Изобретение относится к способам и оборудованию для расфасовки и упаковки сыпучих пылящих продуктов в рукавную, преимущественно полиэтиленовую, пленку и может быть использовано в химической, пищевой и других отраслях промышленности. .-..
Цель изобретения - повышение качеств запечатывания.
Способ автоматического изготовления, наполнения продуктом и запечатывания мешков из рукавной полимерной пленки включает отделение от рукава пленки заготовки мешка в вертикальном положении с одновременным ее захватом сверху зажимами с одной ее боковой стороны при оставлении свободным участка верхних кромок с другой боковой стороны для образования загрузочного отверстия, подведение опоры к днищу, формирование нижнего поперечного шва мешка и одновременное проведение первого этапа формирования верхнего поперечного шва путем образования в зоне над захваченным зажимами участком заготовки мешка шва Г-образной или Т-образной формы, при вертикальном расположении перекладины со стороны свободного участка верхних кромок мешка, наполнение мешка продуктом с предварительным раскрытием его верхних кромок для образования загрузочного отверстия, одновременным отводом пыли и обдувани- ем воздухом внутренней поверхности стенок мешка, проведение второго этапа формирования верхнего поперечного шва на участке загрузочного отверстия при этом шов должен быть расположен таким образом, чтобы один его конец был соединен с перекладиной.
На фиг. 1 схематично изображено устройство для осуществления предлагаемого способа; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3-приспособление для раскрытия горловины мешка; на фиг. 4 - наполнительный патрубок с закрепленным на нем мешком, разрез; на фиг. 5 - разрез Б-Б на фиг. 4; на фиг. 6, 7, 8 - узел I на фиг. 2 в различных положениях; на фиг, 9,10- варианты выполнения неполного верхнего шва; на фиг. 11, 12,13,14- варианты запечатывания загрузочного отверстия.
Устройство для осуществления способа автоматического изготовления, наполнения продуктом и запечатывания мешков из рукавной полимерной пленки содержит дискретно вращающийся (шесть позиций за один оборот) от привода (не показан) ротор 1с радиально закрепленным на нем на рав- : Ном расстоянии друг от друга рычагами 2, на каждом из которых установлены зажимы 3
