Изобретение относится к канатному производству и может быть использовано в бумагоделательной промышленности для заправки бумажной массы с прессовой в сушильную часть, а также между цилиндрами сушильной части на высокоскоростных бумагоделательных машинах.
Известно, что каждая бумагоделательная машина представляет собой сложное устройство, включающее ряд приводных групп, на каждой из которых имеются свои канатики. При скоростях движения бумажной массы 300 - 500 м/мин предусматривают автоматическую передачу заправочной полоски из одной пары канатиков в другую. Каждый канатик имеет грузовую натяжку. При таком устройстве канатики находятся в движении, а следовательно, изнашиваются в течение всего времени работы машины, хотя их движение необходимо лишь во время заправки. В целях уменьшения износа канатиков предусмотрена установка отдельных канатиков на каждой приводной группе. Тем не менее, срок службы канатиков невелик, и часты их обрывы, вызывающие простои бумагоделательных машин, что ведет к значительным потерям готовой продукции [1]. При этом время простоя в значительной степени связано со временем соединения места обрыва канатика.
Известны бумаговедущие канатики "Super 11 - 2000" фирмы Тойфельбергер, сконструированные по принципу "BRAID ON TWIST", которые представляют собой плетеный канатик из стержня в оплетке из 100% полиамида. Такая система объединяет круглую форму и стабильность крученых канатиков со всеми преимуществами плетеных полых канатиков [2]. И хотя канатики "Super 11 - 2000" можно сращивать практически без утолщения канатика, время сращивания оказывается большим в сравнении с временем, затрачиваемым на другие операции в период простоя бумагоделательной машины из-за обрыва канатика.
Известны плетеные шнуры и канатики, выполненные из хлопчатобумажной или нейлоновой пряди диаметром 5-14 мм, с числом прядей от 3 до 16, с числом витков на метр от 75 до 250, содержащие 3 - 4 стренги [3, 4]. Наибольшей разрывной на грузкой характеризуются канатики диаметром 14 мм, линейной плотностью 120 ктекс, с числом прядей 12 и числом витков на 1 м равным 75. Такой канатик, хотя и обладает высоким сопротивлением нагрузке, однако его плотная структура не позволяет его сращивать без заметных узлов, что исключает его использование в бумагоделательных машинах. Канатики же с большим числом витков на метр характеризуются сравнительно низкой разрывной нагрузкой, и результат их использования описан выше. Кроме того, в случае разрыва этих канатиков процесс их сращивания занимает достаточно много времени, а результат не всегда удовлетворительный, так как в местах сращивания образуются заметные утолщения, которые отрицательно влияют на работу отдельных узлов скоростных бумагоделательных машин.
Наиболее близким к заявляемому решению по технической сущности и достигаемому результату при использовании является плетеное трубчатое изделие, содержащее встречно направленные и расположенные по спирали нити [5], при этом угол наклона витка спирали нитей к плоскости перпендикулярной нитям основы не превышает 7o.
Такое изделие обладает повышенной радиальной упругостью и не изменяет своей формы при изгибе, однако оно не пригодно для использования в условиях, когда необходимо обеспечить быстрое, надежное и не создающее утолщений сращивание.
Наиболее близким к заявляемому решению по назначению, технической сущности и достигаемому результату при использовании является также способ соединения плетеных канатов путем пропускания прядей [6], например, ходового конца каната по крайней мере один раз через коренной конец и размещения вдоль той же пряди коренного конца под пересекающими ее соседними прядями с повторением структуры последнего. Этот способ используют применительно к плетеным изделиям. Он обеспечивает гибкость узла соединения, не имеет склонности к зацеплению, однако он может быть использован в случаях, когда время выполнения соединения не ограничено, а структура каната преимущественно трех- или четырехпрядная.
Поэтому целью предлагаемых технических решений является сокращение времени соединения плетеного изделия при одновременном обеспечении надежности и минимальном утолщении в сравнении с изделием в целом.
Поставленная цель достигается тем, что в известном плетеном трубчатом изделии, содержащем встречно направленные и расположенные по спирали нити согласно изобретению, изделие выполнено с возможностью изменения шага спирали и диаметра изделия таким образом, что отношения tmax/tmin и dmax/dmin изменяются в 2-3 раза, при этом tmin - минимальный шаг спирали соответствует dmax - максимальному диаметру изделия, а tmax- максимальный шаг спирали соответствует dmin- минимальному диаметру изделия.
