Настоящее изобретение в общем относится к новой и полезной керамической волокнистой композитной структуре и к способу ее получения, в частности - к керамическому волокнистому композитному фильтру, пригодному для очистки высокотемпературного газа, причем в керамическом волокнистом композиционном фильтре используется распределение непрерывного керамического волокна и штапелированных керамических волокон, которое позволяет в результате получить уникальную легкую конструкцию, имеющую повышенные прочность и жесткость.
Топочные отходящие газы, выделяемые в результате сжигания ископаемого топлива, содержат много загрязнений. Для уменьшения или удаления загрязнений из топочных отходящих газов применяют фильтры. Однако существует повышенная потребность в усовершенствованных фильтрах, которые были бы способны выдерживать более высокие температуры и давления для удаления частиц из высокотемпературных газообразных продуктов сгорания.
В передовых системах, предназначенных для выработки электроэнергии, например в системах, основанных на применении комбинированного цикла производства электроэнергии из предварительно газифицированного угля или на использовании сжигания в псевдоожиженном слое под давлением, находит применение оборудование для фильтрации высокотемпературного газа, позволяющее удовлетворить требования, предъявляемые к потоку газа, подаваемому к входному патрубку турбины, и к очищенному воздуху. В случае сжигания в псевдоожиженном слое под давлением поток газообразных продуктов сгорания подается при температуре приблизительно 871oC и содержит как угольную золу, так и материал псевдоожиженного слоя.
Для поддержания эффективности работы системы необходимо, чтобы фильтр работал при температуре сгорания или при температуре, которая была бы близка к этой температуре. Для отделения макрочастиц от газового потока при высоких температурах нашли применение металлические и керамические трубчатые фильтры или фильтры в форме свечки (труба с закрытым концом). В трубчатых фильтрах и фильтрах в форме свечки применяют жесткие керамические фильтрующие элементы. В трубчатых фильтрах керамический фильтрующий элемент монтируют между свернутыми в трубу листами, а поток газа проходит от внутренней стороны фильтрующего элемента к его наружной стороне. В фильтрах в форме свечки газ, содержащий загрязнения, находится на наружной стороне фильтрующего элемента, а поток очищенного газа проходит внутрь фильтрующего элемента. Зольные отложения на поверхности фильтра удаляют посредством генерации обратных импульсов газа высокого давления, прикладываемых в обратном направлении потока с равномерными интервалами, находящимися в диапазоне от нескольких минут до нескольких часов. Поскольку газ обратного импульса может находиться при температуре окружающей среды или только немного подогрет, процесс генерации обратных импульсов подвергает материал фильтра воздействию значительного теплового нестационарного режима. Кроме того, непредсказуемые отказы в системе, например в турбине или топочной камере, могут привести даже к еще более суровым тепловым нестационарным режимам. Отказы фильтров связаны с накоплением дефектов, вызванных этими типами тепловых нестационарных режимов. Наконец, высокотемпературные газовые фильтры должны также выдерживать агрессивные воздействия таких компонентов потока газообразных продуктов сгорания, как щелочь, сера и водяной пар.
Керамические фильтрующие элементы, как правило, получают из плотного крупнозернистого тугоплавкого вещества, например кордиерита или карбида кремния, соединенного посредством другой фазы. Связующая фаза может быть кристаллической или стеклообразной и оказывает решающее влияние на прочность и коррозионную стойкость фильтра. Открытая пористость монолитных материалов фильтра составляет приблизительно 40 процентов. Прочность монолитных материалов фильтра на изгиб находится в диапазоне 6895-27580 кПа. Характер разрушения - хрупкий, который, как правило, приводит к катастрофическому отказу фильтрующего элемента.
В процессе разработки находятся различные фильтрующие элементы, получаемые на основе керамических волокон. Такие фильтрующие элементы получают формованием штапелированных керамических волокон с помощью вакуума, соединением керамических волокон посредством их пропитки химическим соединением, находящимся в парогазовой фазе, а также соединением непрерывных керамических волокон гелем или золем. Один тип фильтра получают формованием на оправке штапелированных или дискретных керамических волокон с помощью вакуума, используя стандартные способы производства нетканых материалов или войлока. Заготовки, полученные формованием штапелированных керамических волокон с помощью вакуума, пропитывают коллоидными растворами оксида алюминия и/или диоксида кремния и подвергают термической обработке для получения соединения в точках контактного взаимодействия волокон. Получаемый в результате фильтрующий элемент обладает прочностью на изгиб, находящейся в диапазоне 1379-3447,5 кПа. Для удовлетворения требований, предъявляемых в соответствии с особенностями применения таких фильтров к тепловым и механическим свойствам, необходимо получение более высокой прочности. Фильтрующие элементы, образованные из непрерывных керамических волокон, соединенных пропиткой карбидом кремния, находящимся в парогазовой фазе, обладают приемлемой прочностью, но не могут быть химически стабильными в окислительной среде системы сжигания в псевдоожиженном слое под давлением.
Аналогичный тип высокотемпературного керамического волокнистого композитного фильтра описан в патенте США N 5196120, выданном Уайту. Такой керамический волокнистый фильтр пригоден для фильтрации газов при повышенных температурах, например газов из топочных камер, причем такой фильтр образован из керамических волокон, на которых методом химического осаждения из парогазовой фазы нанесено промежуточное углеродистое покрытие и внешнее покрытие карбида кремния. В одном варианте осуществления фильтр имеет жесткую основу заготовки из непрерывных нитей керамического волокна. Дискретные волокна могут быть нанесены при выполнении необязательной технологической операции в процессе производства заготовки погружением ее в ванну суспензии и созданием вакуума внутри заготовки для притяжения дискретных волокон (смотри текст описания патента столбец 3, строка 52 - столбец 4, строка 5). Таким образом, Уайт описывает обмотку заготовки, покрываемой суспензией штапелированных волокон, с помощью вакуума. Однако Уайт не описывает применение фосфатного связующего для соединения суспензии с заготовкой. Вместо этого заготовка и дискретные волокна обрабатывают фенольной смолой и затем нагревают в процессе выполнения последовательных технологических операций для отвердения и соединения волокон вместе. Кроме того, Уайт указывает также, что обмотку заготовки и нанесение суспензии штапелированных волокон осуществляют в процессе выполнения двух отдельных технологических операций, а не одновременно и непрерывно в процессе выполнения одной технологической операции. По этой причине получаемая в результате заготовка состоит из отдельных слоев непрерывных волокон и штапелированных волокон.
