Настоящее изобретение относится к устройству поперечной сварки, используемому в машине для изготовления, наполнения и запечатывания пакетов, при изготовлении упаковок из рукавной пленки согласно ограничительной части пункта 1 формулы изобретения. В известных машинах такого типа сначала из рулона упаковочного материала непрерывно формируется рукав, который затем протягивается на длину, соответствующую длине изготавливаемого пакета, после чего заделанный с одной стороны концевой участок рукава наполняется порцией продукта и отделяется от остального рукава поперечным швом, который на уже готовом пакете образует верхний шов и одновременно нижний шов на следующем концевом участке рукава. После этого готовая упаковка отрезается между верхним и нижним швами. Затем рукав захватывается в верхнем положении двумя парами зажимных колодок, удерживающих его выше и ниже поперечного шва, протягивается на длину нового пакета и затем освобождается. После этого устройство поперечной сварки возвращается в верхнее положение для начала нового рабочего такта. Термосваривающие элементы устройства поперечной сварки совершают возвратно-поступательное движение в зазоре между обеими парами зажимных колодок. На контактной поверхности термосваривающих элементов выполнен паз, в который входит отрезной нож для отделения готовой упаковки между ее верхним швом и нижним швом следующего концевого участка рукава. В некоторых устройствах поперечной сварки отрезной нож фиксируется в одном из термосваривающих элементов и прорезает рукав в момент смыкания термосваривающих элементов, входя в паз другого термосваривающего элемента. В другом варианте выполнения отрезной нож совершает возвратно-поступательное движение в пазу термосваривающего элемента и имеет собственный привод. Нож выталкивается по окончании сварки, разрезая при этом поперечный шов.
Недостаток обоих вариантов выполнения известных устройств поперечной сварки заключается в том, что отрезной нож, встроенный в термосваривающий элемент, нагревается почти до температуры сварки. На рукаве, кроме того, остается узкая незаваренная полоска с частицами продукта, образовавшаяся в результате разделения контактной поверхности пазом, в который входит нож, между верхним швом готовой упаковки и нижним швом следующего концевого участка рукава. При прорезании этой полоски частицы продукта всегда вступают в контакт с нагретым ножом, прилипают к его горячей поверхности и сгорают. Продукты сгорания приводят затем к возникновению помех при отрезании готовых упаковок от рукава.
Преимущества изобретения
Преимущество предлагаемого согласно изобретению устройства поперечной сварки с отличительными признаками п. 1 формулы изобретения по сравнению с уровнем техники состоит в том, что, во-первых, частицы продукта в зоне поперечного шва рукава находятся в связанном состоянии и, во-вторых, отрезной нож имеет температуру, при которой пригорание частиц продукта на поверхности ножа исключается, вследствие чего при работе устройства поперечной сварки обеспечивается существенное преимущество, состоящее в высокой стойкости отрезного ножа.
Чертеж
Ниже изобретение более подробно поясняется на примере его выполнения со ссылкой на прилагаемый чертеж, на котором в поперечном разрезе показано устройство поперечной сварки, используемое в машине для изготовления, наполнения и запечатывания пакетов.
Описание варианта выполнения
Ниже формовочной трубы 10 машины для изготовления, наполнения и запечатывания пакетов 1 расположено устройство 11 поперечной сварки. Это устройство 11 совершает возвратно-поступательное движение вверх и вниз предпочтительно для вытягивания рукава 2, сформованного вокруг трубы 10 из рулонного упаковочного материала. Устройство 11 поперечной сварки расположено на опоре, которая поднимается и опускается на определенное расстояние, соответствующее длине изготавливаемого пакета, как это известно из уровня техники и поэтому подробно на чертеже не показано. В другом варианте устройство поперечной сварки может быть выполнено и стационарным, если перемещение рукава, что также известно, осуществляется с помощью соответствующего механизма подачи.
Устройство 11 поперечной сварки имеет две пары зажимных колодок 12, 13 и 14, 15, которые размещены одна над другой и разделены зазором 16. Зажимные колодки 12, 14, соответственно 13, 15, с каждой стороны рукава 2 закреплены своими концами на щеках 18, 19, которые с помощью непоказанного известного привода с линейным двигателем перемещаются по горизонтальным направляющим стержням 21 навстречу друг другу до момента зажима рукава 2. Для повышения трения на обращенных одна к другой боковых сторонах зажимных колодок 12, 13; 14, 15 предусмотрены эластичные фиксирующие элементы, например, выполненные предпочтительно из резины натяжные валики 23, 24, 25 и 26, 27, которые при смыкании двух пар колодок 12, 13; 14, 15 сжимают находящийся между ними рукав 2 до плоского состояния и удерживают его, причем рукавный участок 3, находящийся между верхней парой 12, 13 и нижней парой 14, 15 зажимных колодок, натянут в виде плоской ленты.