Согласно изобретению нити могут быть сгруппированы в виде прядей.
Поставленная цель достигается так же тем, что в известном способе соединения плетеного изделия путем пропускания пряди нитей пол пересекающие пряди нити, согласно изобретению, закрепляют первый ходовой конец изделия в прошивающем приспособлении, при этом вначале этот конец пропускают во внутреннюю полость изделия на некотором расстоянии от кончика второго ходового конца, а затем прошивают первым ходовым концом несколько раз одновременно два слоя плетеного трубчатого изделия, затем повторяют все операции со вторым ходовым концом, создают натяжение, фиксирующее ходовые концы друг относительно друга, и закрепляют кончики нитей прядей ходовых концов на поверхности изделия.
Как видно из изложения сущности заявляемых технических решений, они отличаются от прототипов и, следовательно, являются новыми.
Решения также обладают изобретательским уровнем. В основу одного изобретения поставлена задача усовершенствования плетеного трубчатого изделия, в котором, вследствие выполнения изделия с возможностью изменения шага спирали, шага оплетки и диаметра изделия, обеспечивается возможность образования ячеек необходимого размера и изменения диаметра изделия для прошивания изделия самим же изделием, и за счет этого достигается быстрое и надежное соединение концов трубчатого плетеного изделия при использовании его в качестве канатика в бумагоделательной машине.
В основу второго изобретения поставлена также задача уcoвершенствования способа соединения плетеного трубчатого изделия, в котором, вследствие закрепления первого ходового конца изделия в прошивающем приспособлении, пропускания этого конца вначале во внутренней полости изделия на некотором расстоянии от кончика второго ходового конца, а затем прошивания первым ходовым концом несколько раз одновременно двух слоев плетеного трубчатого изделия, повторения всех операций со вторым ходовым концом, создания натяжения, фиксирующего ходовые концы друг относительно друга, и закрепления нитей (прядей) кончиков ходовых концов на поверхности изделия, обеспечивается захват и удержание изделия силой трения во внутренней полости изделия и в ячейках изделия, через которые проходят ходовые концы при сращивании концов изделия, и за счет этого появляется возможность образования надежного соединения, которое практически незначительно выступает за габариты изделия, а также возможность сократить простой, например, бумагоделательной машины при обрыве канатиков в любой ее части.
Как следует из упомянутых источников информации [1, 2], несмотря на известность заправочных канатиков с 1913 года, их конструкция остается традиционной, а основные достижения связаны с их качеством за счет применения новых материалов. Операция сращивания канатиков остается продолжительной и трудоемкой. Кроме того, потребителей канатной продукции в основном интересует их прочность. Поэтому именно эти показатели приводят в ГОСТ'ах и ТУ. В данном же случае используют способность плетеного трубчатого каната фиксировать и удерживать предмет под действием силы трения, которая возникает как результат осевой нагрузки на канатик.
Предлагаемые технические решения принципиально изменяют технологию сращивания канатиков для бумагоделательных машин, сокращая время простоя из-за обрыва канатика до 5-10 минут.
Предлагаемые технические решения найдут широкое использование, прежде всего, в канатной и бумагоделательной промышленности.
На фиг. 1 показана половина развертки плетеного трубчатого изделия.