Синг и др. (патент США N 5407734) описывает ленту, ламинированную керамическим волокнистым композиционным материалом. Лента имеет слой волокнистого материала с промежутками между волокнами, на который наносят суспензию нитевидных керамических волокон и органического связующего. Затем ленту нагревают для удаления органического связующего, оставшегося после соединения волокнистого материала и нитевидных волокон. После этого для получения композитной ленты комбинируют и ламинируют несколько лент. Для изготовления керамического волокна предложено использовать соединение кремния и алюминия. Охарактеризована также технология нанесения суспензии и образования соединений (связей), соответствующая предшествующему уровню техники. В столбце 1, строки 16-35, указано, что пропускание нити через суспензию недостаточно для притягивания компонентов матрицы, а методы химического осаждения из парогазовой фазы для нанесения связующего являются слишком непроизводительными.
Фэррис и др. (патент США N 5102601) описывает получение композиционного материала путем экструдирования вязкого волокна и пропусканием волокна через ванну с водой для возникновения коагуляции материала волокна перед намоткой волокна на приемную катушку. Это описание отличается от описания настоящего изобретения в том отношении, что в этом случае не наносят в ванне суспензию на волокно, а вместо этого применяют ванну для отвердения материала волокна.
Стинтон и др. (патент США N 5075160) описывает фильтр для удаления порошковых частиц из потоков высокотемпературных текучих сред, в частности газов, который армирован керамическими волокнами, наносимыми химическим осаждением из парогазовой фазы. Тонкий слой керамического фетра, бумаги и так далее образует заготовку, на которую наносят керамику или, предпочтительно, карбид кремния (SiC).
Применение химических связующих с некоторыми керамическими волокнистыми и металлическими композиционными материалами описано в статье Дженг Мао Чью и Д. Д. Л.Чанга "Повышение термостойкости композиционных материалов на алюминиевой основе посредством применения кислого фосфатного связующего - Часть 1 - Связующие", (Journal of Materials Science 28, стр. 1435-1446, 1993 год. Chapman & Hall). В этой статье описаны различные композиции связующих, например силикатных и фосфатных, а также их применение при получении композиционных материалов, имеющих металлокерамическую основу.
Эггерштедт (компания Industrial Filter & Pump Mfg. Co., Inc.) описывает работу, выполненную по контракту DE-FG02-92ER81349 от 17 февраля 1995 года с министерством энергетики, в статье "Фильтры IF&P Fibrosic". В этой статье описано получение керамических фильтрующих элементов при использовании штапелированных керамических волокон, формуемых с помощью вакуума. Однако Эггерштедт не описывает какого-либо одновременного нанесения или применения непрерывных керамических волокон помимо штапелированных волокон в противоположность тому, что имеет место в соответствии с настоящим изобретением.
Целью настоящего изобретения является разработка более жестких трубчатых материалов для высокотемпературных газовых фильтров.
Указанная цель достигается использованием способа изготовления керамического волокнистого композитного фильтра, имеющего распределение непрерывного керамического волокна и штапелированных керамических волокон по толщине стенки фильтра, причем при реализации способа получают пористую вакуумную оправку и прикладывают к ней вакуум, наматывают нить непрерывного керамического волокна на пористую вакуумную оправку при одновременном нанесении разбавленной суспензии штапелированных керамических волокон на пористую вакуумную оправку и непрерывное керамическое волокно, наматываемое на нее в виде нити таким образом, чтобы непрерывное керамическое волокно было плотно окружено штапелированными керамическими волокнами, и изменяют относительные пропорции непрерывного керамического волокна и штапелированных керамических волокон для получения заготовки керамического волокнистого композитного фильтра, имеющей распределение непрерывного керамического волокна и шталелированных керамических волокон по толщине стенки заготовки, пропитывают заготовку керамического волокнистого композитного фильтра керамическим связующим, удаляя избыток керамического связующего, и сушат пропитанную заготовку керамического волокнистого композитного фильтра с последующим обжигом заготовки керамического волокнистого композитного фильтра при температуре 870-1150oC с образованием связующей фазы в точках контактного взаимодействия с волокнами и получением керамического волокнистого композитного фильтра. Предпочтительно, при нанесении разбавленной суспензии штапелированных керамических волокон на пористую вакуумную оправку направляют поток разбавленной суспензии штапелированных керамических волокон на пористую вакуумную оправку с одновременным наматыванием на нее керамического волокна. Преимущественно, при нанесении разбавленной суспензии штапелированных керамических волокон на пористую вакуумную оправку частично погружают пористую вакуумную оправку в ванну, содержащую разбавленную суспензию штапелированных керамических волокон с одновременным наматыванием на нее непрерывного керамического волокна. Обычно, используют непрерывное керамическое волокно, содержащее алюмооксидное или алюмосиликатное волокна, а также штапелированное керамическое волокно в разбавленной суспензии штапелированных керамических волокон, содержащее алюмооксидное или алюмосиликатное волокна. Предпочтительно, при реализации способа используют керамическое связующее, содержащее золь окиси диоксида циркония или оксида алюминия или диоксида кремния. В этом случае обычно дополнительно используют гидроокись аммония для изменения рН золя и заготовки керамического композитного фильтра. При реализации способа возможно дополнительное нанесение на непрерывное керамическое волокно углеродистого покрытия, которое не является химически активным по отношению к керамическому связующему, перед пропиткой заготовки керамического композитного фильтра керамическим связующим. В этом случае обычно используют керамическое связующее, содержащее фосфат моноалюминия или фосфорную кислоту. Также при реализации способа предпочтительно проводят обжиг заготовки керамического композитного фильтра в атмосфере азота.
Указанная цель достигается также использованием керамического волокнистого композитного фильтра, имеющего распределение непрерывного керамического волокна и штапелированных керамических волокон по толщине стенки фильтра, причем указанный фильтр изготовлен способом, включающим получение пористой вакуумной оправки и приложение к ней вакуума, намотку нити непрерывного керамического волокна на пористую вакуумную оправку при одновременном нанесении разбавленной суспензии штапелированных керамических волокон на пористую вакуумную оправку и непрерывное керамическое волокно, наматываемое на нее в виде нити таким образом, чтобы непрерывное керамическое волокно было плотно окружено штапелированными керамическими волокнами, и изменении относительных пропорций непрерывного керамического волокна и штапелированных керамических волокон для получения заготовки керамического волокнистого композитного фильтра, имеющей распределение непрерывного керамического волокна и штапелированных керамических волокон по толщине стенки заготовки, пропитку заготовки керамического волокнистого композитного фильтра керамическим связующим с удалением избытка керамического связующего, и сушку пропитанной заготовки керамического волокнистого композитного фильтра с последующим обжигом заготовки керамического волокнистого композитного фильтра при температуре 870-1150oC для создания связующей фазы в точках контактного взаимодействия с волокнами и получения керамического волокнистого композитного фильтра.