для захвата сверху заготовки мешка и поворотные опоры 4 для его днища. Зажимы 3 выполнены в виде двух параллельных пленок 5 и 6 (фиг. 3), одна 5 из которых установлена неподвижно, а другая 6 - с возможностью поджатия к первой, и связана с приводом возвратно-поступательного движения, например пневмоцилиндрами (не показаны). В одной из позиций (исход0 ная позиция I)остановки ротора 1 установлены нож 7 для отделения от рукава пленки заготовки мешка 8, приспособление 9 для формирования на заготовке мешка 8 нижнего поперечного шва 10 и части верхнего
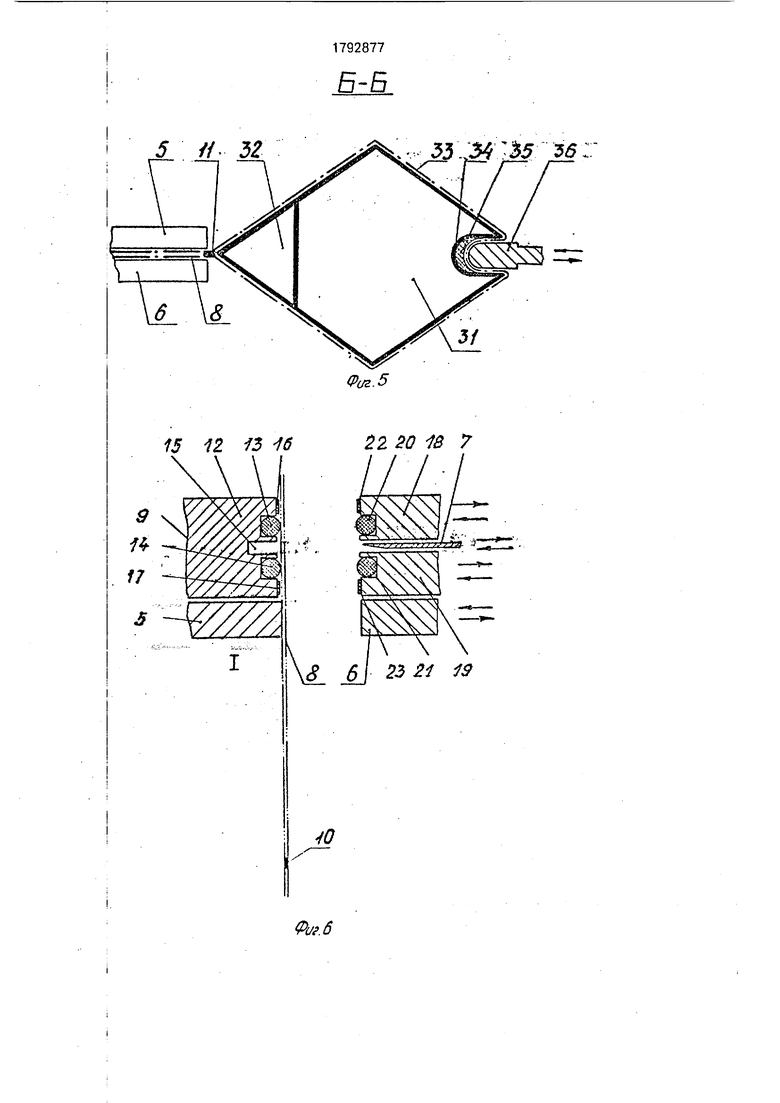
5 поперечного шва 11с одной боковой стороны заготовки мешка 8. Приспособление 9 для формирования швов 10 и 11 содержит неподвижную плиту 12 (фиг. 6), установленную в позиции Г ротора 1 над зажимом 3.
0 В плите 12 выполнены пазы, в которых закреплены держатели 13 и 14 из эластичного материала, а также выполнен паз 15 для прохода режущей кромки ножа 7. На краях плиты 12 закреплены сварочный элемент 16
5 линейной формы для образования на заготовке мешка 8 нижнего поперечного шва 10 и сварочный элемент 17 для образования на заготовке мешка 8 части верхнего шва 11с одной боковой стороны заготовки мешка 8.
0 Сварочный элемент 17 приспособления 9 имеет Г-образную или Т-образную форму.
Около неподвижной плиты 12 параллельно ей установлены плиты 18 и 19 с пазами, в которых закреплены соответственно
5 держатели 20 и 21 из эластичного материала. На плите 18 также закреплен горизонтально сварочный элемент 22 линейной формы, аналогичный сварочному элементу 16 плиты 12. На плите 19 закреплен свароч0 ный элемент 23, имеющий Г-образную или Т-образную форму, аналогичный по размерам сварочному элементу 17 плиты 12. В зазоре между плитами 18 и 19 установлено приспособление для отделения от рукавной
5 пленки заготовки мешка, включающее отрезной нож 7. Нож 7 и плиты 18 и 19 соединены с приводами (не показаны) возвратно-поступательного движения и имеют возможность поджатия к плите 12.
