Настоящее изобретение относится к способу изготовления гильзы цилиндра для поршневого двигателя, например большого двухтактного крейкоцапфного двигателя, при котором ходовую поверхность для поршневых колец на внутренней поверхности гильзы формируют сначала путем врезания волнового рисунка, имеющего разность уровней между гребнями и впадинами волн по меньшей мере 0.005 мм, во внутреннюю поверхность по меньшей мере одним режущим инструментом, имеющим криволинейную режущую кромку, а затем - путем удаления гребней волн из рисунка по меньшей мере на ходовой поверхности, ближайшей к положению верхней мертвой точки поршня, так что в продольном сечении внутренняя поверхность готовой гильзы имеет частично волнообразную поверхность, на которой впадины волн разделены платообразными областями, являющимися, по существу, плоскими областями.
В немецком патенте N 683262 описана гильза цилиндра, изготовленная способом этого типа, при котором гребни волн удаляют путем хонингования внутренней поверхности гильзы. Этот способ требует перехода от одного устройства механической обработки, врезающего волновой рисунок во внутреннюю поверхность, к новой наладке на хонинговальном станке. Кроме того, хонингование само по себе является дорогостоящей и времяемкой механической обработкой, при которой головка с несколькими вращающимися абразивными хонинговальными брусками пропускается через гильзу, когда она вращается, так что абразивные хонинговальные бруски сошлифовывают материал на гребнях волн. В конкретном случае более крупных гильз цилиндров приобретение хонинговального оборудования стоит дорого.
В швейцарском патенте N342409 описана гильза цилиндра, в которой ходовая поверхность для поршневых колец сформирована путем врезания волнообразного рисунка во внутреннюю поверхность. Такая гильза называется волнообразно вырезанной, а рисунок обычно является спиральным, причем режущий инструмент подается в продольном направлении гильзы с некоторой скоростью, когда гильза вращается. Преимущество, упомянутое в швейцарском патенте, заключается в том, что канавки собирают смазочное масло, так что появляются масляные карманы, которые способствуют смазке между поршневыми кольцами и внутренней поверхностью гильзы.
Такое волновое резание внутренней поверхности гильзы с образованием волнового рисунка, который когерентен в продольном направлении гильзы, обеспечивает преимущество при изготовлении, заключающееся в том, что исключается хонингование внутренней поверхности, потому что станки волнового резания обеспечивают обработку гильзы до требуемого размера внутреннего диаметра. Когда гильзу пускают в эксплуатацию, поршневые кольца будут истирать гребни волн таким образом, что между впадинами волн появятся платообразные области, но одновременно будут изнашиваться и поршневые кольца.
Развитие больших двухтактных крейкоцапфных двигателей происходит с тенденцией к еще большему увеличению мощностей цилиндров, а значит, и увеличению эффективного среднего давления. Самые современные двигатели можно изготавливать с мощностями цилиндров до 5700 кВт при эффективном среднем давлении 18.2 бар (1.82 МПа). Это накладывает очень высокие требования на поршневые кольца и гильзу цилиндра, потому что падение давления на поршневых кольцах, а значит, и усилия их контакта с внутренней поверхностью гильзы, становится большим. Поэтому можно предвидеть возникновение проблем во время приработки поршней и гильзы, если во внутреннюю поверхность гильзы врезан чисто волновой рисунок, так как выступающие острые гребни волн способны вызвать заедание поршневых колец.
В датском патенте N 139111 описана гильза цилиндра, имеющая на своей внутренней поверхности спирально вырезанную канавку, в которой шаг профиля спирали настолько велик, что впадины волн разделены платообразными областями, имеющими длину L, например, 4 мм в продольном направлении цилиндра. Перед вырезанием канавки эту гильзу приходится хонинговать, что делает гильзу дорогой в изготовлении, потому что ее сначала приходится механически обрабатывать на станке до получения ее приближенного конечного внутреннего размера за одну наладку, а затем приходится проводить другую наладку на хонинговальном станке и хонинговать ее, а затем возвращаться к первой наладке для вырезания канавки. Гильзы цилиндров для больших двигателей являются тяжелыми конструктивными элементами, которые требуют затрат времени на перестановку и наладку на оборудовании для механической обработки.