Указанная цель достигается также использованием способа получения керамической волокнистой композитной структуры, имеющей распределение непрерывного керамического волокна и штапелированных керамических волокон по поперечному сечению структуры, причем при реализации способа получают пористую вакуумную оправку и прикладывают к ней вакуум, наматывают нить непрерывного керамического волокна на пористую вакуумную оправку при одновременном нанесении разбавленной суспензии штапелированных керамических волокон на пористую вакуумную оправку и непрерывное керамическое волокно, наматываемое на нее в виде нити таким образом, чтобы непрерывное керамическое волокно было плотно окружено штапелированными керамическими волокнами, и изменении относительных пропорций непрерывного керамического волокна и штапелированных керамических волокон для получения керамической волокнистой композитной заготовки, имеющей распределение непрерывного керамического волокна и штапелированных керамических волокон по поперечному сечению заготовки, пропитывают керамическую волокнистую композитную заготовку керамическим связующим с удалением избытка керамического связующего с последующей сушкой пропитанной керамической волокнистой композитной заготовки и обжигом керамической волокнистой композитной заготовки при температуре 870-1150oC для создания связующей фазы в точках контактного взаимодействия с волокнами и получением керамической волокнистой композитной структуры. Предпочтительно, при нанесении разбавленной суспензии штапелированных керамических волокон на пористую вакуумную оправку направляют поток разбавленной суспензии штапелированных керамических волокон на пористую вакуумную оправку при одновременном наматывании в виде нити непрерывного керамического волокна. Преимущественно, при нанесении разбавленной суспензии штапелированных керамических волокон на пористую вакуумную оправку частично погружают пористую вакуумную оправку в ванну, содержащую разбавленную суспензию штапелированных керамических волокон, с одновременным наматыванием в виде нити непрерывного керамического волокна. Обычно используют непрерывное керамическое волокно, содержащее алюмооксидное или алюмосиликатное волокна. Часто используют штапелированное керамическое волокно в разбавленной суспензии штапелированных керамических волокон, содержащее алюмооксидное или алюмосиликатное волокна. Также используют керамическое связующее, содержащее золь окиси диоксида циркония или оксида алюминия или диоксида кремния. В этом случае обычно дополнительно применяют гидроокись аммония для изменения pH золя и керамической волокнистой композитной заготовки. При реализации способа могут дополнительно нанести на непрерывное керамическое волокно углеродистое покрытие, которое не является химически активным по отношению к керамическому связующему, перед пропиткой керамической волокнистой композитной заготовки керамическим связующим. В этом случае обычно керамическое связующее, содержащее фосфат моноалюминия или фосфорную кислоту. При реализации способа могут проводить обжиг керамической волокнистой композитной заготовки в атмосфере азота. Возможно также, что изменяют скорость вращения пористой вакуумной оправки для регулирования относительных количеств непрерывного и штапелированных керамических волокон в композитной керамической структуре или, для той же цели, изменяют концентрацию штапелированных керамических волокон в разбавленной суспензии. Возможно также изменение натяжения непрерывного керамического волокна, наматываемого в виде нити на пористую вакуумную оправку, для оказания влияния на плотность композитной керамической структуры, а также изменение шага намотки непрерывного керамического волокна, наматываемого в виде нити на пористую вакуумную оправку, для регулирования относительных количеств непрерывного и штапелированных керамических волокон в композитной керамической структуре. Предпочтительно, изменяют относительные пропорции непрерывного керамического волокна и штапелированных керамических волокон по керамической композитной структуры для предпочтительного распределения большего или меньшего количества непрерывного керамического волокна в некоторых местах и/или изменяют относительные пропорции непрерывного керамического волокна и штапелированных керамических волокон по толщине стенки керамической композитной структуры. Возможно изменение относительных пропорций непрерывного керамического волокна и штапелированных керамических волокон вдоль осевой длины керамической композитной структуры. Предпочтительно, проводят резку керамической волокнистой композитной структуры на одну или более частей. Возможно также получение пористой вакуумной оправки, имеющей многоугольную внешнюю форму, для получения керамической композитной структуры многоугольной конфигурации. При этом осуществляют резку керамической композитной структуры многоугольной конфигурации на множество полос.
Указанная цель достигается также использованием способа изготовления керамического волокнистого композитного фильтра, имеющего распределение непрерывного керамического волокна и штапелированных керамических волокон по поперечному сечению структуры, отличающегося тем, что получают пористую вакуумную оправку и прикладывают к ней вакуум, наматывают нить непрерывного керамического волокна на пористую вакуумную оправку при одновременном нанесении разбавленной суспензии штапелированных керамических волокон на пористую вакуумную оправку и непрерывное керамическое волокно, наматываемое на нее в виде нити таким образом, чтобы непрерывное керамическое волокно было плотно окружено штапелированными керамическими волокнами, и изменении относительных пропорций непрерывного керамического волокна и штапелированных керамических волокон для получения керамической волокнистой композитной заготовки, имеющей распределение непрерывного керамического волокна и штапелированных керамических волокон по поперечному сечению заготовки, пропитывают керамическую волокнистую композицию заготовки керамическим связующим с удалением избытка керамического связующего и сушкой пропитанной керамической волокнистой композитной заготовки с последующим обжигом керамической волокнистой композитной заготовки при температуре 870-1150oC для создания связующей фазы в точках контактного взаимодействия с волокнами и получения керамической волокнистой композитной структуры. Предпочтительно, изменяют скорость вращения пористой вакуумной оправки для регулирования относительных количеств непрерывного и штапелированных керамических волокон в керамическом волокнистом композитном фильтре. Преимущественно, изменяют концентрацию штапелированных керамических волокон в разбавленной суспензии для регулирования относительных количеств непрерывного и штапелированных керамических волокон в керамическом волокнистом композитном фильтре. Обычно при реализации способа изменяют натяжение непрерывного керамического волокна, наматываемого в виде нити на пористую вакуумную оправку, для оказания влияния на плотность керамического волокнистого композитного фильтра. Кроме того, возможно изменение шага намотки непрерывного керамического волокна, наматываемого в виде нити на пористую вакуумную оправку, для регулирования относительных количеств непрерывного и штапелированных керамических волокон в керамическом волокнистом композитном фильтре. Предпочтительно, изменяют относительные пропорции непрерывного керамического волокна и штапелированных керамических волокон по керамическому волокнистому композитному фильтру для предпочтительного распределения большего или меньшего количества непрерывного керамического волокна в некоторых местах. Обычно при реализации способа изменяют относительные пропорции непрерывного керамического волокна и штапелированных керамических волокон вдоль осевой длины керамического волокнистого композитного фильтра.