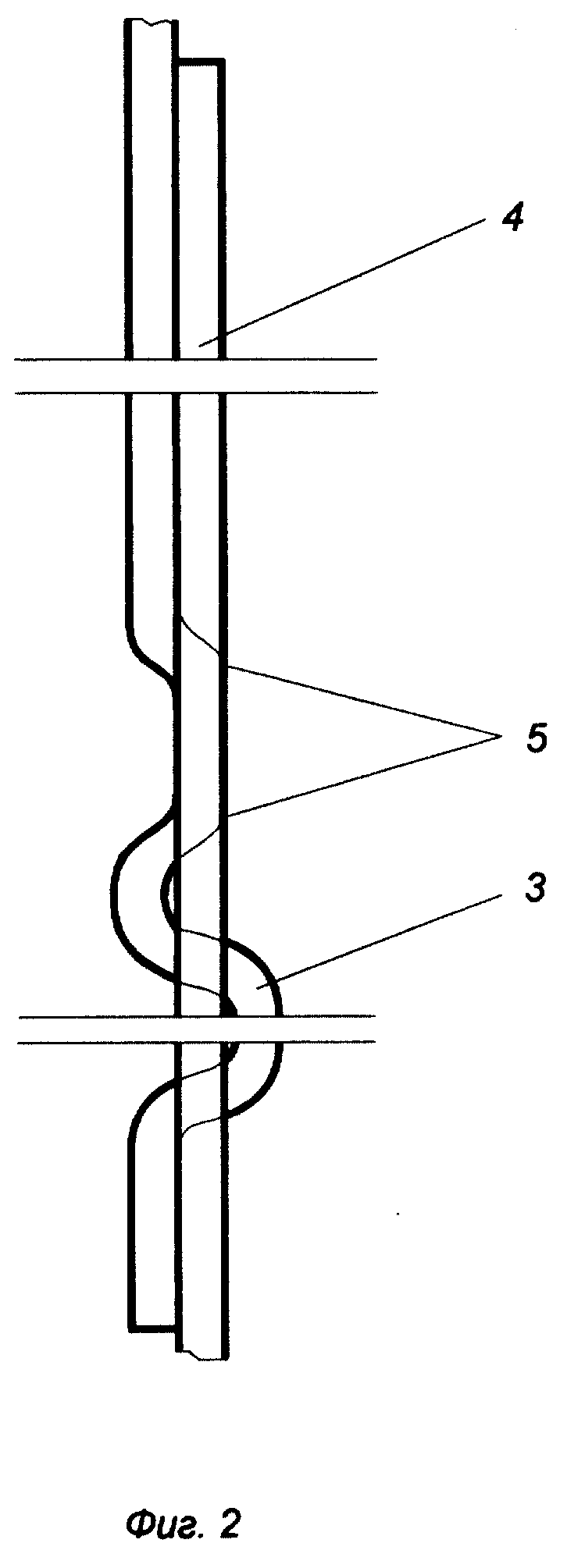
На фиг. 2 показан первый этап соединения плетеного трубчатого изделия.
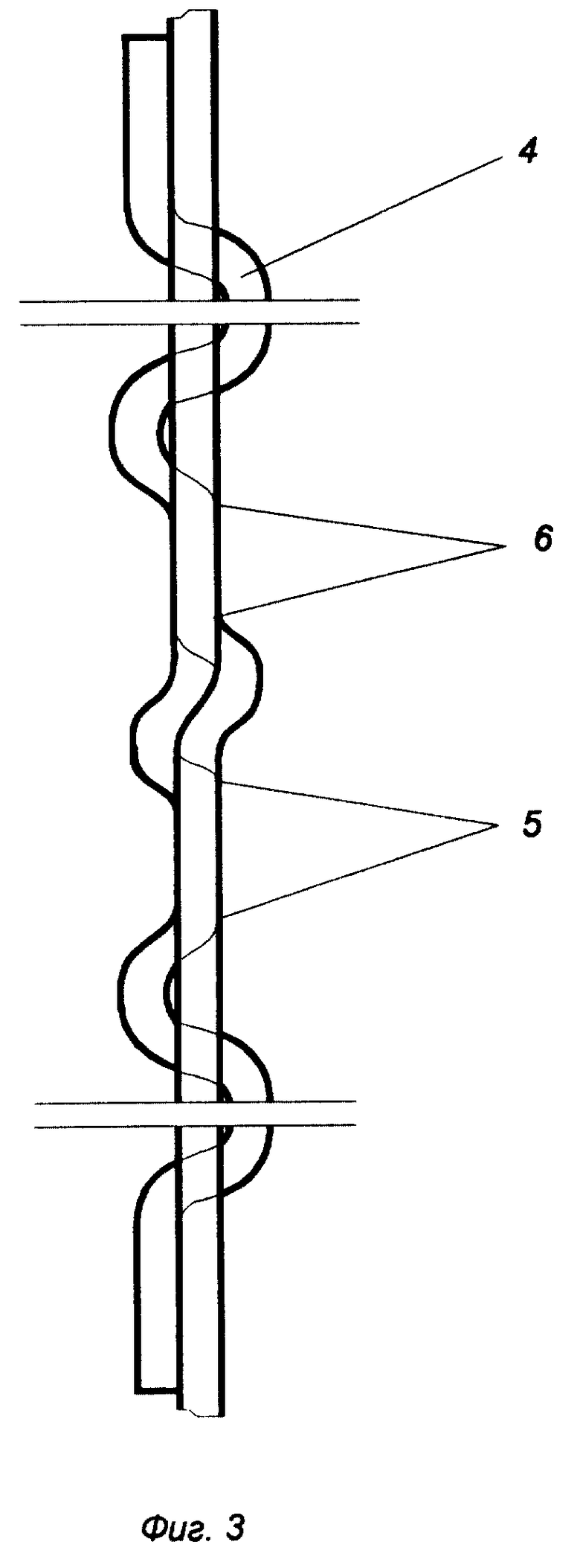
На фиг. 3 показан второй этап.