В японской заявке N5-65849, являющейся прототипом заявленного технического решения, описан блок цилиндров для поршневого двигателя, в котором цилиндр после расточки отверстия подвергается операции хонингования, создающей шлифовочные штрихи или канавки в виде вафельного рисунка. Эти шлифовочные штрихи включают в себя маленькие острые выступы, которые могут вызвать повреждение поршневых колец. Чтобы предотвратить это, внутреннюю сторону цилиндра раскатывают несколькими раскатывающими инструментами. Такая операция раскатывания, сглаживающая маленькие выступы на цилиндрической поверхности, является известным процессом. Блок цилиндров, описанных в этой японской заявке, также приходится переставлять между несколькими наладками на разных станках.
Задача изобретения состоит в том, чтобы разработать способ изготовления гильз цилиндров с преимущественно нарушенным волновым рисунком таким образом, что можно избежать использования дорогостоящего хонинговального оборудования и облегчить обращение с гильзой, а время, расходуемое на ее изготовление, уменьшается.
Ввиду этого, способ, соответствующий изобретению, отличается тем, что гильза цилиндра имеет внутренний диаметр в диапазоне от 25 см до 100 см и длину в диапазоне от 100 см до 400 см, тем, что удаляют гребни волн, не используя хонингование, путем пластического сжатия, по меньшей мере 0.004 мм их высоты с получением платообразных областей, и тем, что дно впадин волн после сжатия находится на уровне по меньшей мере на 0.001 мм ниже, чем эти области.
Пластическое сжатие можно осуществить посредством технически несложного процесса, реализуемого с помощью относительно простого и дешевого оборудования, а очень большие гильзы можно закреплять при одной и той же наладке, когда волновой рисунок врезают во внутреннюю сторону цилиндра, а гребни волн сжимают с получением платообразных областей, которые по существу являются плоскими областями. Кроме того, экономятся капиталовложения в хонинговальное оборудование, которое является очень дорогим для гильз такого большого размера. Помимо этого, внутренняя поверхность гильзы в платообразных областях между впадинами волн достигает такого характера поверхности, который весьма благоприятен для приработки гильзы и поршневых колец. Раскатанная поверхность не содержит острых выступов, но, с другой стороны, не является и совершенно гладкой или зеркально яркой, что могло бы создать проблемы смазки между гильзой и поршневыми кольцами. Пластическое сжатие гребней волн можно осуществить, например, посредством раскатывания малым раскатывающим инструментом, что предпочтительно, поскольку оборудование для этой цели является наиболее простым. Вместо этого, раскатывание можно осуществить посредством одного ролика, простирающегося на всю длину гильзы. Упомянутые пределы высот волнообразной поверхности, в частности, предпочтительны для волнообразного рисунка, который до раскатывания имеет разность уровней между впадинами и гребнями волн 0.01-0.02 мм. При пластической деформации гребней волн в пределах вышеуказанного диапазона, внутренняя поверхность гильзы приобретает форму поверхности, обеспечивающую мягкую приработку поршневых колец. Если глубина впадин волн становится меньше 0.001 мм, достигнутые условия смазки не будут удовлетворительными.
Волновой рисунок предпочтительно врезают во внутреннюю поверхность гильзы упомянутым по меньшей мере одним режущим инструментом, который продвигают в продольном направлении гильзы с помощью борштанги с некоторой скоростью подачи при вращении гильзы, так что волновой рисунок формируется в виде по меньшей мере одного спирального выреза, а пластическое сжатие осуществляют путем раскатывания раскатывающим инструментом, который перемещают вперед с помощью той же борштанги, что и режущий инструмент. Это исключает времяемкую перестановку гильзы цилиндра с одной наладки на одном станке на наладку на другом станке. Когда спиральный вырез во внутренней поверхности гильзы сделан, можно вывести борштангу из гильзы и установить раскатывающий инструмент, после чего борштангу повторно вводят в гильзу и осуществляют раскатывание. Режущий и раскатывающий инструменты можно также устанавливать на соответствующих суппортах или в соответствующих держателях, так что надлежащую смену инструментов можно заменить перемещением инструментов назад или вперед относительно внутренней поверхности гильзы в соответствии с необходимостью. Борштанга с режущим инструментом приспособлена к регулированию глубины резания режущего инструмента путем радиального смещения инструмента, и поэтому давление раскатывания можно надлежащим образом регулировать путем смещения раскатывающего инструмента в радиальном направлении гильзы таким образом, что используются существующие варианты наладки борштанги.