Непрерывное керамическое волокно может быть чистым алюмооксидным волокном, выпускаемым на промышленной основе, например, компаниями Minnesota Mining and Manufacturing Company, a.k.a.3M, и продаваться как NEXTEL 610 или ALMAX (99,5 мас.% Al2O3) производства компании Mitsui Mining Material Co., Ltd. или алюмосиликатными волокнами, например, NEXTEL 720, 550 или 440, выпускаемыми на промышленной основе компанией 3M Company. Штапелированное керамическое волокно предпочтительно является алюмооксидным штапелированным волокном с высоким содержанием оксида алюминия (например, штапелированное керамическое волокно Thermal Ceramics SAFFIL содержит 96 мас.% оксида алюминия и 4 мас. % диоксида кремния) или другим аналогичным алюмооксидным или алюмосиликатным волокном.
Получаемый в результате керамический волокнистый композитный фильтр имеет повышенные прочность, жесткость и термостойкость, сохраняет допустимую проницаемость, является также легким и относительно простым для производства.
В дальнейшем изобретение будет раскрыто с использованием чертежей, на которых приведено:
Фиг. 1 - схематическое представление первого устройства, предназначенного для осуществления способа изготовления фильтра, соответствующего настоящему изобретению.
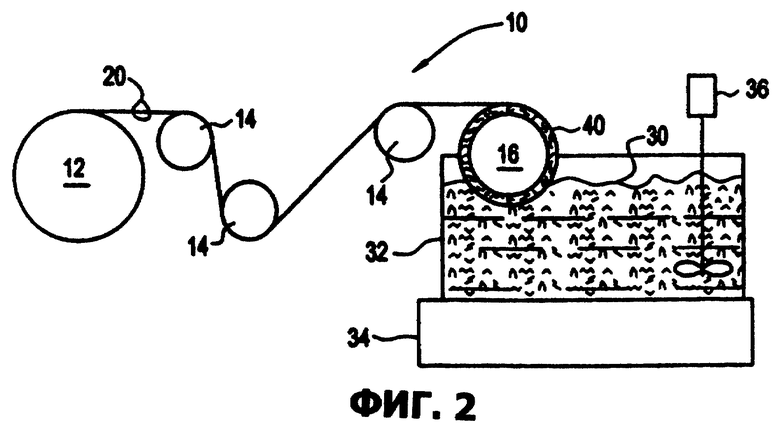
Фиг. 2 - схематическое представление другого устройства, предназначенного для осуществления способа изготовления фильтра, соответствующего настоящему изобретению.
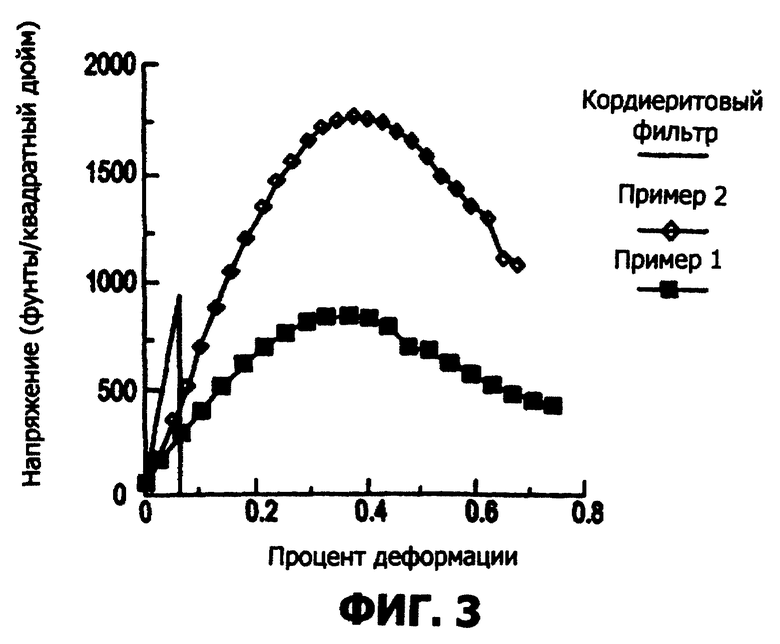
Фиг. 3 - графические представления результатов проведения испытаний на сжатие двух образцов фильтров, полученных в соответствии с настоящим изобретением, и одного образца известного типа фильтра, приведенные для сравнения.
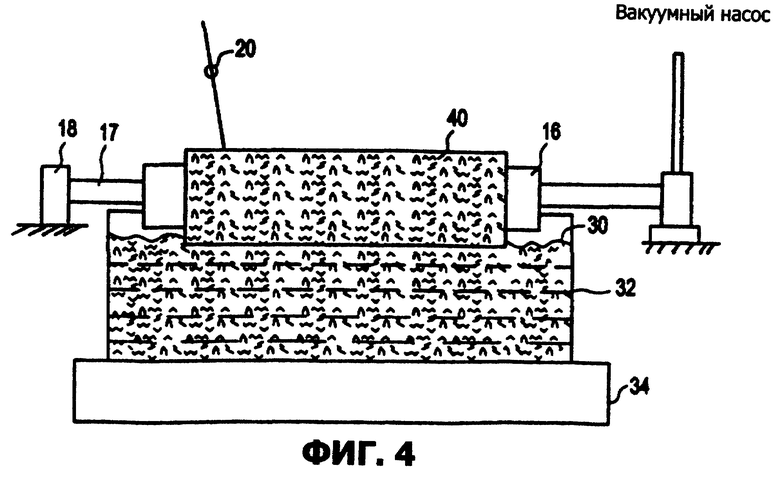
Фиг. 4 - схематическое изображение вертикального вида справа устройства, показанного на фиг. 2.
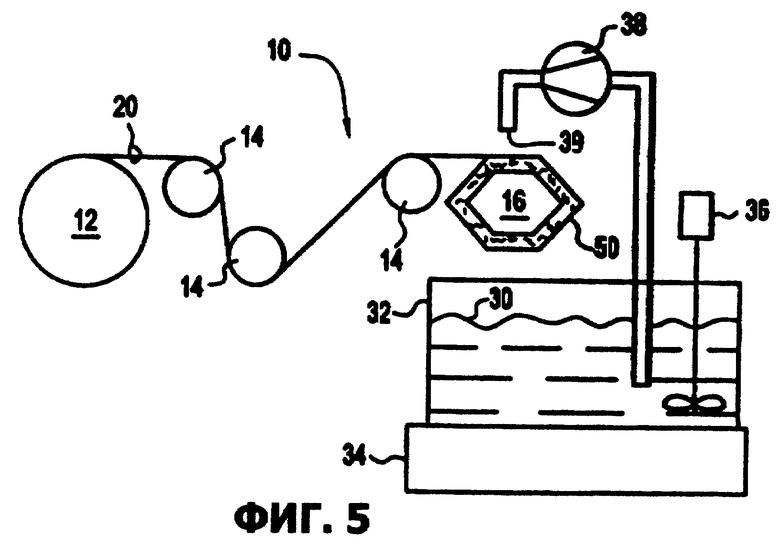
Фиг. 5 - схематическое изображение устройства, аналогичного устройству, показанному на фиг. 1, в котором для получения многоугольной структуры из керамического волокнистого композиционного материала может быть использован способ, соответствующий настоящему изобретению, которая затем может быть разрезана на продольные сегменты, пригодные в качестве теплоизоляционных панелей.