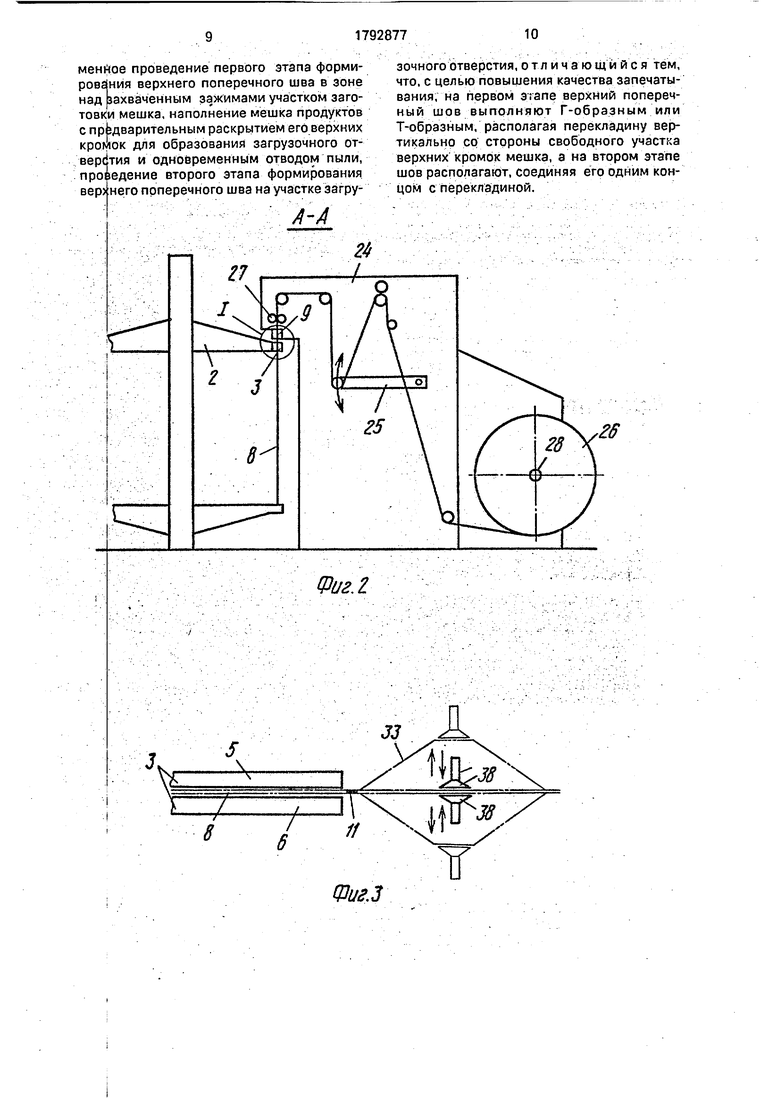
0 Приспособление 9 для формирования швов 10 и 11 (фиг. 2) закреплено на раме 24. На этой же раме смонтированы: приспособление 25 для отматывания от рулона 26 рукавной пленки заготовки мешка 8,
5 приспособление 27 для направления отмотанного от рулона рукава пленки в приспособление 9 и приспособление 28 для закрепления рулона 26 рукавной пленки.
В позиции II (см. фиг. 1) остановки ротора 1 установлены коллекторы 29 и 30
для охлаждения соответственно нижнего и верхнего шва 11 на мешке 8.
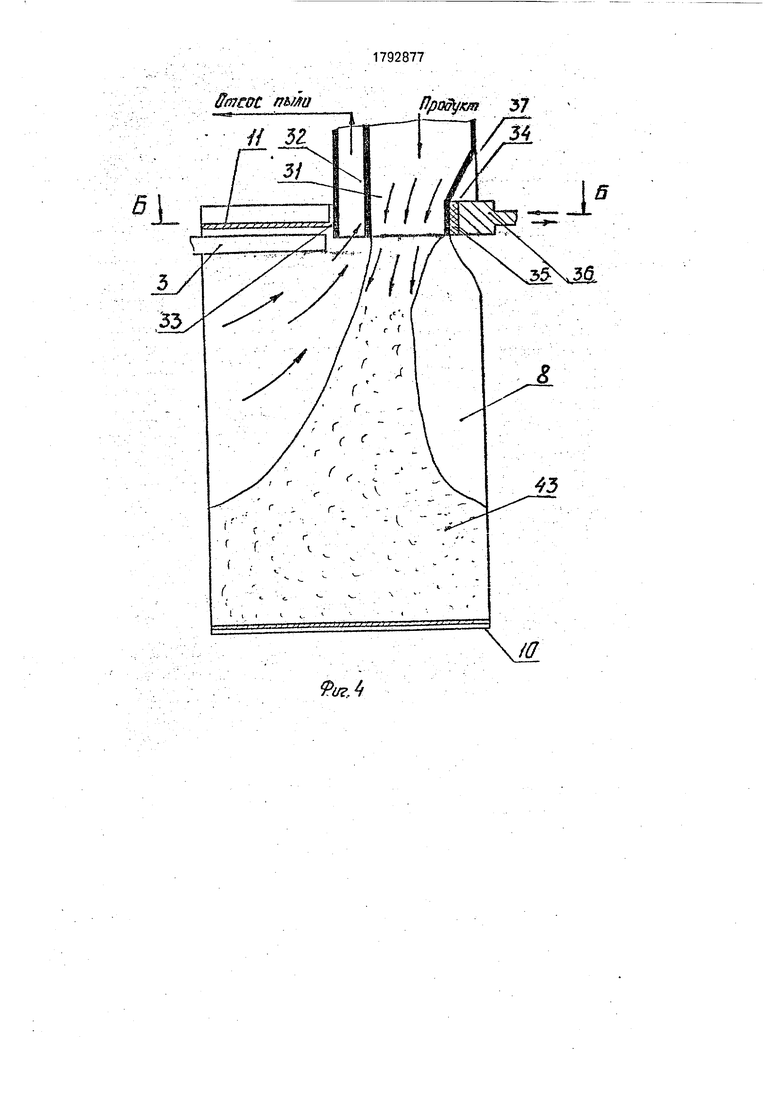
в позиции 111 (см. фиг. 1) остановки ротора 1 установлен наполнительный патрубок 31 с каналом 32 (фиг. 4) для отвода пыл1, способный опускаться, в загрузочное отве зстие (горловину) 33 мешка 8. С одной сторэны патрубка 31 имеется углубление 34, в котором установлен эластичный элемент 35. апротив этого углубления с возможно- стьк возвратно-поступательного движения в горизонтальном направлении и взаимо- дей( твия с эластичным элементом 35 уста- новп ен прижим 36. Внутри наполнительного патрубка 31 может быть установлена направляющая пластина 37.
Около наполнительного патрубка 31 установлено также приспособление для раскрытия верхних кромок мешка 8 с целью образования загрузочного отверстия (горловины) 33, содержащее вакуум-присосы 38 (фиг. 3), смонтированные с возможностью перемещения в горизонтальном направлении навстречу друг другу и обратно.