Раскатывание можно также осуществлять раскатывающим инструментом, имеющим несколько роликов, установленных в головке инструмента, что известно из раскатывания внутренней поверхности труб, но такой инструмент больше всего подходит для относительно малых диаметров труб, если диаметр труб постоянен. Пластическое сжатие предпочтительно осуществляют путем раскатывания раскатывающим инструментом, имеющим один ролик, радиальное положение которого относительно внутренней поверхности гильзы можно регулировать и который можно перемещать вперед в продольном направлении гильзы, когда гильза вращается. Это позволяет использовать один и тот же инструмент для раскатывания гильз с разными внутренними диаметрами. Использование одного ролика также позволяет очень точно регулировать давление раскатывания путем радиального смещения ролика, так что исключается излишнее скатывание волнового рисунка. Если используют несколько роликов, одновременное управление этими роликами нужно осуществлять в узких пределах, что может оказаться трудным, в частности, из-за того, что изменения усилий на ролике могут передаваться другому ролику (другим роликам).
Желательно, чтобы раскатывающий инструмент был связан с индикатором текущего давления раскатывания, чтобы можно было проводить оперативный контроль и, возможно, прецизионное регулирование давления раскатывания во время раскатывания внутренней поверхности. Гильзы цилиндров часто изготавливают серийно для одного двигателя или для нескольких двигателей одного и того же типоразмера, и при таком серийном производстве можно также использовать индикатор, чтобы повторно применить опыт установки подходящего давления раскатывания для конкретного типоразмера гильзы цилиндра и регулировать раскатывающий инструмент при первоначальном раскатывании гильзы.
Чтобы облегчить изготовление гильзы, врезание волнообразного рисунка можно осуществлять с допуском на внутренний диаметр обрабатываемой гильзы, например, ±0.1-0.2 мм, когда диаметр гильзы находится в диапазоне между 25 и 100 см. Несмотря на этот допуск, высоту в рисунке при резании получают с гораздо меньшим допуском, например ±0.003 мм или менее, потому что аркообразная режущая кромка вставного резца в режущем инструменте имеет очень большой радиус, например от 100 мм до 800 мм, в зависимости от высоты в рисунке, и потому что изменения диаметра происходят так медленно, что происходит врезание соседних волн, по существу, с идентичными диаметрами. Благодаря этому допуску диаметра гильзы, раскатывающий инструмент может надлежащим образом поддерживать требуемое давление раскатывания при движении инструмента в продольном направлении гильзы, хотя внутренний диаметр гильзы изменяется по длине гильзы.
Поскольку изменения диаметра малы, давление раскатывания в очень простой конструкции инструмента можно поддерживать с помощью раскатывающего инструмента, опирающегося на кронштейн, который изгибается в пределах его упругости в радиальном направлении гильзы, когда приложено давление раскатывания, посредством чего этот кронштейн компенсирует изменения диаметра за счет упругой деформации в радиальном направлении. Вместо этого раскатывающий инструмент можно устанавливать на поперечном суппорте, который непрерывно регулируется в поперечном направлении по текущему давлению раскатывания посредством регулирующего привода по сигналам из вышеупомянутого индикатора.
Когда поршневой двигатель работает, давление в камере над поршнем падает при перемещении последнего из положения верхней мертвой точки, и уменьшающееся давление приводит к меньшим усилиям между поршневыми кольцами и гильзой. В некоторых случаях может оказаться возможным изготовление гильзы таким образом, что раскатывание осуществляется только на верхнем участке гильзы, содержащем область, по которой скользит самое верхнее поршневое кольцо, когда поршень перемещается из его верхней мертвой точки и совершает часть своего хода вниз к положению нижней мертвой точки. Раскатывание внутренней поверхности происходит так быстро, что за счет ограничения раскатывания верхним участком гильзы не только не тратится значительное время, но и можно достичь экономии на оборудовании для раскатывания, в частности, в случае очень больших гильз длиной до 400 см, потому что не нужно иметь такую длинную борштангу.