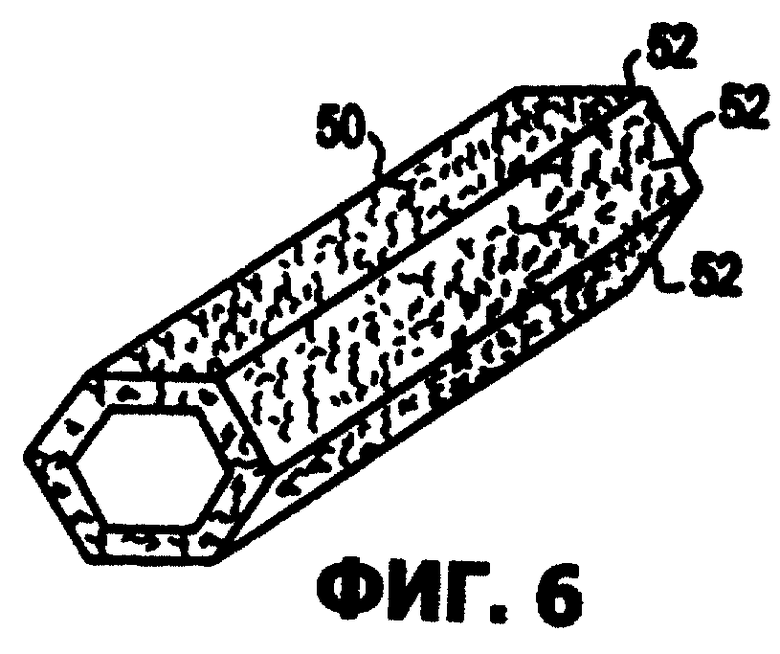
Фиг. 6 - изометрическое схематическое изображение многоугольной структуры из керамического волокнистого композиционного материала, полученной способом, соответствующим настоящему изобретению, удаленной с пористой оправки, но перед резкой ее на продольные сегменты.
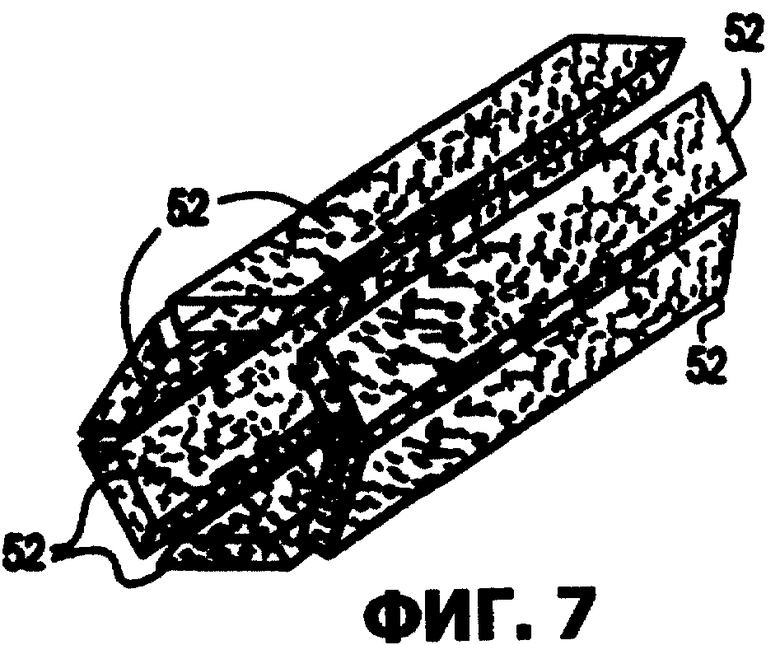
Фиг. 7 - изометрическое схематическое изображение многоугольной структуры из керамического волокнистого композиционного материала, показанной на фиг. 6, после того, как она была разрезана на продольные сегменты.
Ниже приведены предпочтительные варианты реализации изобретения.
На приведенных чертежах аналогичными ссылочными номерами показаны аналогичные или функционально подобные элементы, причем на фиг. 1, в частности, показано устройство, указанное общим ссылочным номером 10, для изготовления армированного керамическим волокном керамического волокнистого композитного фильтра, предназначенного для очистки высокотемпературного газа. Устройство 10 имеет катушку 12, подающую непрерывное керамическое волокно, которая обеспечивает источник непрерывного керамического волокна 20. Непрерывное керамическое волокно 20 проходит поверх одного или более роликов 14 механизма натяжения прежде, чем оно будет намотано на пористую вакуумную оправку 16.
В первом предпочтительном варианте осуществления пористая вакуумная оправка 16 расположена над ванной 32, содержащей суспензию дискретных или штапелированных керамических волокон 30. Оправку 16 вращают посредством полого вала 17 с помощью приводного механизма 18 (не показанного на фиг. 1; смотри ниже на фиг. 4) и соединяют с вакуумным насосом или источником вакуума (также не показанным на фиг. 1; смотри ниже на фиг. 4) для создания вакуума в оправке 16. Для облегчения съема с оправки конечной заготовки 40 фильтра на оправку 16 перед изготовлением заготовки 40 сначала может быть нанесен подслой пористой проволочной ткани или другого аналогичного материала. Ванна 32 установлена на весах 34 и может содержать мешалку 36, расположенную в суспензии 30 штапелированных керамических волокон для равномерного перемешивания штапелированных керамических волокон в суспензии 30, которой наполнена ванна 32.
Насос 32 подает суспензию 30 из ванны 32 и сопла 39, установленного смежно пористой вакуумной оправке 16, выталкивает суспензию 30 на пористую оправку 16 и непрерывное керамическое волокно 20, наматываемое на нее. В то время как непрерывное керамическое волокно 20 представляет собой элементарную нить, наматываемую на вакуумную оправку 16, на керамическое волокно 20 и вакуумную оправку 16 наносят суспензию 30 штапелированных керамических волокон, получая заготовку 40 керамического волокнистого композитного фильтра, армированного керамическим волокном. Избыток суспензии 30 возвращается в ванну 32 для повторного использования. Этот вариант осуществления предпочтительнее варианта осуществления, иллюстрируемого на фиг. 2 и описываемого ниже, поскольку он позволяет более точно контролировать количество суспензии 30 штапелированных керамических волокон, наносимое на пористую вакуумную оправку 16.