В позиции IV остановки ротора 1 и на отдельной раме (не показана) установлено пруспособление 39 для запечатывания (свг рки) загрузочного отверстия (горловины) 33 мешка 8, которое состоит из двух сваЬочных губок, установленных с возможностью движения навстречу друг другу и обратно с- помощью пневмоцилиндров (на фиг|. не показаны). На каждой сварочной губке приспособления 39 может быть закреплен один или два сварочных элемента:
В позиции V остановки ротора 1 уста- HOi лен коллектор 40 для охлаждения шва (ШЕОВ) 41 загрузочного отверстия (горловины 33 мешка 8, являющегося частью (про- до/ жением) верхнего шва 11.
В позиции VI остановки ротора 1 установлен транспортер 42 для приема готовых мешков 8 с продуктом 43.
: Устройство для осуществления способа автоматического изготовления, наполнения продуктом и запечатывания мешков из ру- полимерной пленки работает следу- Ю1/дим образом.
Приспособлением 25 от закрепленного на раме 24 рулона 26 сложенной рукавной пленки отматывается полотно рукава пленки заданной длины, соответствующей длине заготовки мешка 8, которое с помощью при- спрсобления 27 для направления пленки поступает в приспособление 9 для формирования на заготовке мешка 8 швов Ш и 11. При этом полотно рукава пленки (заготовка мешка 8) одновременно поступает сверху в приспособление 9 и в открытый задним 3, состоящий из планок 5 и 6, установленных на дискретно вращающемся роторе 1 (см. фиг. 6). В позиции I ротор 1 останавливается, и зажим 3 оказывается при этом под приспособлением 9.