В зазор 16 между обеими парами зажимных колодок 12, 13; 14, 15 с каждой стороны выступают термосваривающие элементы 31 и 32, которые с помощью привода с линейным двигателем перемещаются навстречу друг другу параллельно зажимным колодкам в направлении к натянутой между ними рукавной заготовке 3 и прижимаются друг к другу, образуя поперечный шов.
В зазор 16 вводится также отрезное приспособление, например отрезной нож 35, который после образования поперечного шва с помощью термосваривающих элементов 31 и 32 при своем выталкивании прорезает натянутый участок 3 рукава в поперечном направлении к последнему, причем поперечный шов по своей длине разделяется на нижний шов 5 концевого участка 4 рукава и на верхний шов 6 готовой упаковки 1. Отрезной нож 35 закреплен на дугообразном рычаге 36, который в свою очередь закреплен на одном из плечей 38 совершающего качательное движение вокруг опоры 43 коленчатого рычага 37, а другое его плечо 39 соединено с поршневым штоком 41 пневмоцилиндра 42, подвешенного на опоре 43 также с возможностью качательного движения вокруг этой опоры. Опора 43 соединена болтами 44 с нижней стороной одной из щек 18. Привод 36-43 отрезного ножа 35 расположен на нижнем конце щеки 18, несущей левые зажимные колодки 12, 14. В нижней зажимной колодке 14 имеется отверстие 46, через которое отрезной нож 35 отводится в исходное положение и через которое проходит рычаг 36 находящегося в рабочем положении ножа 35. В исходном положении отрезного ножа 35, с одной стороны, соседний термосваривающий элемент 31 беспрепятственно перемещается в зазор 16 к натянутому участку 3 рукава, а с другой стороны, нож 35 может быть приведен в действие, если термосваривающий элемент 31 находится в исходном положении.
Устройство 11 поперечной сварки работает следующим образом. При движении устройства 11 поперечной сварки в верхнее положение вблизи формовочной трубы 10 зажимные колодки 12, 13; 14, 15, а также термосваривающие элементы 31, 32 расходятся, а отрезной нож 35 оказывается в исходном положении в отверстии 46 зажимной колодки 14. В верхнем положении зажимные колодки 12, 13; 14, 15 с обеих сторон начинают перемещаться навстречу одна другой к рукаву, сжимая его концевой участок 4 таким образом, что между обеими парами зажимных колодок 12, 13 и 14, 15 образуется участок 3, отделяющий изготавливаемую упаковку 1 от участка 4. Затем с небольшой задержкой оба термосваривающих элемента 31, 32 перемещаются также во встречном направлении таким образом, что они своими плоскими поверхностями 33, 34 сжимают на определенной ширине участок 3 и за счет передачи тепла образуют поперечный шов.
По истечении определенного промежутка времени, необходимого для сварки, термосваривающие элементы 31, 32 отводятся в их исходное положение. Как только зазор 16 освободится, отрезной нож 35 выталкивается из отверстия 46 к середине поперечного шва, образованного на участке 3, и затем снова отводится в исходное положение, в результате чего поперечный шов прорезается по всей длине, при этом на готовой упаковке 1 образуется верхний шов 6, а на новом концевом участке 4 образуется нижний шов 5. В процессе сварки и разделения нижнего и верхнего швов 5, 6, когда концевой участок 4 и новый пакет 1 удерживаются зажимными колодками 12, 13; 14, 15, устройство 11 поперечной сварки опускается вниз на длину пакета, при этом рукав 2 протягивается по формовочной трубе 10. В нижнем положении зажимные колодки 12, 13; 14, 15 размыкаются, освобождают готовую упаковку 1 и концевой участок 4 и отводятся в верхнее положение.
Дополнительно следует отметить, что отрезной нож 35 работает легко и чисто или "в оттяжку", если его режущая кромка имеет косую, пилообразную или иную форму. Кроме того, для быстрого охлаждения поперечного шва после отвода от него термосваривающих элементов 31, 32 через сопла 48, находящиеся в верхних зажимных колодках 12, 13, в течение короткого промежутка времени подают охлаждающий воздух. Этот охлаждающий воздух подается в сопла 48 через продольные отверстия 49 в зажимных колодках 12, 13 во время выполнения каждого рабочего такта. В завершение следует обратить внимание также на то обстоятельство, что траектория движения отрезного ножа 35 может быть не только дугообразной, но и прямолинейной.
