Изобретение относится к цветной металлургии, в частности к производству алюминия электролитическим способом, и может быть использовано при ремонте алюминиевых электролизеров.
В процессе эксплуатации алюминиевого электролизера вследствие неравномерности распределения металла в ванне нижний слой подошвы самообжигающегося анода на глубине от нескольких миллиметров до десятков сантиметров приобретает пористую структуру, так называемые конусовидные неровности. Повторная установка подобного, бывшего в эксплуатации анода после капитального ремонта электролизера приводит к таким негативным последствиям, как явления местного перегрева анода и катода, которые вызывают разрушения катодных блоков, а также повышенное сопротивление прохождению тока, что влечет за собой увеличение напряжения на электролизере и, как следствие, неоправданный перерасход электроэнергии.
Отмеченные выше негативные явления вызывают необходимость обработки подошвы анода с целью обеспечения ровной поверхности его нижнего слоя.
Известен способ обработки подошвы самообжигающегося анода алюминиевого электролизера, при котором длительное время (7 суток) при повышенном напряжении сжигают неровность и пористые слои (Восканян А.И. и Беляев А.И. Влияние различных факторов на непрерывное колебание напряжения промышленной алюминиевой ванны. "Цветные металлы", N 9, 1966, с.46).
Недостатком известного способа является длительность процесса, большой расход электроэнергии, а также повышенные трудозатраты по обслуживанию электролизеров. К тому же при значительных нарушениях поверхности подошвы анода известный способ не является эффективным.
Известно устройство для удаления конусов, образующихся на анодах, в котором для сжигания выступов на подошве анода используются электрическая дуга и кислородная форсунка /патент США N 3396494, НКИ кл. 51-319, 1972/.
Недостатком известного устройства является низкое качество обработки поверхности. Кроме того, при его работе выделяется большое количество вредных газов.
Наиболее близкими аналогами к заявляемому изобретению являются:
способ обработки подошвы самообжигающегося анода алюминиевого электролизера, включающий механическую обработку по выравниванию подошвы анода /авт. свид. СССР N 855078, МПК C 25 C 3/06, опубл. 15.08.81, Бюл. N 30/. В известном способе после отключения электролизера анод в нагретом состоянии в собранном виде устанавливается горизонтально на специальное устройство, где он должен проходить механическую обработку; после достижения температуры анода 400-250oC производят обработку его подошвы режущим инструментом;
- устройство для обработки подошвы самообжигающегося анода алюминиевого электролизера (Авт. свид. СССР N 1740496, МПК C 25 C 3/06, опубл. 15.06.92, Бюл. N22).
Известное устройство содержит две направляющие и каретку, установленную на направляющих с возможностью перемещения вдоль поперечной оси анода. Анод, демонтированный с электролизера, устанавливают на опоры или подвешивают на мостовом кране, а каретка перемещается под ним по направляющим. На каретке размещен рабочий инструмент, выполненный в виде цилиндров, на образующих которых закреплены шипы.
Недостатком известного способа является низкая эффективность обработки, длительность процесса, а также повышенные трудозатраты, связанные с необходимостью демонтажа анода.
Конструкция известного устройства вызывает необходимость предварительного демонтажа анода, что отрицательно сказывается на производительности и продолжительности обработки, а также эффективности процесса в целом.
Заявляемое изобретение направлено на разработку высокоэффективного процесса обработки подошвы самообжигающегося анода алюминиевого электролизера, позволяющего обеспечить высокое качество обработки, снизить энерго- и трудозатраты.
Это достигается способом обработки подошвы самообжигающегося анода алюминиевого электролизера, включающим механическую обработку по выравниванию подошвы анода, в котором обработку проводят дисковой фрезой, установленной на катодном кожухе, путем перемещения вдоль поперечной оси анода, при этом скорость вращения фрезы составляет 55-65 об/мин, скорость перемещения фрезы при фрезеровании подошвы анода составляет 2-5 м/мин, а глубину обработки поверхности устанавливают путем перемещения анода в вертикальной плоскости.
Указанный выше технический результат достигается также устройством для обработки подошвы самообжигающегося анода алюминиевого электролизера, содержащим две направляющие и каретку, установленную на направляющих с возможностью перемещения вдоль поперечной оси анода, в котором направляющие выполнены с возможностью закрепления в кронштейнах на катодном кожухе, устройство снабжено дисковой фрезой с закрепленными на ней прямоугольными ножами, выступающими из поверхности фрезы, и цилиндрическим редуктором для снижения скорости вращения фрезы, установленными на каретке.
Кроме того, количество ножей, закрепленных на фрезе, составляет не менее 12.
Сущность заявляемого изобретения состоит в обеспечении возможности проведения обработки подошвы самообжигающегося анода алюминиевого электролизера без предварительного демонтажа анода непосредственно на самом электролизере.
