/см2. Затем осуществляют режим формования в печи полимеризации, состоящий в следующем:
- подъем температуры в печи до 150±5oC со скоростью охлаждения 1oС/мин;
- выдержка изделия при 150±5oC в течение 4 часов;
- подъем температуры в печи до 160±5oC со скоростью не более 0,3oС/мин;
- выдержка при 160±5oC в течение 2 часов;
- охлаждение со скоростью не более 2oС/мин.
На чертеже представлен пример изготовления заявляемым способом образца пластины со сложной формой поверхности и двухсторонним металлическим покрытием. На форму 1 наносится слой адгезива 2, на который напыляется металлическое покрытие 3 с последующей укладкой пакета /слоев препрега/ 4.
Изготовленное заявляемым способом изделие характеризуется следующими показателями:
- плотность покрытия 2,55 г/см3;
- покрытие является пористым, что обеспечивает выход летучих веществ из пакета композита в условиях эксплуатации без нарушения целостности покрытия;
- точность изготовления пластины с неровной поверхностью ограничивается точностью изготовления поверхности формы; ровная гладкая поверхность образца, являющаяся слепком с формы, позволяет переносить на изделие разметки, маркировки.
Предлагаемый в заявке способ - экономичнее по сравнению с известными, так как одна из самых сложных операций - металлизация поверхности изделия предельно упрощена /покрытие наносится электродуговым методом в воздухе с помощью известной высокопроизводительной установки/. Себестоимость изделий, изготовленных указанным способом ниже известных. Габариты изделия при напылении и сборке пакета определяются только величиной печи полимеризации - термошкафа, но при этом по сравнению с известными способами технология изготовления таких изделий проще. Возможно использование связующих холодного отверждения /на воздухе без термошкафа/. В этом случае габариты изготавливаемого изделия практически не имеют ограничений.
Источники информации
1. Портной К.И. и др. Структура и свойства композиционных материалов. М. : Машиностроение, 1979 г., стр. 168 - 176 - аналог.
2. Авторское свидетельство СССР N 1775316 A1, кл. B 32 B 15/14, 7/14, 1992 - прототип.
Изобретение относится к области авиакосмической техники, автомобилестроения, судостроения, в частности к производству слоистых изделий из композиционных материалов, и может быть использовано при разработке и изготовлении изделий сложных геометрических форм, например, антенных устройств. Цель предлагаемого изобретения - изготовление изделий сложных геометрических форм, больших и малых габаритов, упрощение технологического процесса и уменьшение себестоимости изделия, достигается за счет того, что в способе изготовления изделий из композиционных материалов, включающем сборку пакета путем укладки слоев армирующего материала, пропитанных термореактивным связующим, металлизацию и формование, металлизация проводится путем напыления в воздушной среде электродуговым методом на форму с последующей укладкой пакета на напыленную поверхность и отверждением связующего. 1 з.п. ф-лы, 1 ил.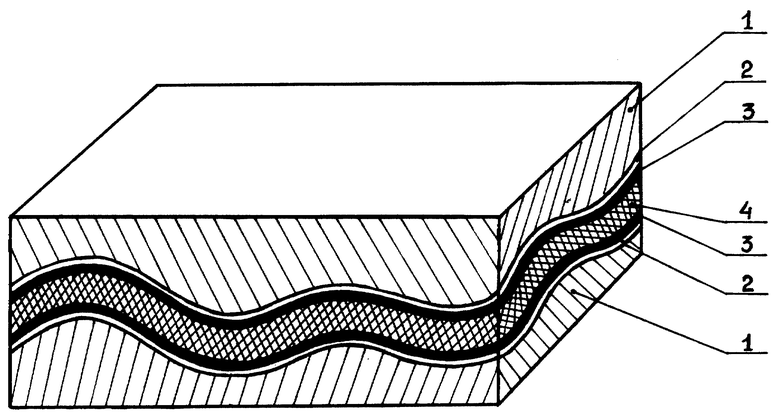
| Способ изготовления изделий из углепластика | 1990 |
|
SU1775316A1 |
| GB 1162161 А, 20.08.1969 | |||
| НОСИМЫЙ НОСИТЕЛЬ ДАННЫХ | 2001 |
|
RU2234130C2 |
| СПОСОБ УПАКОВКИ КЛЕЯЩЕЙ КОМПОЗИЦИИ (ВАРИАНТЫ) И УПАКОВАННАЯ КЛЕЯЩАЯ КОМПОЗИЦИЯ (ВАРИАНТЫ) | 1991 |
|
RU2096277C1 |