Изобретение касается устройства 11 поперечной сварки, используемого в машине для изготовления, наполнения и запечатывания пакетов из рукавной пленки. Оно имеет два термосваривающих элемента 31, 32 с плоскими контактными поверхностями 33, 34, расположенных в зазоре 16 между двумя парами зажимных колодок 12, 13; 14, 15, a также отрезной нож 35 для разделения в продольном направлении поперечного шва, изготовленного термосваривающими элементами 31, 32. Во избежание теплового воздействия термосваривающих элементов 31, 32 нож 35 выполняется подвижным и устанавливается отдельно от термосваривающих элементов 31, 32, а при возвращении в исходное положение отводится за пределы пространства, в котором перемещаются термосваривающие элементы 31, 32. С этой целью в одной 14 из зажимных колодок предусмотрено отверстие 46, в которое входит нож 35 в исходном положении и из которого выступает также рычаг 36, на котором закреплен нож 35. При такой конструкции устройства отрезной нож 35 имеет температуру, при которой пригорание частиц продукта на его поверхности исключается, вследствие чего не происходит помех при отрезании готовых упаковок от рукава. 4 з.п. ф-лы, 1 ил.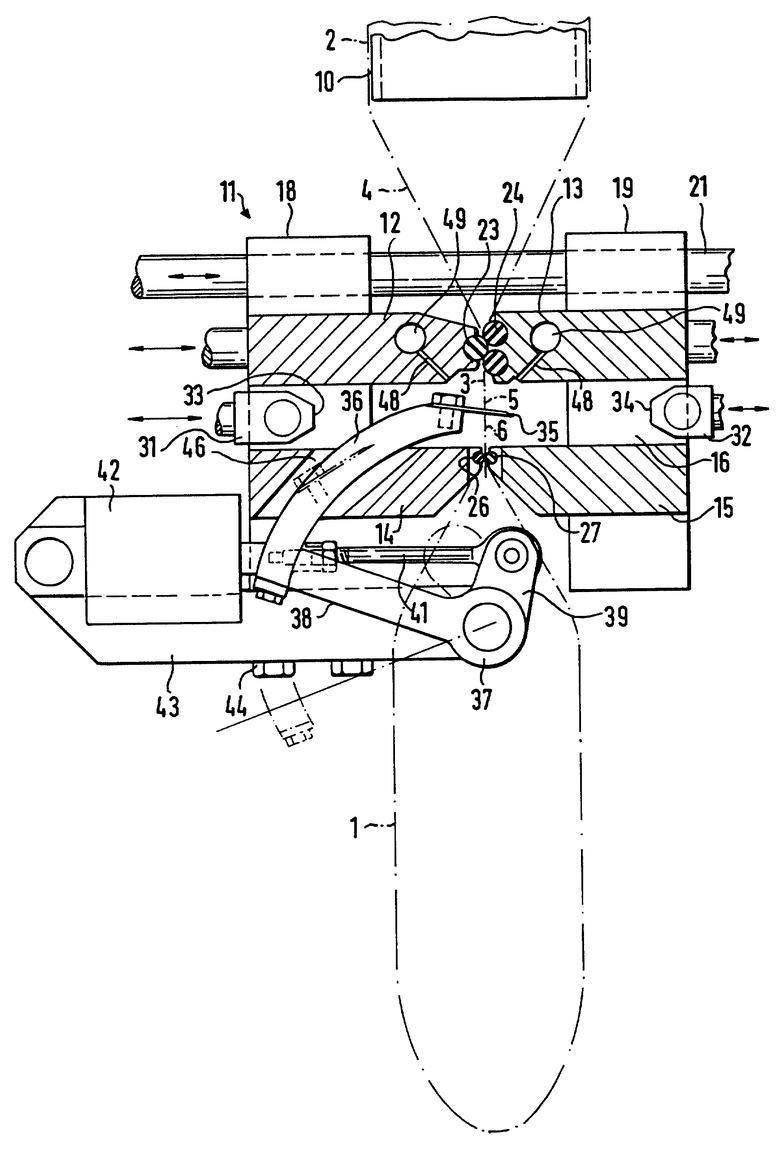
| Пюпитр для работы на пишущих машинах | 1922 |
|
SU86A1 |
| US 3050916 A, 28.08.1962. | |||