В альтернативном варианте осуществления устройства 10, который иллюстрируется на фиг. 2, пористая вакуумная оправка 16 может быть частично погружена в суспензию 30 штапелированных керамических волокон, содержащуюся в ванне 32. Как указано ранее, хотя этот вариант осуществления не является таким предпочтительным как вариант осуществления, описанный со ссылкой на фиг. 1, он исключает необходимость применения насоса 38, хотя мешалка 36 еще может применяться для поддержания равномерной концентрации штапелированных керамических волокон в суспензии 30. Суспензия 30 штапелированных керамических волокон непрерывно и равномерно покрывает всю погруженную часть непрерывного керамического волокна 20, наматываемого на пористую вакуумную оправку 16.
На фиг. 3 приведено графическое представление результатов испытаний на сжатие, проведенных при комнатной температуре, кольцевых образцов каждого из фильтров, полученных в соответствии с двумя примерами, которые будут описаны ниже, и монолитного кордиеритового фильтра. По оси ординат (оси Y) откладывали значения напряжения, а по оси абсцисс (оси X) - процент деформации. Из данных, приведенных на фиг. 3, очевидно, что армированные керамическим волокном керамические волокнистые композитные фильтры, полученные в соответствии с настоящим изобретением (примеры 1 и 2) не имеют хрупкого разрушения, которое характерно для монолитных кордиеритовых фильтров, соответствующих предшествующему уровню техники. В противоположность фильтрам, соответствующим предшествующему уровню техники, фильтры, соответствующие настоящему изобретению, имеют намного большую способность поглощать без разрушения значительные уровни механических напряжений. В случае фильтров, полученных в соответствии с примером 2, напряжения, которые могут быть поглощены без разрушения, также выше, чем напряжения, которые могут быть поглощены без разрушения монолитным кордиеритовым фильтром.
На фиг. 4 приведено схематическое изображение вертикального вида справа устройства, показанного на фиг. 2, на котором пористая вакуумная оправка 16 частично погружена в суспензию 30 штапелированных керамических волокон. Источник 50 вакуума, например вакуумный насос, соединен с полым валом 17, который вращает пористую вакуумную оправку 16 с помощью приводного механизма 18. Источник 50 вакуума или вакуумный насос 50 создает вакуум в пористой вакуумной оправке 16, который обеспечивает притягивание к оправке 16 суспензии 30 штапелированных керамических волокон. В соответствии с этим путем однородного перемешивания суспензии 30 штапелированных керамических волокон и непрерывного керамического волокна 20 вокруг пористой вакуумной оправки 16 получают заготовку 40 армированного керамическим волокном керамического волокнистого композитного фильтра. Очевидно, что характерное приложение вакуума к пористой вакуумной оправке, показанной на фиг. 4, является также технологией, применяемой в связи с устройством и способом, иллюстрируемым на фиг. 1.
Как только на пористой вакуумной оправке 16 образуется достаточная толщина заготовки 40 армированного керамическим волокном керамического волокнистого композитного фильтра, заготовку 40 армированного керамическим волокном керамического волокнистого композитного фильтра пропитывают окисью диоксида циркония, диоксида кремния или оксида алюминия в виде золя. Избыток золя удаляют с помощью вакуумной системы, при этом остающийся золь расположен главным образом в точках контактного взаимодействия с волокнами. После этого заготовка может быть подвергнута сушке и обжигу на воздухе при температуре приблизительно до 1100oC для получения соединения спеканием и в соответствии с этим отвердению заготовки 40 армированного керамическим волокном керамического волокнистого композитного фильтра для ее практического применения.
В альтернативном варианте пропитанная заготовка 40 может быть подвергнута стабилизации для создания гелеобразного состояния в точках контактного взаимодействия с волокнами путем изменения уровня pH золя, используя либо гидроокись аммония, либо аммиачный газ. После этого заготовку 40 армированного керамическим волокном керамического волокнистого композитного фильтра подвергают сушке и обжигу на воздухе при температуре приблизительно до 1100oC для преобразования геля в связующую фазу в точках контактного взаимодействия с волокнами и в соответствии с этим отвердению заготовки 40 армированного керамическим волокном керамического волокнистого композитного фильтра для ее практического применения.
Материалы, применяемые в качестве непрерывного керамического волокна 20, включают в себя чистое алюмооксидное волокно, например, NEXTEL 610 или ALMAX или другие алюмооксидные волокна. Выбор конкретного материала непрерывного керамического волокна 20 зависит от особенностей окружающей среды и температуры в конкретном случае практического применения. Прочность заготовки 40 армированного керамическим волокном керамического волокнистого композитного фильтра может быть дополнительно увеличена путем предварительного нанесения на непрерывное керамическое волокно 20 углеродистого нереакционноспособного покрытия. Такое покрытие предохраняет непрерывное керамическое волокно 20 от химического взаимодействия со связующим золем окисла, а образование геля и связей имеет место только со штапелированным керамическим волокном 30, окружающим непрерывное керамическое волокно 20.
Суспензия 30 штапелированных керамических волокон может состоять из алюмооксидных волокон с высоким содержанием оксида алюминия, например, из SAFFIL или из других алюмооксидных или алюмосиликатных волокон. Длина штапелированных керамических волокон может изменяться, но должна оставаться относительно небольшой. Концентрация штапелированных керамических волокон может регулироваться путем изменения скорости, с которой на оправку 16 наматывают непрерывное керамическое волокно 20 или путем изменения концентрации штапелированных керамических волокон в суспензии 30. Саму суспензию получают путем введения некоторого количества деминерализованной воды в штапелированные керамические волокна, которого достаточно для получения разбавленной (приблизительно 0,1 мас.% волокон в воде) суспензии.
Для большей ясности ниже приведено описание двух примеров изготовления фильтра 40, армированного керамическим волокном керамического волокнистого композитного фильтра, соответствующего настоящему изобретению.
Пример 1.
Армированный керамическим волокном керамический волокнистый композитный фильтр, соответствующий настоящему изобретению, получали при использовании вакуумного устройства намотки, показанного на фиг. 1. Армированный керамическим волокном керамический волокнистый композитный фильтр получали намоткой нити ALMAX 1000 (торговое название алюмооксидного волокна, выпускаемого на промышленной основе компанией Mitsui Mining Company), имеющей массу 250 г /1000 м, на пористую вакуумную оправку при одновременном направлении на оправку потока суспензии, имеющей концентрацию 0,1 мас. % волокон SAFFIL (торговое название штапелированных алюмооксидных волокон, выпускаемых на промышленной основе компанией Thermal Ceramics). Соотношение непрерывного керамического волокна (ALMAX) и штапелированных керамических волокон (SAFFIL) составляло 1: 1. Непрерывное керамическое волокно наматывали под углом 45 градусов к оси оправки с шагом 1,88 мм и натяжением при намотке, составляющим 100 г. Штапелированные керамические волокна смешивали в смесителе при высокой скорости сдвига для уменьшения длины волокон до 0,05-1,0 мм. В процессе выполнения операции намотки непрерывной керамической нити на пористую оправку обеспечивали вакуум, составляющий 304,8-457,2 мм ртутного столба.