Посредством раскатывания можно деформировать гребни волн таким образом, что площадь платообразных областей между впадинами волн составляет от 25 процентов до 75 процентов общей площади гильзы в раскатанной области. Если платообразные области составляют менее 25 процентов, площадь контакта с поршневыми кольцами становится слишком малой, что может вызвать повреждение материала колец вследствие избыточного нагрева, поскольку тепло недостаточно отводится в гильзу. Недостаточная площадь контакта может также нарушить эффект уплотнения давлением поршневых колец. Если платообразные области составляют более 75 процентов, ухудшаются условия смазки (трибологические условия), поскольку масляные карманы становятся слишком малыми. Гребни волн предпочтительно деформируют путем раскатывания таким образом, что площадь, по существу, плоских областей между впадинами волн составляет от 40 процентов до 60 процентов общей площади гильзы. Это является компромиссом между противоречащими друг другу соображениями, касающимися условий смазки и тепловой нагрузки и уплотнения давлением, обеспечивая в то же время должную дистанцию до вышеупомянутых пределов, так что некоторая неточность изготовления не окажется жизненно важной для условий эксплуатации гильзы.
Способность поршневых колец осуществлять уплотнение при очень высоких давлениях в камере сгорания можно гарантировать путем деформации гребней волн с помощью раскатывания таким образом, что платообразная область между последовательными впадинами волн будет иметь протяженность в продольном направлении, которая, с точностью ±1 мм, соответствует четверти высоты поршневого кольца, имеющего наименьшую высоту кольца. Когда поршень в изготовленной таким образом гильзе цилиндра перемещается в продольном направлении вдоль области с волнообразным рисунком, каждое из поршневых колец окружено по меньшей мере одной из двух последовательных плоских областей, что предотвращает продувку находящегося под давлением газа через спиральную канавку или через и под поршневое кольцо.
В наиболее приемлемом варианте гребни волн можно деформировать таким образом, что по меньшей мере 0.006 мм и по большей мере 0.018 мм, предпочтительно по большей мере 0.015 мм, высоты гребней волн сжимается с образованием платообразных областей, и что дно впадин волн находится на уровне по меньшей мере на 0.002 мм ниже, чем эти области. Если произошло локальное превышение этих пределов, то внутренняя поверхность гильзы по-прежнему может оказаться приемлемой.
При предпочтительном способе, соответствующем изобретению, врезанный волновой рисунок деформируют таким образом, что средняя радиальная разность уровней между полученными платообразными областями и впадинами волн находится в диапазоне от 7 процентов до 66 процентов средней разности уровней между гребнями волн и впадинами волн в рисунке до сжатия, а предпочтительно, в диапазоне от 16 процентов до 36 процентов этой средней разности.
Изобретение также относится к узлу гильзы и поршня цилиндра для поршневого двигателя, например большого двухтактного крейкоцапфного двигателя, имеющего ходовую поверхность для поршневых колец на внутренней поверхности гильзы, причем эта ходовая поверхность по меньшей мере в области, ближайшей к положению верхней мертвой точки поршня, имеет в продольном сечении частично волнообразный рисунок, в котором впадины волн разделены платообразными областями. Эта гильза цилиндра в соответствии с изобретением отличается тем, что имеет внутренний диаметр в диапазоне от 25 см до 100 см и длину в диапазоне от 100 см до 400 см, тем, что платообразные области являются раскатанными поверхностями, не содержащими острых выступов, тем, что дно впадин волн находится на уровне по меньшей мере на 0.001 мм ниже, чем эти области, и тем, что платообразная область между последовательными впадинами волн имеет протяженность в продольном направлении, которая, с точностью ±1 мм, соответствует четверти высоты поршневого кольца, имеющего наименьшую высоту кольца. Гильза цилиндра проявляет вышеупомянутые предпочтительные свойства ходовой поверхности.