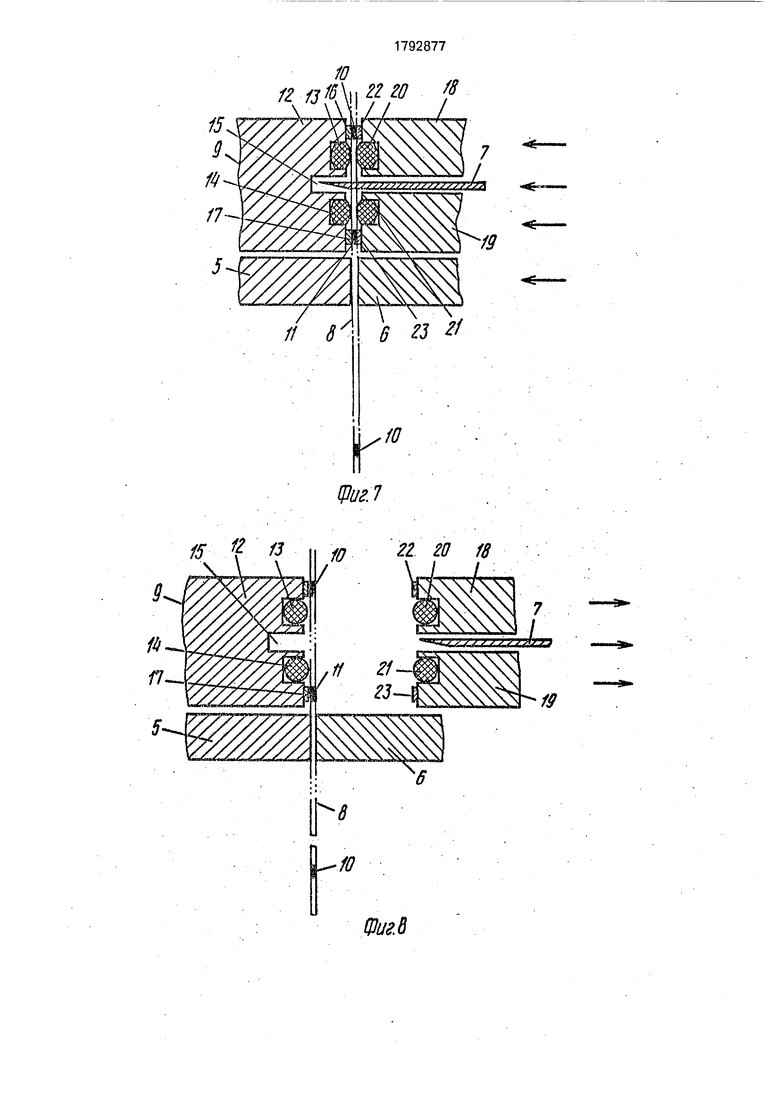
5 Далее планка 6 зажима 3 перемещается в горизонтальной плоскости навстречу неподвижной планке 5 зажима 3 до упора в нее (см. фиг. 7). При этом полотно рукава пленки (заготовка мешка 8) зажимается с
0 одной стороны между планками 5 и б зажима 3. Одновременно с этим плиты 18 и 19 приспособления 9 и нож 7 движутся навстречу неподвижной плите 12 приспособления 9 до упора в плиту 12. При этом
5 полотно рукава пленки зажимается в приспособлении -9 между эластичными держателями 13,20 и 14,21 соответственно, а нож 7, проходя дальше в паз 15 неподвижной плиты 12, отделяет от полотна заготовку бу0 дущего мешка 8. Одновременно с этим осуществляется формирование с одной стороны заготовки мешка 8 сварочными элементами 17 и 23 неполного верхнего поперечного шва 11, а также формирование
5 сварочными элементами 16 и 22 нижнего поперечного шва 10 следующей заготовки мешка (см. фиг. 7). При этом неполный верхний шов 11 получается Г-образной или Т- образной формы, т.е. состоит из
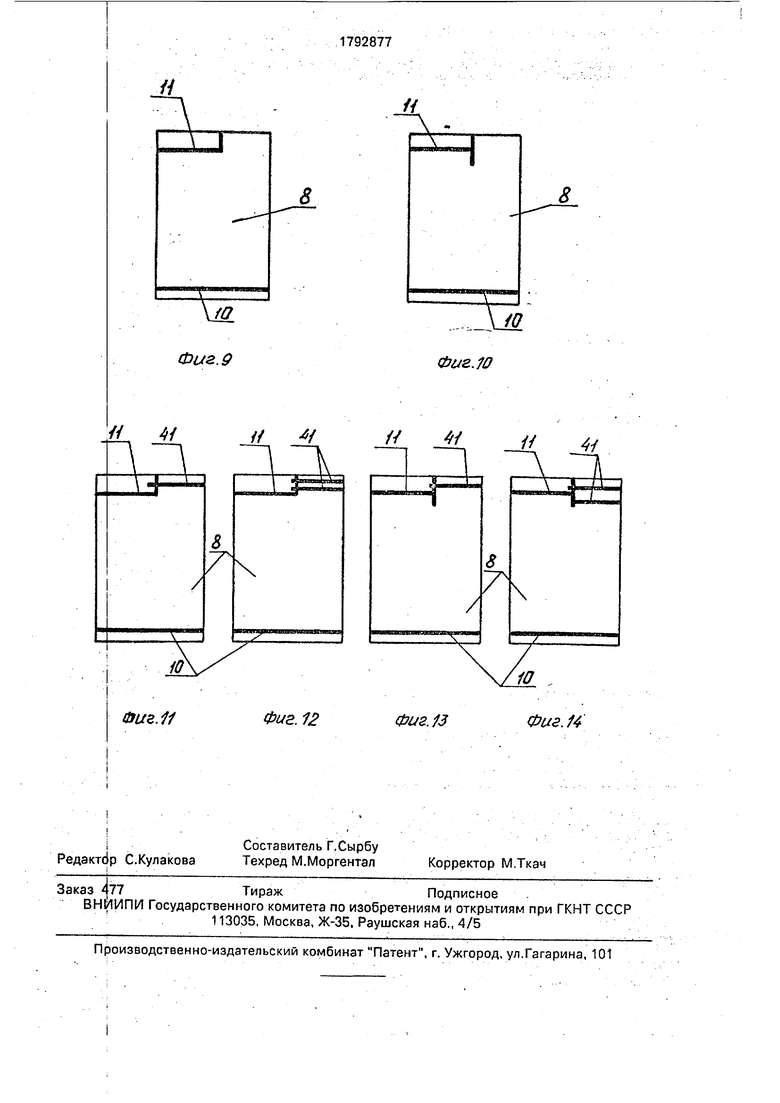
0 горизонтального участка и образуемого перекладиной вертикального участка, расположенного в средней части около верхней кромки заготовки мешка 8. Варианты формируемого неполного верхнего шва пред5 ставлены на фиг. 9 и 10.
После окончания формирования (сварки) швов 10 и 11 плиты 18, 19 и нож 7 возвращается в исходное положение, а зажатый в зажиме 3 его планками 5 и 6