Полученную в результате заготовку армированного керамическим волокном керамического волокнистого композитного фильтра пропитывали бемитовым золем. После этого заготовку армированного керамическим волокном керамического волокнистого композитного фильтра подвергали сушке и обжигу при температуре 593oC на воздухе в течение двух часов. Затем заготовку удаляли с оправки и подвергали обжигу при температуре 1150oC на воздухе в течение двух часов.
Срез поперечного сечения конечного армированного керамическим волокном керамического волокнистого композитного фильтра показал, что непрерывное керамическое волокно было равномерно распределено в дискретных волокнах. Армированный керамическим волокном керамический волокнистый композитный фильтр имел среднюю прочность на сжатие, составляющую 5688,375 кПа и характеризовался нехрупким разрушением. Армированный керамическим волокном керамический волокнистый композитный фильтрующий элемент давал перепад давления 152,4 мм воды при номинальной скорости 3 м/мин. Номинальную скорость получали делением минутного расхода на единицу площади фильтрующего элемента.
Пример 2.
Армированный керамическим волокном керамический волокнистый композитный фильтр, соответствующий настоящему изобретению, получали при использовании вакуумного устройства намотки, показанного на фиг. 1. Армированный керамическим волокном керамический волокнистый композитный фильтр получали намоткой нити NEXTEL 610 (торговое название алюмооксидного волокна, выпускаемого на промышленной основе компанией 3M Company), имеющей денье 1500, на пористую вакуумную оправку при одновременном направлении на оправку потока суспензии, имеющей концентрацию 0,1 мас.% волокон SAFFIL (торговое название штапелированных алюмооксидных волокон, выпускаемых на промышленной основе компанией Thermal Ceramics). Соотношение непрерывного керамического волокна (NEXTEL 610) и штапелированных керамических волокон (SAFFIL) составляло 2:1. Непрерывное керамическое волокно наматывали под углом 45 градусов к оси оправки с шагом 1,88 мм и натяжением при намотке, составляющем 100 г. Штапелированные керамические волокна смешивали в смесителе при высокой скорости сдвига для уменьшения длины волокон до 0,05-1,0 мм. В процессе выполнения операции намотки нити через пористую оправку обеспечивали вакуум, составляющий 304,8-457,2 мм ртутного столба.
Полученную в результате заготовку армированного керамическим волокном керамического волокнистого композитного фильтра насыщали фосфорной кислотой. Избыток фосфорной кислоты удаляли в вакууме. Для минимизации растворения фосфорной кислотой композиции связующего эту операцию повторяли три раза. Затем заготовку армированного керамическим волокном керамического волокнистого композитного фильтра подвергали сушке и обжигу при температуре 525oC в атмосфере азота в течение двух часов. После удаления заготовки с оправки заготовку подвергали обжигу при температуре 871oC в атмосфере азота в течение двух часов. Для завершения технологического процесса изготовления керамического волокнистого композитного фильтра проводили третью термическую обработку при температуре 871oC на воздухе в течение двух часов.
Срез поперечного сечения конечного армированного керамическим волокном керамического волокнистого композитного фильтра показал, что непрерывное керамическое волокно было равномерно распределено в дискретных волокнах SAFFIL. Армированный керамическим волокном керамический волокнистый композитный фильтр имел среднюю прочность на сжатие, составляющую 12080 кПа и характеризовался нехрупким разрушением. Армированный керамическим волокном керамический волокнистый композитный фильтрующий элемент давал перепад давления 304,8 мм воды при номинальной скорости 3 м/мин. Номинальную скорость получали делением минутного расхода на единицу площади фильтрующего элемента.
Фильтр, соответствующий настоящему изобретению, имел повышенную прочность и жесткость. Кроме того, низкая плотность делает его легким по сравнению с другими известными фильтрами. Относительные количества непрерывных и дискретных штапелированных керамических волокон просто регулируются путем изменения скорости вращения пористой вакуумной оправки и/или путем изменения концентрации штапелированных керамических волокон в суспензии. Натяжение непрерывного керамического волокна может быть изменено для обеспечения влияния на натяг, а по этой причине на плотность получаемой заготовки. Шаг между витками непрерывного керамического волокна может также быть изменен для регулирования величины и распределения этих волокон. Простой технологический процесс обеспечивает возможность оптимизированного применения непрерывного волокна путем изменения относительной пропорции непрерывного и дискретных керамических волокон по толщине армированного керамическим волокном, керамического волокнистого композитного фильтра. Это дает возможность просто и экономично получать много различных структурных композиций фильтров, соответствующих настоящему изобретению. Например, поскольку непрерывное волокно довольно дорого, способ, соответствующий настоящему изобретению, может быть использован для того, чтобы предпочтительно распределять больше непрерывного керамического волокна в некоторых местах и меньше непрерывного волокна - в других местах. Эти места могут быть выбраны, основываясь на ожидаемых уровнях механических напряжений, которые будут возникать в процессе эксплуатации армированного керамическим волокном, керамического волокнистого композитного фильтра. В случае получения фильтра, имеющего круглое поперечное сечение, это может означать обеспечение большего количества непрерывного керамического волокна на или вблизи внутренней или наружной поверхностей стенки и меньшего - вблизи середины толщины стенки. Аналогичным образом, изменения могут быть сделаны вдоль аксиального участка фильтра, отдельно или в сочетании с вышеописанными изменениями количества непрерывного керамического волокна по толщине стенки.
Кроме того, хотя фактическая структура композиционного материала, армированного керамическим волокном, представляет собой керамику, структура является довольно пористой (приблизительно 70%), что обеспечивает возможность того, что такая структура может быть использована для других случаев применения. Например, композиционный керамический волокнистый материал может быть использован в качестве теплоизолятора. Благодаря получению керамического волокнистого композиционного материала на оправке соответствующего размера получаемый керамический волокнистый композиционный материал может быть установлен по скользящей посадке поверх наружного диаметра трубы или патрубка для обеспечения на ней теплоизоляционного слоя. Если трубопровод уже смонтирован по месту и не обеспечивает возможности скольжения такой структуры по трубе или патрубку от одного его конца, то можно будет относительно просто прорезать структуру керамического волокнистого керамического материала в продольном направлении, для получения одного или более кусков, которые могли бы быть установлены на наружном диаметре трубы или патрубка, а затем механически или иначе закреплены по месту. Для компенсации некоторой потери материала в течение вышеупомянутой технологической операции продольного прорезания, оправка может быть сделана немного большего диаметра.