Теперь будет приведено более подробное пояснение примеров осуществления изобретения со ссылками на весьма условные чертежи, где
на фиг.1 приведено изображение частично - вида сбоку, частично - продольного сечения гильзы цилиндра,
на фиг. 2 показано перспективное изображение наладки гильзы цилиндра в частично изображенном устройстве для механической обработки,
на фиг.3 показано перспективное изображение раскатывающего инструмента,
на фиг.4 показан вид сбоку еще одного раскатывающего инструмента,
на фиг.5 в значительно увеличенном масштабе показано продольное сечение через внутреннюю поверхность гильзы цилиндра, раскатанную в соответствии с изобретением,
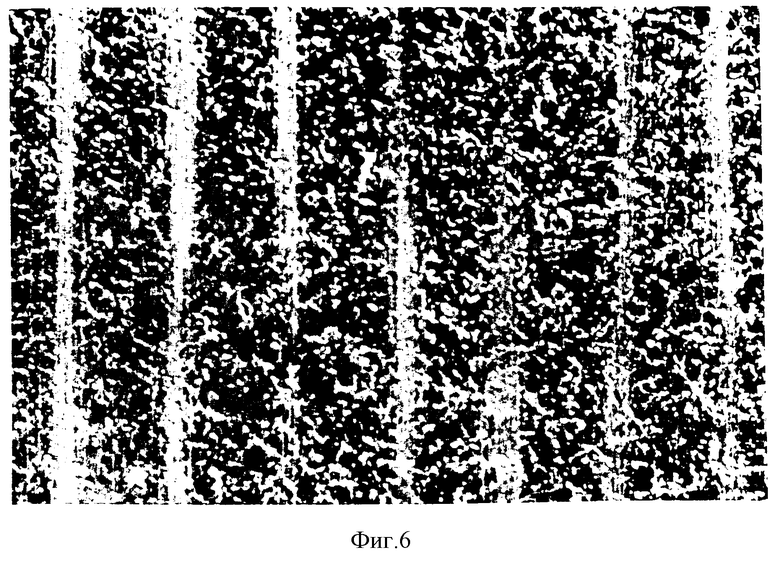
на фиг.6 показана с пятикратным увеличением фотография внутренней поверхности, подвергнутой врезанию волн и частичному хонингованию гильзы цилиндра,
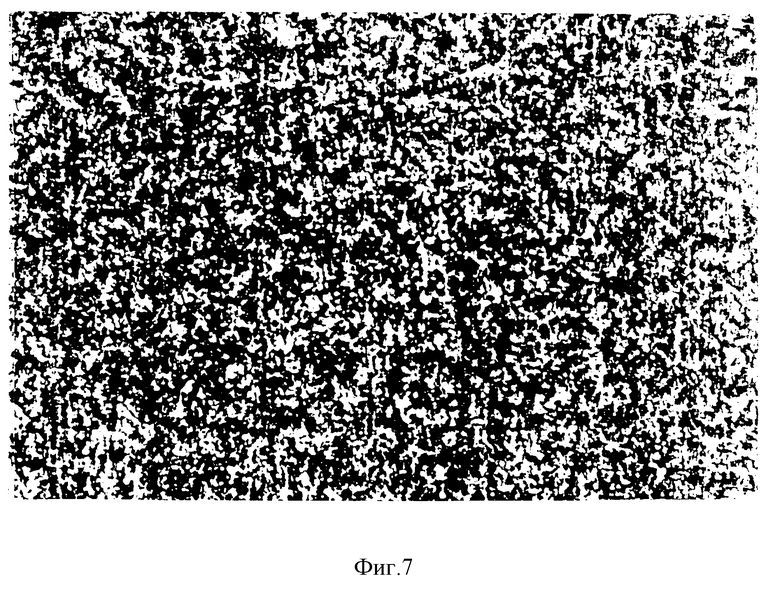
на фиг. 7 показана аналогичная фотография гильзы цилиндра, подвергнутой врезанию волн и раскатыванию в соответствии с изобретением,
на фиг. 8 показана копия профилограммы измерения шероховатости поверхности, проведенного на внутренней поверхности гильзы, показанной на фиг.6, и
на фиг. 9 показана копия профилограммы измерения шероховатости поверхности, проведенного на внутренней поверхности гильзы, показанной на фиг.7.
На фиг. 1 показана гильза 1 цилиндра для большого двухтактного крейкоцапфного двигателя. В зависимости от типоразмера двигателя, гильзу цилиндра можно изготавливать с разными размерами, причем внутренние диаметры обычно находятся в диапазоне от 25 см до 100 см, а соответствующие типовые длины находятся в диапазоне от 100 см до 400 см. Гильзу обычно изготавливают из чугуна, и она может быть отлита как единое целое или разделена на две части, состыкованные торец к торцу. На чертеже половина гильзы, показанная справа от продольной оси 2, изображена в продольном сечении. Гильзу можно известным способом устанавливать в двигателе (не показан) располагая кольцевую, обращенную вниз поверхность 3 на верхней плите коробки подрамника или блока цилиндров двигателя, после чего в цилиндре устанавливают поршень 4 с поршневыми кольцами 5, а крышку цилиндра располагают сверху гильзы на ее кольцевой, обращенной вверх поверхности 6 и крепят к верхней плите.