При этом заявляемые режимы обработки были установлены экспериментально, исходя из получения оптимальных результатов. Так, при снижении скорости вращения фрезы менее 55 об/мин наблюдается снижение производительности из-за периодического затормаживания, тогда как превышение значения 65 об/мин увеличивает вероятность механических повреждений фрезы и выхода из строя.
Экспериментально установленный оптимальный диапазон скоростей перемещения фрезы при фрезеровании подошвы анода составил 2-5 м/мин. При скорости перемещения фрезы менее 2 м/мин происходит снижение производительности, а превышение значения указанной скорости более 5 м/мин приводит к ухудшению качества обработки вследствие "выкрашивания" крупных графитовых зерен и неоправданному перерасходу энергозатрат.
Также экспериментально было определено, что количество ножей, закрепленных на фрезе, должно быть не менее 12. Уменьшение заявленного значения приводит к низкому качеству обработки - неоднородностям обрабатываемой поверхности.
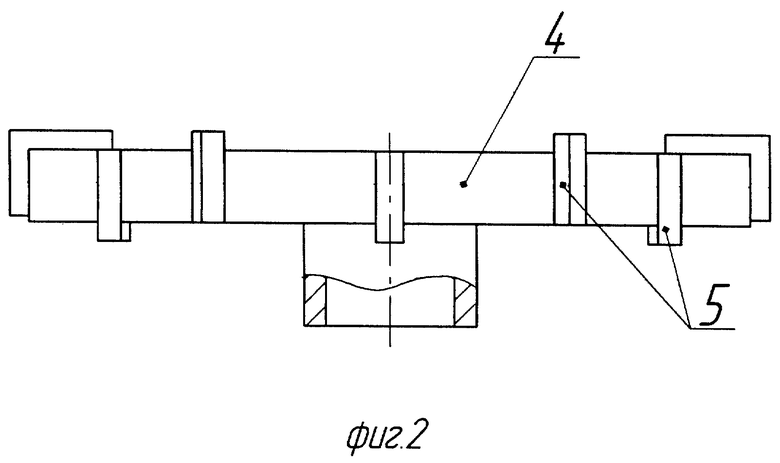
На фиг. 1 изображено заявляемое устройство (вид сверху); на фиг.2 - конструкция фрезы с размещенными на ней ножами.
Устройство для обработки подошвы самообжигающегося анода алюминиевого электролизера (фиг.1) содержит две направляющие 1, закрепленные в кронштейнах 2 для установки устройства на кожухе 3 катода, дисковую фрезу 4 с закрепленными на ней прямоугольными ножами 5, установленную на каретке 6 с возможностью перемещения по направляющим 1 поперек анода (анод на чертеже не показан) с помощью колес 7, при этом на каретке 6 установлены пневмодвигатель 8 с цилиндрическим редуктором 9 (для снижения скорости вращения фрезы) и механизм подачи 10 для перемещения каретки поперек анода.
Конструкция дисковой фрезы 4 с закрепленными на ней прямоугольными ножами 5, выступающими из поверхности фрезы, приведена на фиг.2.
Заявляемый способ осуществляется следующим образом.
После отключения электролизера при помощи подъема анода увеличивают межэлектродный зазор и на кожухе 3 катода устанавливают заявляемое устройство, которое закрепляют с помощью кронштейнов 2. Перемещая анод в вертикальной плоскости, устанавливают требуемую глубину обработки поверхности подошвы анода. Включают пневмодвигатель 8 с цилиндрическим редуктором 9 и механизм подачи 10 для перемещения каретки 6 с установленной на ней фрезой 4 поперек анода. Вращаясь с заданной скоростью, дисковая фреза 4 с закрепленными на ней прямоугольными ножами 5 перемещается поперек анода по цилиндрическим направляющим 1 с помощью колес 7. Оригинальная конструкция дисковой фрезы 4 с закрепленными на ней прямоугольными ножами 5, выступающими из поверхности фрезы, снимая с подошвы анода слой материала, обеспечивает высокое качество обработки поверхности. Далее устройство перемещают вдоль анода на расстояние, равное 0,5 диаметра фрезы, после чего процесс повторяют до полной очистки поверхности анода. При необходимости (в случае обнаружения оставшихся неровностей на поверхности анода) устанавливают новое значение глубины обработки путем вертикального перемещения анода и производят дополнительную локальную зачистку. Таким образом, заявляемая конструкция обеспечивает возможность трехстороннего резания фрезы, иными словами, обрабатываемая поверхность зачищается в трех направлениях.
После обработки подошвы анод готов для дальнейшей эксплуатации.
Ниже приведен пример, подтверждающий возможность осуществления заявляемого изобретения с получением указанного выше технического результата.
Пример.