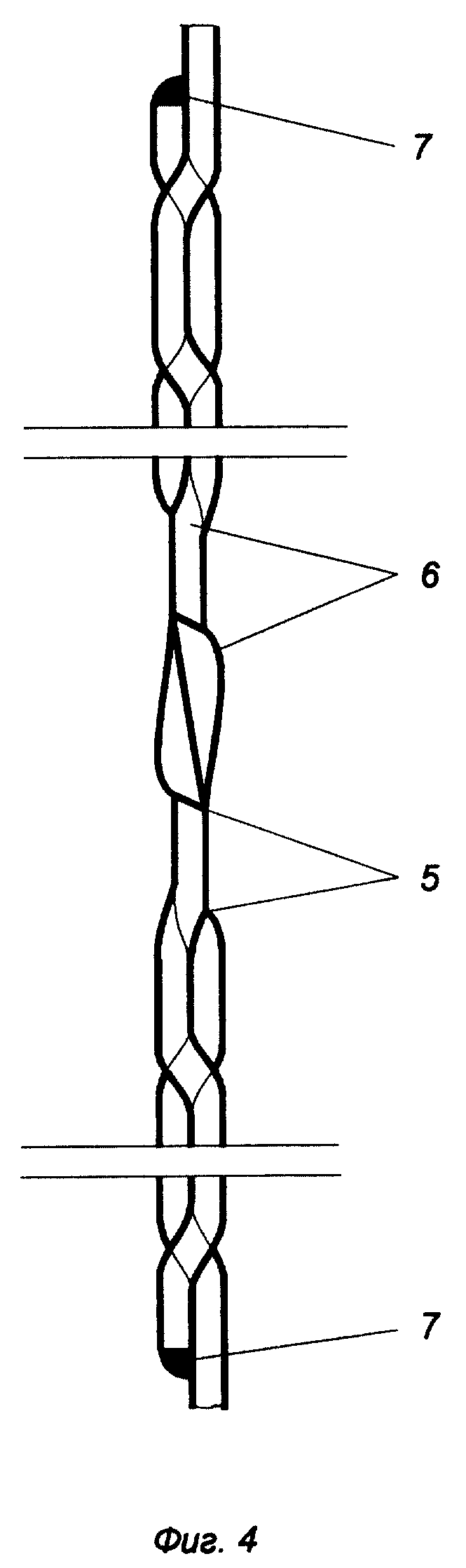
На фиг. 4 показан окончательный вид соединения.
Оптимальным вариантом выполнения плетеного трубчатого изделия, приемлемого для использования в качестве направляющих канатиков в бумагоделательных машинах, является изделие, которое содержит встречно направленные 10 прядей 1 и 10 прядей 2, расположенные по спирали так, как показано на фиг. 1. Каждая прядь изделия имеет диаметр равный 1 мм и образована из 4-х капроновых нитей. Изделие выполнено таким образом, что шаг спирали может изменяться от 20 до 55 мм. Ориентировочно внутренний диаметр канатика одновременно изменяется от 15 до 6 мм. При максимальном шаге пряди образуют плотную упаковку, внутренний диаметр которой меньше диаметра, описывающего 20 прядей по 1 мм. Предлагаемое плетеное трубчатое изделие выдерживает нагрузки до 500 кг.