Поршневые кольца 5 скользят вдоль внутренней поверхности 7 гильзы и поэтому важно, чтобы внутренняя поверхность имела структуру, которая гарантирует хорошую смазку между кольцами и внутренней поверхностью во избежание образования задиров и заедания между наружными сторонами колец и внутренними поверхностями гильзы. В частности, эта структура поверхности очень важна во время приработки поршня и гильзы в новом двигателе. Поэтому желательно, как упоминалось выше, изготавливать гильзу с волнообразным рисунком на ее внутренней поверхности, в котором гребни волн удалены. Можно изготавливать гильзу с рассматриваемым рисунком по всей внутренней поверхности. Этот рисунок можно также получать путем механической обработки только в верхней секции гильзы, например в секции, по которой проходят поршневые кольца 5 на протяжении первых 40 процентов хода поршня вниз. Эта секция может также иметь другие относительные размеры, например 20 процентов, 25 процентов, 30 процентов или 35 процентов, или промежуточные значения.
Перед механической обработкой прорезей 8 для продувки воздухом в нижней секции гильзы заканчивают механическую обработку внутренней поверхности 7 гильзы. Это происходит на очень большом расточном станке, сконструированном как разновидность токарного станка для тяжелых работ и показанном лишь частично на фиг. 2. В дальнейшем такой станок именуется токарным станком. Посредством крана, гильзу с горизонтальной продольной осью поднимают и центрируют относительно оси вращения станка, после чего один конец гильзы крепят к ведущему шпинделю токарного станка посредством четырех зажимов 9, тогда как другой конец гильзы подпирают в центрированном положении захватом 10, который имеет несколько опорных роликов 11, перемещающихся по наружной поверхности гильзы. Захват 10 выполнен с возможностью перемещения по станине 12 токарного станка.
На конце, противоположном шпинделю, токарный станок имеет салазки (не показаны), служащие опорой очень тяжелой и жесткой борштанге 13, которую перемещают в гильзу цилиндра и из нее соосно ее продольной оси путем перемещения салазок по станине 12 токарного станка. На конце, ближайшем к шпинделю, борштанга имеет держатель 14 инструмента в виде поперечного суппорта, выполненного с возможностью регулирования инструмента 15 в радиальном направлении гильзы.
При наладке гильзы шпиндель с гильзой приводят во вращение, а внутреннюю поверхность 7 подвергают черновому обтачиванию с точностью, например, 5 мм на диаметр. Затем осуществляют чистовое обтачивание вставным резцом, имеющим криволинейную режущую кромку, таким образом, что резание дает требуемую форму впадин волн во врезанном волновом рисунке на внутренней поверхности гильзы, полученной путем чистового обтачивания. Расстояние S (фиг. 5) между двумя последовательными гребнями волн регулируют при необходимости посредством подачи борштанги вперед в продольном направлении, причем это расстояние имеет длину, равную по величине скорости подачи. В гильзе цилиндра с наружным диаметром 98 см может оказаться подходящей скорость подачи 8 мм на оборот, тогда как для гильзы цилиндра с внешним диаметром 50 см или менее можно выбрать скорость подачи 4 мм на оборот. Шаг можно выбрать соответствующим половине высоты кольца с наименьшей высотой кольца среди колец поршня.
Радиальная разность h уровней (фиг. 5) между гребнями и впадинами волн определяется кривизной кромки вставного резца, поскольку более крутая кривизна обеспечивает более значительную разность уровней. Эта разность уровней может иметь величину 0.06 мм, но обычно предпочитают значение от 0.01 до 0.02 мм.
После врезания волнового рисунка борштангу выводят из гильзы и устанавливают раскатывающий инструмент в радиальном направлении относительно внутренней поверхности 7, после чего раскатывают эту внутреннюю поверхность таким образом, что материал на гребнях волн пластически деформируется, т.е. сжимается в радиальном направлении наружу, так что обработанной внутренней поверхности придается форма, показанная на фиг. 5, со спиральной канавкой или впадиной 17 волны. Продольное сечение внутренней поверхности гильзы, показанное на фиг. 5, из соображений ясности изменено при изображении, так что размеры в радиальном направлении увеличены во много раз. В продольном направлении впадины волн разделены плоскими областями 18, вместе составляющими 25-75 процентов, а обычно - 40-60 процентов длины гильзы с волнообразным рисунком.
