Изобретение относится к разработке газотурбинных двигателей ГТД, например для герметизации смотровых люков оболочек, телескопических соединений оболочек и других контактирующих поверхностей в условиях воздействия высоких температур выше 250oC, вибраций, осевых перемещений контактирующих деталей.
Известны способы герметизации элементов конструкций, заключающиеся в использовании резиновых уплотнительных материалов, паронитов, прокладок из мягких металлов, с помощью герметиков и т.д. (см. книгу Александров В.Г., Базанов Б. И. Справочник по авиационным материалам и технологии их применения. - М.: Транспорт, 1979, с. 163 - 169).
Известно применение деталей из "МР", технология изготовления которых разработана в КуАИ, для фильтров, гасителей колебаний, элементов пневмогидроаппаратуры (см. ж. "Технология авиационного приборо- и агрегатостроения" N 4, 1991, с. 60 - 63).
При герметизации стыков возможно смещение уплотнителя из "МР" в стыке из-за вибрации при работе изделия, особенно в случае, если выполнение паза или канавки невозможно, например для тонкостенных деталей.
Наиболее близким к предлагаемому является техническое решение, изложенное в справочнике "Уплотнения и уплотнительная техника" под ред. Голубева А. И. и Кондакова Л.А., М., 1986, с. 10 - 18, табл. 1.2 и с. 107 - 142), заключающееся в использовании эластомерного, преимущественно резинового или комбинированного, уплотнения, устанавливаемого в замкнутые канавки различного профиля.
Главный недостаток известного варианта герметизации заключается в низкой надежности уплотнения в условиях воздействия повышенных температур (выше 275oC), вибраций, осевых перемещений стыкуемых деталей и воздушного потока, ограниченном температурном пределе работоспособности и в связи с этим ограниченном ресурсе их эксплуатации.
В условиях воздействия вышеуказанных факторов происходит быстрое разрушение уплотнителя и разгерметизация узла.
Задачей изобретения является повышение надежности герметизации стыкуемых деталей, повышение температурного предела работоспособности уплотнения и повышение ресурса эксплуатации изделий.
Поставленная задача достигается тем, что в качестве уплотнителей используют жгут (ленту) из "МР" на основе проволоки с демпфирующими свойствами, который закрепляют в канавку или паз телескопического кольца или непосредственно на поверхности одной из стыкуемых деталей точечной сваркой, пайкой или с помощью клея, пропитывают высокотемпературным герметизирующим материалом и закрывают крышкой.
При этом достигаются все поставленные цели:
- "металлорезиновый" каркас обеспечивает высокую надежность уплотнителя вплоть до 700oC и выше;
- приварка или пайка к поверхности деталей исключает его смещение при вибрациях и взаимных перемещениях стыкуемых деталей, пропитка высокотемпературным герметизирующим материалом устраняет его воздухопроницаемость и обеспечивает герметичность конструкции. Это позволяет обеспечить надежность герметизации узла при ресурсе изделий в десятки тысяч часов.
Пример выполнения.
На специальной навивочной машине из проволоки бериллиевой бронзы марки БрБ2 или из стальной проволоки марки ЭИ 708А диаметром 0,1 мм производят навивку спирали диаметром 0,85...1,08 мм. Затем спираль растягивают и укладывают в заготовку для прессования. На специально изготовленной пресс-форме путем многократного прессования при последовательной протяжке заготовки получают ленту "металлорезины" ("МР"), например, шириной 24 мм, толщиной 3,8 мм и длиной от 2 до 5 м.
Полученную ленту укладывают в паз или непосредственно на поверхность стальной оболочки ГТД.