Разработанный способ обработки подошвы анода испытывали на промышленных электролизерах с самообжигающимися анодами. Величина напряжения U составила 9В. После отключения электролизера токоподводящую конструкцию с закрепленным в ней анодом поднимали на высоту 250-350 мм и устанавливали на временные прокладки. С помощью мостового крана на кожухе катода устанавливали заявляемое устройство. Перемещая анод в вертикальной плоскости, устанавливали заданное значение глубины обработки поверхности подошвы анода. Очистку подошвы анода проводили с помощью заявляемого устройства, при этом скорость вращения фрезы составила 60 об/мин, скорость перемещения фрезы при фрезеровании подошвы анода составила 3 м/мин, сама фреза была выполнена дисковой (диаметр - 450 мм) с закрепленными на ней 12 прямоугольными ножами.
После окончания обработки поверхность подошвы анода была выровнена до плоскостности ±4 мм. При этом время обработки составило всего 5 ч 30 мин. Величина напряжения U при пуске составила 5 В.
Таким образом, как показали промышленные испытания, заявляемое изобретение, обеспечивая высокое качество обработки поверхности подошвы анода, позволяет исключить операцию демонтажа анода из электоролизера и тем самым сократить пусковой период до 5 дней (против 2-х недель известным способом), снизить энергозатраты при электролизе вследствие уменьшения простоев и увеличить выработку на электролизере в среднем на 10%, при этом срок службы электролизера увеличивается на 20%.
Изобретение направлено на разработку высокоэффективного процесса обработки подошвы самообжигающегося анода алюминиевого электролизера, позволяющего обеспечить высокое качество обработки, снизить энерго- и трудозатраты. Способ обработки подошвы самообжигающегося анода алюминиевого электролизера включает механическую обработку по выравниванию подошвы анода, которую проводят дисковой фрезой, установленной на катодном кожухе, путем перемещения вдоль поперечной оси анода, при этом скорость вращения фрезы составляет 55-65 об/мин, скорость перемещения фрезы при фрезеровании подошвы анода составляет 2-5 м/мин, а глубину обработки поверхности устанавливают путем перемещения анода в вертикальной плоскости. Устройство для обработки подошвы самообжигающегося анода алюминиевого электролизера содержит направляющие, выполненные с возможностью закрепления в кронштейнах на катодном кожухе, и каретку, установленную на направляющих с возможностью перемещения вдоль поперечной оси анода. На каретке установлены дисковая фреза с закрепленными на ней прямоугольными ножами, выступающими из поверхности фрезы, и цилиндрический редуктор для снижения скорости вращения фрезы. 2 с. и 1 з.п.ф-лы, 2 ил.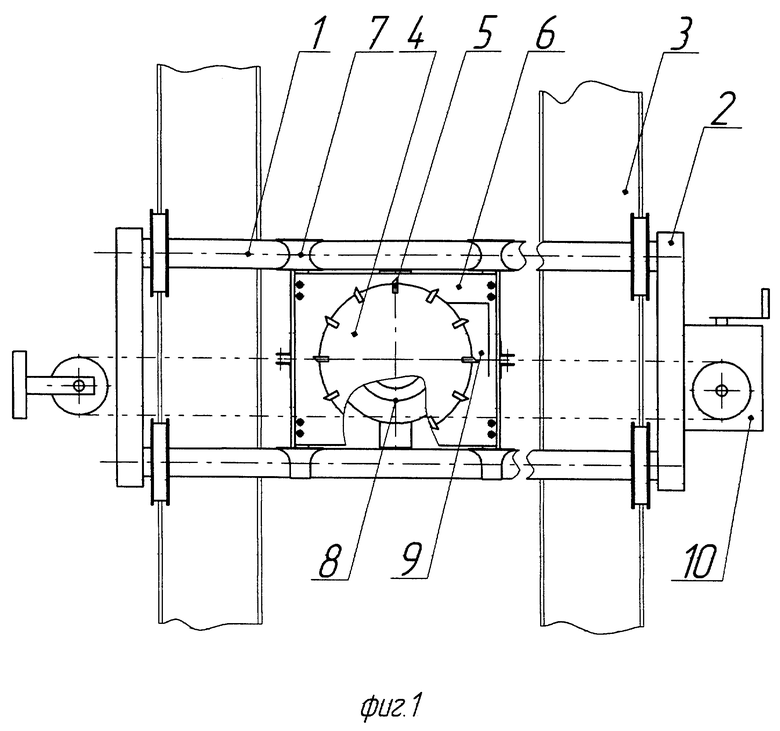
| Способ обработки подошвы самообжигающегося анода алюминиевого электролизера | 1979 |
|
SU855078A1 |
| Устройство для обработки подошвы самообжигающегося анода алюминиевого электролизера | 1989 |
|
SU1740496A1 |
| Способ выравнивания подошвы анода электролизера для получения алюминия | 1978 |
|
SU712461A1 |
| US 3396494, 13.08.1968. | |||