0 мешок 8 поступает в позицию II ротора 1. В позиции И во время остановки ротора 1 швы 10 и 11 охлаждаются воздухом, направляемым на них соответственно из коллекторов 29 и 30. Это обеспечивает пол5 ное охлаждение швов 10 и 11 и их высокую прочность.
Затем ротор 1 транспортирует зажатый зажимом 3 мешок 8 в позицию 1П. После остановки ротора 1 в позиции 111 в акуум0 присосы 38 захватывают несваренные вер-, хние кромки мешка 8 и расходятся в стороны, образуя загрузочное отверстие 33 мешка 8, в которое затем опускается наполнительный патрубок 31. При этом в углубле5 нии 34 патрубка 31 вводится прижим 36,- который плотно натягивает пленку загрузочного отверстия (горловины) 33 мешка 8 на наполнительный патрубок 31. Эластичный элемент 35 устраняет возможность неплотного прилегания пленки загрузочного
отверстия 33 мешка 8 к наружному периметру патрубка 31 из-за возможных неточностей при захвате заготовки мешка 8 зажимами 3 в позиции I ротора 1 или при отклонении размеров мешка по ширине при замене рулона рукава пленки на новый из- за неточностей при изготовлении рулона пленки. Включается отсос пыли, а наполнительный патрубок 3.1 сообщается с дозатором (не показан) продукта 43. Доза последнего через патрубок 31 поступает в мешок 8. Благодаря наличию пластины 37, несмотря на смещение, наполнительного патрубка 31 в сторону от центральной вертикальной оси мешка 8, продукт поступает в центральную часть мешка 8, что обеспечивает равномерность наполнения мешка продуктом. В ряде случаев, например, при работе с хорошо сыпучими продуктами наличие пластины 37 необязательно.