При изменении шага спирали от минимального к максимальному под действием нагрузки, приложенной вдоль оси изделия, пряди работают как захват и создают усилие захвата, пропорциональное длине плетеного трубчатого изделия, осуществляющего захват, и силе осевого нагружения.
Способ соединения плетеного трубчатого изделия реализован на примере сращивания направляющих канатиков бумагоделательных машин. Последовательность этапов осуществления способа показана на фиг. 2, 3 и 4. На первом этапе (см. фиг. 2) кончик первого ходового конца плетеного трубчатого канатика 3 закрепляют в прошивающем приспособлении (не показано). С помощью этого приспособления раздвигают пряди канатика на расстоянии 0,5 м от кончика второго ходового конца 4. Через образовавшуюся ячейку первый ходовой конец 3 вводят в полость плетеного трубчатого канатика и протягивают на длине 5, равной 0,05 - 0,07 м. Затем еще раз раздвигают пряди, образуя вторую ячейку, через которую первый ходовой конец 3 выводят наружу. Далее, используя прошивающее приспособление, делают 5 - 7 стежков на длине 0,35-0,40 м. На втором этапе (см. фиг. 3) кончик второго ходового конца 4 закрепляют в том же прошивающем приспособлении. Через такую же ячейку в первом ходовом конце 3 пропускают канатик в полости 6 второго ходового конца 5, а затем через вторую ячейку кончик выводят наружу и делают 5 - 7 стежков на длине 0,35-0,40 м. На третьем этапе (см. фиг. 4), когда оба кончика оказываются выведенными наружу, канатик натягивают, он принимает форму двухслойной ленты, концы которой взаимно прошивают друг друга, как показано на фиг. 4. После этого кончики ходовых концов закрепляют, например, оплавлением 7 капроновой нити. Время сращивания канатиков бумагоделательной машины не превышает 5 - 10 мин. Надежность получаемого соединения не ниже надежности исходного плетеного трубчатого изделия.
Как видно из описания примеров осуществления предложенных технических решений, их использование обеспечивает значительное сокращение времени соединения плетеного изделия при одновременном обеспечении надежности соединения и минимальном утолщении на длине, на которой осуществлено сращивание, в сравнении с изделием в целом.
Источники информации
1. Эйдлин И.Я. Бумагоделательные и отделочные машины. - М.: Лесная промышленность, 1970, стр. 624
2. Проспект фирмы Тойфельбергер.
3. Забелин В. А. Справочник по прядению грубых волокон и производству крученых изделий. - М.: Легкая индустрия, 1973, стр. 302 - 305.
4. Шнуры. Технические условия. ГОСТ 26231-91. - М.: Изд-во стандартов, 1992.
5. Описание к авторскому свидетельству СССР N 1286653, от 24.01.85, М. кл. D 04 С 3/40 (прототип).
6. Описание к авторскому свидетельству СССР N 1227854, от 03.07.84, М. кл. F 16 G 11/00, D 07 В 9/00 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЛЕТЕНАЯ ПОДЛОЖКА ДЛЯ ТРУБЧАТЫХ МЕМБРАН | 2007 |