Помимо этого, поскольку структура керамического волокнистого композиционного материала обладает теплоизоляционными свойствами, для некоторых случаев применения может оказаться желательным получить плоские листы или плоские элементы для монтажа на плоской поверхности стены в качестве теплоизоляционной панели, причем эти аспекты иллюстрируются на фиг. 5-7. Как показано на фиг. 5, вместо применения цилиндрической оправки оправка может быть предусмотрена с многосторонней или многоугольной наружной поверхностью. Для минимизации возможных нежелательных эффектов, которые могут иметь место на углах такой оправки, может оказаться предпочтительным предусмотреть по меньшей мере шесть или большее число сторон на оправке для максимизации числа углов и благодаря этому минимизировать степень, до которой непрерывные керамические волокна будут изогнуты на таких углах. Однако, если эти "угловые эффекты" не вызывают возражений, то могут быть использованы многоугольные конфигурации, имеющие меньше сторон, включающие в себя треугольник, квадрат, прямоугольник, пятиугольник и так далее. Кроме того, многоугольники не обязательно должны быть правильными (то есть многоугольниками, у которых все стороны равны), а фактически оправка может быть предусмотрена с криволинейными сторонами в комбинации с прямолинейными сторонами. Например, пористая вакуумная оправка прямоугольной формы, возможно предусмотренная со скругленными углами или концами, может быть также использована для облегчения производства таких плоских листов.
На фиг. 5 иллюстрируется шестиугольная пористая оправка, применяемая для получения композитной шестиугольной структуры или композитной заготовки 50. Плоские листы могут быть получены из отдельных сторон или сегментов 52 керамической волокнистой композитной структуры путем вырезания из нее после завершения технологических операций обжига. Ширина и длина таких сегментов 52 будет определяться размером оправки, на которой получена многоугольная керамическая волокнистая композитная структура 50.
Хотя характерные варианты осуществления настоящего изобретения были подробно показаны и описаны для пояснения применения принципов этого изобретения, очевидно, что без отклонения от таких принципов настоящее изобретение может иметь другие варианты осуществления.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОТЕМПЕРАТУРНОГО ФИЛЬТРУЮЩЕГО МАТЕРИАЛА ДЛЯ АГРЕССИВНЫХ ЖИДКОСТЕЙ И ГАЗОВ | 2015 |
|
RU2576439C1 |
| Способ изготовления изделия с фильтром для агрессивных жидкостей и газов | 2016 |
|
RU2617105C1 |
| Способ получения карбидокремниевого войлочного материала | 2022 |
|
RU2788976C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКОГО ФИЛЬТРУЮЩЕГО ЭЛЕМЕНТА С ВОЛОКНИСТОЙ СТРУКТУРОЙ | 2005 |
|
RU2288903C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВОЛОКНИСТОГО КЕРАМИЧЕСКОГО МАТЕРИАЛА | 2007 |
|
RU2358954C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКОГО ФИЛЬТРУЮЩЕГО ЭЛЕМЕНТА С ВОЛОКНИСТОЙ СТРУКТУРОЙ | 2008 |
|
RU2371423C1 |
| Способ изготовления композита с керамической матрицей | 2019 |
|
RU2807944C2 |
| ГИБРИДНЫЙ ТКАНЫЙ ТЕКСТИЛЬНЫЙ МАТЕРИАЛ ДЛЯ АРМИРОВАНИЯ КОМПОЗИТА | 2015 |
|
RU2705997C2 |
| Способ получения керамического изделия | 1987 |
|
SU1814588A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 1991 |
|
RU2094229C1 |
Изобретение относится к керамической волокнистой композитной структуре и к способу ее получения, в частности к керамическому волокнистому композитному фильтру, пригодному для очистки высокотемпературного газа. Керамическую волокнистую композитную структуру или фильтр получают способом, в котором непрерывное керамическое волокно в виде нити наматывают на пористую вакуумную оправку при одновременном нанесении на нее разбавленной суспензии штапелированных керамических волокон. При этом получают керамическую волокнистую композитную заготовку, в которой непрерывное керамическое волокно плотно окружено штапелированными керамическими волокнами. Заготовку пропитывают различными керамическими связующими, удаляя избыток керамического связующего. Далее проводят сушку и обжиг заготовки с образованием связующей фазы в точках контактного взаимодействия с волокнами. Технологические параметры, например натяжение волокна, шаг намотки и относительные пропорции непрерывного керамического волокна и штапелированных керамических волокон могут быть изменены, когда непрерывное керамическое волокно и штапелированные керамические волокна одновременно наносят на пористую вакуумную оправку для получения требуемого распределения непрерывного керамического волокна и штапелированных керамических волокон в керамической волокнистой композитной структуре или фильтре. Способ позволяет получить структуру, имеющую повышенные прочность и жесткость в высокотемпературной окружающей среде. 4 с. и 34 з.п. ф-лы, 7 ил.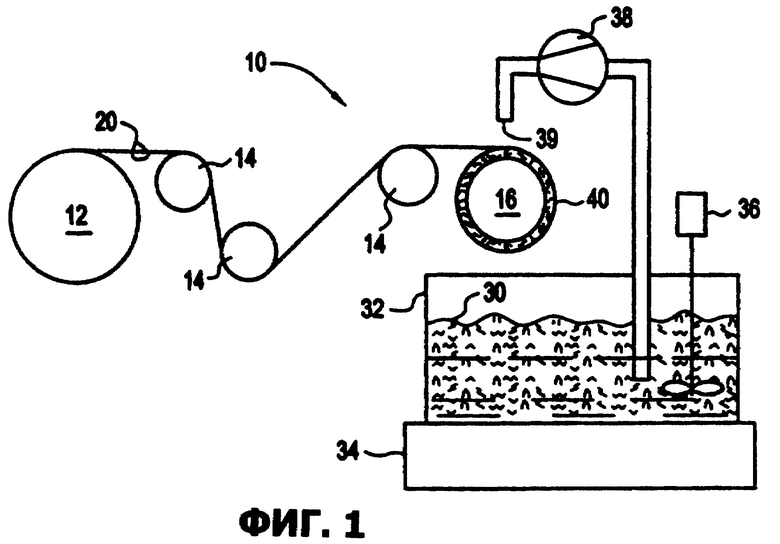
| US 5196120 A, 23.03.1993 | |||
| US 5460637 A, 24.10.1995 | |||
| JP 04067947 A, 03.03.1992 | |||
| US 4718926 A, 12.01.1988 | |||
| SU 761283 A, 07.09.1980. |