В простой конструкции, показанной на фиг. 3, раскатывающий инструмент может содержать ролик 19, который установлен с возможностью вращения в вилкообразной головке 20 на конце траверсы 21, закрепленной в выемке в держателе 22 инструмента, которому служит опорой борштанга 13. Держатель инструмента или сам инструмент может иметь некоторую ограниченную гибкость в радиальном направлении гильзы, так что отклонения в несколько десятых миллиметра в диаметре гильзы поглощаются ввиду упругого изгиба держателя. Траверса выполнена с возможностью регулирования в ее продольном направлении, т.е. в радиальном направлении гильзы.
Еще один пример конструкции раскатывающего инструмента можно увидеть на фиг. 4, где ролик 23 одной стороной заключен в головку 24, а другой стороной контактирует с опорным роликом 25. Эта головка установлена на проходящей под наклоном угловой части, разделенной на две части, 26a и 26b, которые являются взаимно упругими, но поддерживают заданное давление раскатывания. Величину текущего давления раскатывания показывает индикатор 27. Вместо визуального индикатора, инструмент можно оснастить индуктивной системой для измерения давления раскатывания и формирования электрических сигналов, которые можно использовать в целях регулирования или дистанционного считывания показаний. Угловая часть установлена в держателе 14 инструмента борштанги посредством промежуточной детали 28, так что давление раскатывания можно регулировать путем радиального смещения держателя инструмента. Инструмент этого типа промышленно выпускается немецкой компанией В. Хегеншейдт ГбмХ (W. Hegenscheidt GmbH), Селле (Celle), под типовым обозначением И Джи 14 (EG 14).
Индикатор давления раскатывания может быть встроен в суппорт борштанги, подвергающийся воздействию, по существу, того же радиального давления, что и раскатывающий инструмент. Токарный станок может также иметь дисплей, например, с цифровым изображением перемещения траверсы, соответственно, в радиальном и осевом направлениях. Такой дисплей можно обнулять, когда раскатывающий инструмент находится в контакте без передачи усилия с внутренней поверхностью гильзы, после чего перемещение суппорта в направлении наружу будет отражать давление раскатывания.
Продольная ось ролика может образовывать некоторый угол свободы (free angel) α с внутренней поверхностью гильзы, где вершина угла обращена вперед в направлении подачи, показанном стрелкой A.
Теперь приведем описание примеров, составленное применительно к гильзе цилиндра, имеющей внутренний диаметр 35 см.
ПРИМЕР 1
Гильзу изготавливали из материала для гильз, используемого для больших двигателей, - чугуна; внутреннюю поверхность гильзы подвергали чистовому обтачиванию по всей ее длине с образованием врезанного волнового рисунка при расстоянии S = 4 мм между гребнями волн и высоте волн h, составляющей примерно 0.015 мм. Затем режущий инструмент борштанги заменяли раскатывающим инструментом, изображенным на фиг. 3. Давление раскатывания регулировали сначала путем приведения ролика в контакт без приложения усилия с внутренней поверхностью гильзы, после чего суппорт борштанги устанавливали со смещением в направлении наружу F = 0.03 мм, измеряемом на диаметр, т.е. с радиальным смещением 0.015 мм. Следует отметить, что такая наладка суппорта не вызывает соответствующее радиальное смещение раскатывающего инструмента, поскольку значительная часть смещения используется для нагружения давлением суппорта, держателя инструмента и инструмента, т.е. для создания давления раскатывания. Это существенное отличие от наладки режущих инструментов, обычно применяемых на токарном станке. Гильзу вращали со скоростью 90 об/мин (1.5 с-1), что обеспечивало относительную скорость между раскатывающим инструментом и внутренней поверхностью гильзы V = 100 м/мин (1.667 м/с), а борштангу перемещали в гильзу со скоростью подачи s = 0.5 мм/об.
Визуальный контроль показал, что желательным было большее давление раскатывания и что скорость подачи могла бы быть значительно выше.
ПРИМЕР 2
За исключением параметров раскатывания, гильзу цилиндра изготавливали точно так же, как в примере 1. Раскатывание осуществляли с параметрами V = 100 м/мин (1.667 м/с), F = 0.10 мм на диаметр и s = 4.0 мм/об.
Визуальный контроль и замер шероховатости показали, что скорость подачи была удовлетворительной и что области между впадинами волн имели хорошо различимую протяженность и были, по существу, плоскими.
ПРИМЕР 3
За исключением параметров раскатывания, гильзу цилиндра изготавливали точно так же, как в примере 1. Раскатывание осуществляли с параметрами V = 100 м/мин (1.667 м/с), F = 0.15 мм на диаметр и s = 4.0 мм/об.