В связи с тем, что пленка загрузочного отверстия (горловины) 33 мешка 8 натягивается на наружный периметр наполнительного патрубка 31 на значительной высоте, которая определяется длиной вертикального участка верхнего шва 11, и со значительным усилием (натяжением), что обеспечивается достаточной прочностью вертикального участка верхнего шва 11, исключаются выход пыли продукта наружу и запыление внутренней поверхности пленки загрузочной горловины 33.
По окончании наполнения мешка 8 продуктом 43 прижим 36 выводится из углубления 34 наполнительного патрубка 31 в. исходное положение, а патрубок 31 поднимается из загрузочного отверстия 33 мешка 8 в исходное положение. Освобожденное загрузочное отверстие (горловина) 33 мешка 8 выпрямляется. В этом состоянии напол- ненный мешок подается ротором 1 в позицию IV, где загрузочная горловина 33 мешка 8 сжимается сварочными губками приспособления 39, и на ней формируется шов 41, например, с помощью термоимпульсной сварки шоВ 41 перекрывает вертикальную перекладину шва 11. При необходимости на загрузочной горловине можно формировать два и более швов. Варианты запечатывания загрузочного отверстия представлены на фиг. 11-14.Благодаря
тому, что при наполнении мешка 8 за счет натяжения пленки горловины достигается высокая степень уплотнения загрузочного отверстия 33 и наружной поверхности наполиительного патрубка 31, поверхность пленки загрузочного отверстия предохраняется от попадания на нее пыли продукта. Это обеспечивает получение высокопрочного шва 41 (или швов 41) и надежную герметизацию мешка 8.
После формирования шва 41 на участке загрузочного отверстия 33 мешка 8 сварочные губки приспособления 39 расходятся в стороны и мешок 8 перемещается ротором
1 а позицию V, где шов 41 охлаждается воздухом, направляемым на него из коллектора 40. Готовый мешок 8 далее поступает в позицию VI ротора 1, где планка 6 зажима 3 отходит от планки 5, и мешок 8 освобождается, Одновременно поворотная опора 4
переводится в вертикальное положение и
мешок 8 сбрасывается на приемный транс. портер 42, которым он отводится на склад.
Далее поворотная опора 4 поворачивается в горизонтальное положение, рычаг 2 с открытым зажимом 3 ротора 1 вновь поступает в позицию I, и процесс изготовления, наполнения продуктом и запечатывания мешка повторяется.
При небольшой массе мешков можно обойтись без поворотной опоры 4.
Таким образом, предложенный способ автоматического изготовления, наполнения
продуктом и запечатывания мешков из рукавной полимерной пленки обеспечивает высокое качество сварных швов мешков при работе с пылящими продуктами. Кроме того, данным способом можно воспользоваться
при упаковке в мешки сильно аэрированных продуктов и продуктов с невысокой насыпной плотностью, когда, например, подача дозы продукта -в мешок приводит к тому, что объем дозы неуплотненного продукта превышает внутренний обьем мешка, т.е. когда после подачи дозы продукта в мешок верхний уровень продукта находится в наполнительном патрубке выше верхнего шва мешка, а после уплотнения продукта, например, воздействием вибрации его уровень значительно понижается.