|
RU2418620C2 |
| Теплообменный элемент | 1987 |
|
SU1467359A1 |
| КОНЦЕВЫЕ ЧАСТИ МЯГКОГО ГЕРМЕТИЧНОГО КОНТЕЙНЕРА ДЛЯ ЖИДКОСТИ И СПОСОБ ИХ ВЫПОЛНЕНИЯ | 2002 |
|
RU2266230C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТРУБЧАТОГО ПЛЕТЕНОГО ИЗДЕЛИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2135659C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТОРСИОНЫХ ПОДВЕСОВ ЧУВСТВИТЕЛЬНЫХ ЭЛЕМЕНТОВ ПРИБОРОВ | 2012 |
|
RU2519888C2 |
| ЛАМИНИРОВАННАЯ МНОГООСНАЯ ПРЕССОВОЧНАЯ ТКАНЬ | 2003 |
|
RU2318941C2 |
| Способ изготовления трубчатых плетеных изделий | 1990 |
|
SU1835442A1 |
| СТРУКТУРА-ОСНОВА ДЛЯ СШИВАЕМЫХ ТКАНЕЙ ДЛЯ БУМАГОДЕЛАТЕЛЬНЫХ МАШИН | 2002 |
|
RU2217540C1 |
| СОЕДИНЯЕМАЯ НА МАШИНЕ ТЕХНИЧЕСКАЯ ТКАНЬ, СОДЕРЖАЩАЯ СВЯЗАННЫЕ ЗВЕНЬЯ | 2003 |
|
RU2328566C2 |
| СОЕДИНЯЕМАЯ МНОГОСЛОЙНАЯ ТКАНЬ, ИМЕЮЩАЯ СОЕДИНИТЕЛЬНЫЕ УСТРОЙСТВА РАЗЛИЧНЫХ РАЗМЕРОВ | 2003 |
|
RU2321698C2 |
Изобретение относится к канатному производству и может быть использовано в бумагоделательной промышленности для заправки бумажной массы с прессовой в сушильную часть, а также между цилиндрами сушильной части на высокоскоростных бумагоделательных машинах. Технический результат - сокращение времени соединения при одновременном обеспечении надежности и минимальном утолщении сращивания. Плетеное трубчатое изделие содержит встречно направленные и расположенные по спирали нити с возможностью изменения шага спирали и диаметра изделия таким образом, что отношения tmax/tmin и dmax/dmin составляют 2 - 3. Нити сгруппированы в виде прядей. Способ соединения плетеного трубчатого изделия осуществляют путем пропускания прядей нитей под пересекающие пряди нитей, при этом закрепляют первый ходовой конец изделия в прошивающем приспособлении, вначале этот конец пропускают во внутреннюю полость изделия на некотором расстоянии от кончика второго ходового конца, а затем прошивают первым ходовым концом несколько раз одновременно два слоя плетеного трубчатого изделия, затем повторяют все операции со вторым ходовым концом, создают натяжение, фиксирующее ходовые концы друг относительно друга, и закрепляют кончики прядей ходовых концов на поверхности изделия. 2 с. и 1 з. п. ф-лы, 4 ил.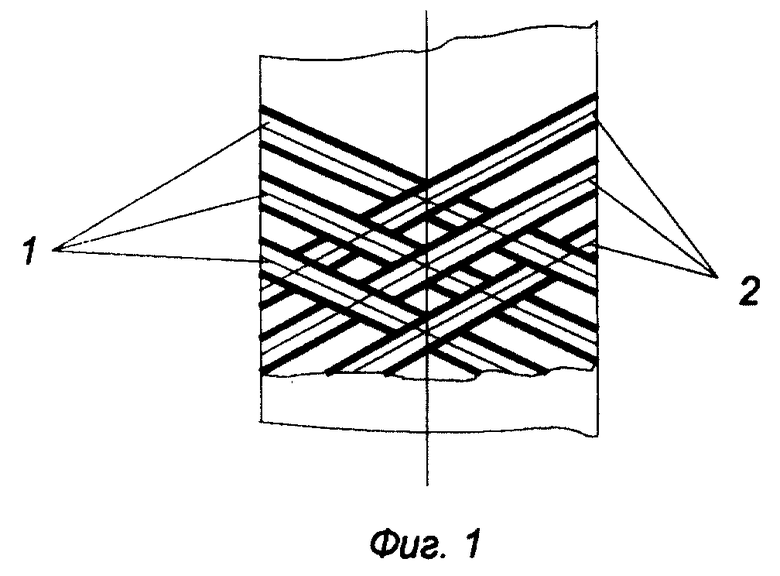
| Плетеное трубчатое изделие | 1985 |
|
SU1286653A1 |
| Огон для плетеных канатов | 1984 |
|
SU1227854A1 |
| СТИМУЛЯТОР ДЛЯ ПРЕДПОСЕВНОЙ ОБРАБОТКИ СЕМЯН ЗЕРНОВЫХ КУЛЬТУР | 2019 |
|
RU2711929C1 |
| Способ изготовления термоизоляционного кожуха электропечи | 1987 |
|
SU1583720A1 |
| Способ и система для генерации опорного пути беспилотного автомобиля (SDC) | 2019 |
|
RU2746026C1 |
| US 3452639 A, 11.01.1967 | |||
| US 3561318 A, 09.02.1971 | |||
| СПОСОБ МОДИФИКАЦИИ НИТРОЦЕЛЛЮЛОЗЫ | 0 |
|
SU255237A1 |