Визуальный контроль и замер шероховатости показали, что скорость подачи была по-прежнему удовлетворительной и что области между впадинами волн были получены с большей протяженностью и составляли около 30 процентов внутренней поверхности гильзы.
ПРИМЕР 4
За исключением параметров раскатывания, гильзу цилиндра изготавливали точно так же, как в примере 1. Раскатывание осуществляли с параметрами V = 100 м/мин (1.667 м/с), F = 0.20 мм на диаметр и s = 4.0 мм/об.
Визуальный контроль и замер шероховатости показали, что скорость подачи была по-прежнему удовлетворительной и что области между впадинами волн были получены с большей протяженностью и составляли около 40 процентов внутренней поверхности гильзы.
Были проведены сравнительные испытания, при которых гильзу цилиндра изготавливали точно так же, как в примере 1, но раскатывание заменяли частичным хонингованием, которое удаляло гребни волн.
Поверхности гильз, изготовленных в примере 4 и с помощью частичного хонингования, фотографировали с пятикратным увеличением, см. фиг. 6 и 7, и замеряли шероховатость поверхности с помощью прибора для контроля шероховатости фирмы "Пертен" (Perthen), см. фиг.8 и 9, в котором усиление в радиальном направлении было настроено на очень большое значение. На записанных полосах 10 мм в направлении оси у отображают расстояние в 0.025 мм, тогда как 10 мм в направлении оси x отображают расстояние в 1 мм.
На фиг. 6 показаны чистые кольцевые шлифовочные штрихи или канавки от хонингования, а контрольный размер шероховатости, отображенный на фиг. 8, показывает наличие большого количества мелких пичков в приблизительно плоских областях, где удалены гребни волн.
Раскатанная поверхность, показанная на фиг. 7, имеет значительно более приятный внешний вид, а контрольный замер шероховатости, отображенный на фиг. 9, показывает наличие плоских областей между впадинами волн с гораздо менее острыми выступающими пичками, но поверхность также имеет множество мелких скругленных разностей уровней в плоских областях, что вносит вклад в достижение хорошей адгезии масла к поверхности.
При рассмотрении вышеуказанных обозначений размеров для врезанного волнового рисунка и раскатанного рисунка следует понимать, что упомянутые значения являются средними. Как показано на упомянутых полосках контрольных замеров шероховатости, поверхность местами имеет углубления, не включенные в размеры, поскольку они обычно отражают отложения графита на поверхности или аналогичные отклонения, определяемые сплавом. Эти углубления присутствуют и в, по существу, плоских областях, которые можно также назвать платообразными областями.






Изобретение может быть использовано в машиностроительной промышленности при изготовлении поршневых двигателей. Ходовую поверхность формируют сначала путем врезания волнового рисунка, имеющего разность уровней между гребнями и впадинами волн по меньшей мере 0,005 мм, во внутреннюю поверхность по меньшей мере одним режущим инструментом, имеющим криволинейную режущую кромку. Затем гребни волн удаляют путем пластического сжатия по меньшей мере 0,004 мм их высоты с образованием упомянутых плоских областей, так что дно впадин волн после сжатия находится на уровне по меньшей мере на 0,001 мм ниже, чем эти области. В продольном сечении внутренняя поверхность готовой гильзы имеет частично волнообразную поверхность, на которой впадины волн разделены, по существу, плоскими областями. Гильза цилиндра для поршневого двигателя, например большого двухтактного крейкоцапфного двигателя, имеет ходовую поверхность для поршневых колец на внутренней поверхности гильзы. Гильза цилиндра имеет внутренний диаметр в диапазоне 25 - 100 см и длину в диапазоне 100 - 400 см. Использование пластического сжатия для формирования ходовой поверхности гильзы уменьшает время ее изготовления и повышает качество. 15 з.п. ф-лы, 9 ил.
| Кипятильник для воды | 1921 |
|
SU5A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИЛЬЗЫ ЦИЛИНДРА ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 1994 |
|
RU2084673C1 |
| RU 2000917 C1, 30.11.1993 | |||
| ГИДРОМЕХАНИЧЕСКИЙ ДВИГАТЕЛЬ | 1991 |
|
RU2025574C1 |
| СПОСОБ ПОЛУЧЕНИЯ КАРБИДА КАЛЬЦИЯ | 1997 |
|
RU2129093C1 |
| DE 3427770 C1, 13.03.1986. | |||