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АВТОМАТИЧЕСКОГО ИЗГОТОВЛЕНИЯ, НАПОЛНЕНИЯ ПРОДУКТОМ И ЗАПЕЧАТЫВАНИЯ МЕШКОВ ИЗ РУКАВНОЙ ПОЛИМЕРНОЙ ПЛЕНКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1988 |
|
SU1697370A1 |
| Устройство для изготовления, наполнения и закрывания мешков | 1991 |
|
SU1838194A3 |
| Устройство для изготовления,напол-нения и запечатывания мешков изрукавного термосклеивающегосяматериала | 1974 |
|
SU509497A1 |
| УСТРОЙСТВО И СПОСОБ ДЛЯ НАПОЛНЕНИЯ УПАКОВКИ ТИПА ПАКЕТА | 2016 |
|
RU2694952C2 |
| Устройство для протягивания, наполнения и запечатывания мешков из рукавной термосклеивающейся пленки | 1973 |
|
SU476206A1 |
| Устройство для изготовления,наполнения и запечатывания мешков из рукава термосклеивающегося материала | 1972 |
|
SU442112A1 |
| Устройство для изготовления,наполнения и запечатывания мешков из рукавного термосклеивающегося материала | 1987 |
|
SU1433853A2 |
| Устройство для изготовления, наполнения и запечатывания мешков из рукавного термосклеивающегося материала | 1977 |
|
SU654494A1 |
| УСТРОЙСТВО ПОПЕРЕЧНОЙ СВАРКИ, ИСПОЛЬЗУЕМОЕ В МАШИНЕ ДЛЯ ИЗГОТОВЛЕНИЯ, НАПОЛНЕНИЯ И ЗАПЕЧАТЫВАНИЯ ПАКЕТОВ | 1996 |
|
RU2163219C2 |
| Устройство для изготовления,наполнения продуктом и запечатывания пакетов из ленточного полимерного материала | 1983 |
|
SU1143650A1 |
Изобретение относится к способам расфасовки и упаковки сыпучих пылящих продуктов в рукавную полимерную пленку и .. ;-;;: .: 2 Г. .. .. .... может быть испо ьзрванр.в химической, пищевой и других отраслях промышленности, Цель изобретения - повышение качества за- п ёчат ыванйй. На заготовке меш ка 8 сварочными элементами образуют нижний поперечный шов 10 и ддйрвремекйо неполный верхний шов 11 Г-образной или Т-образной формы, располагая перекладину вертикально со стороны свободного участка,захватывают заготовку Смешка сёёрху зажимами Зс одной ее бохрвой стороны. После охлаждения швор загрузочное отверстие 33 вводят наполнительный патрубок с каналом для отвода пыли и наполняют меЩок 8 продуктом. Далее на загрузочном отверстии 33. формируют поперечный шов 41, соединяя его одним концом с перекладиной неполного верхнего шва 11.14 ил. ел С
Формула изобретения
Способ автоматического изготовления,
наполнения продуктом и .запечатываиия
мешков из рукавной полимерной пленки,
включающий отделение от рукава пленки
заготовки мешка в вертикальном положении с одновременным ее захватом сверху зажимами с одной ее боковой стороны, оставляя свободным участок верхних кромок с другой боковой стороны для образования загрузочного отверстия, формирование нижнего поперечного шва мешка и одновременйое проведение первого этапа формирования верхнего поперечного шва в зоне над захваченным зажимами участком заготовки мешка, наполнение мешка продуктов с предварительным раскрытием его верхних кромок для образования загрузочного отверстия и одновременным отводом пыли, проведение второго этапа формирования вер него поперечного шва на участке загруА-А
Фиг.г
Фиг.З
зочного отверстия,отличающийся тем, что, с целью повышения качества запечаты- вания, на первом этапе верхний поперечный шов выполняют Г-образным или Т-образным, располагая перекладину вертикально со стороны свободного участка верхних кромок мешка, а на втором этапе шов располагают, соединяя его одним концом с перекладиной.
1792877
6-5
5 // Ъ2
15 12 /3 46
22 20 1В 7
r
8
Фи г. В
//
В
ж
Фиг. 9
//
в
40
Фиг.Ю
| СПОСОБ АВТОМАТИЧЕСКОГО ИЗГОТОВЛЕНИЯ, НАПОЛНЕНИЯ ПРОДУКТОМ И ЗАПЕЧАТЫВАНИЯ МЕШКОВ ИЗ РУКАВНОЙ ПОЛИМЕРНОЙ ПЛЕНКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1988 |
|
SU1697370A1 |