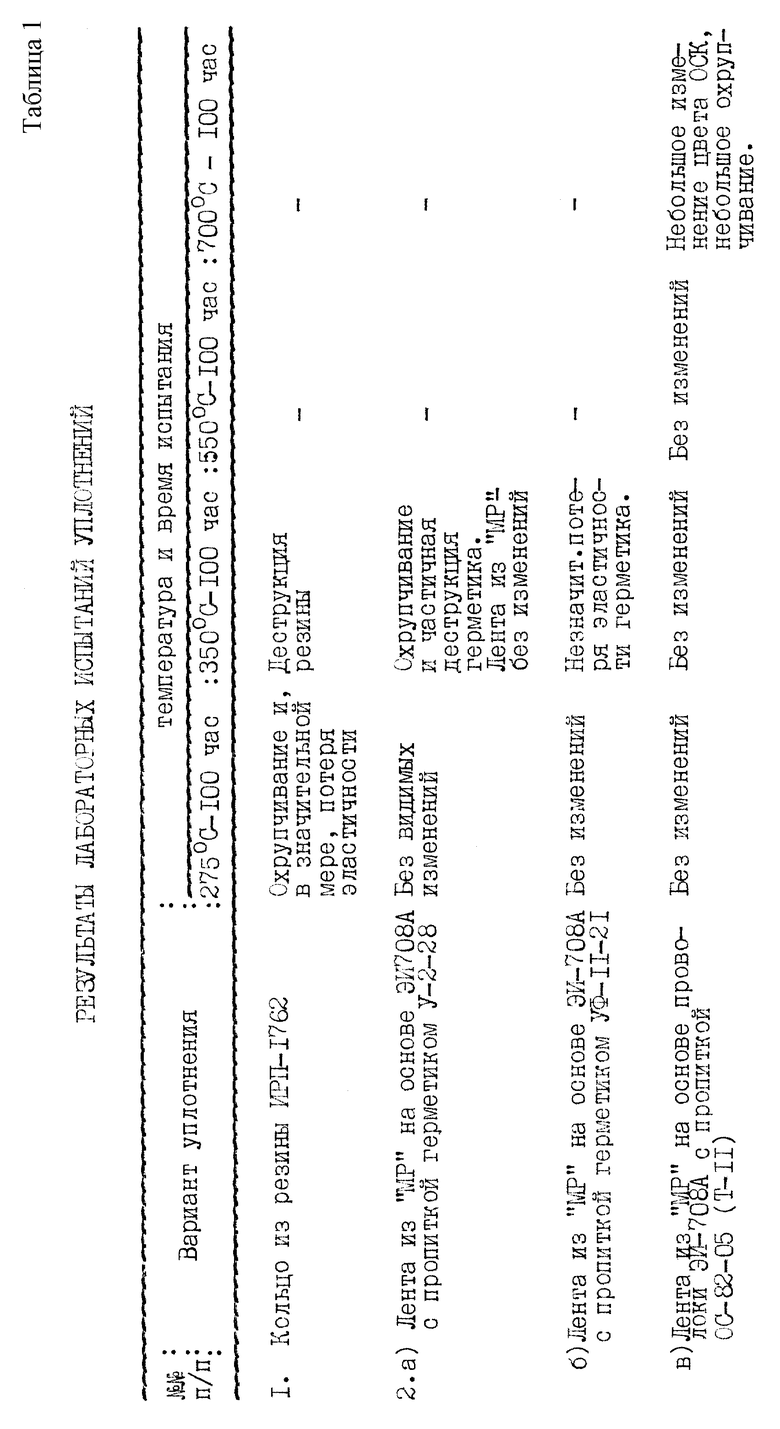
Ленту фиксируют точечной сваркой, пайкой или с помощью высокотемпературного клея. Затем с помощью кисти ленту из "МР" пропитывают герметиком У-2-28 (при рабочей температуре до 300oC) или герметиком УФ-11-21 (до 350oC) Казанского завода "СК" или органосиликатным материалом ОС-82-05 (Т-11) разработки института химии силикатов им. Гребенщикова (при рабочей температуре до 750oC). Герметики до требуемой вязкости разбавляют бензином; ОС-82-05 толуолом. Производят холодную или горячую сушку по технологии. Результаты лабораторных и натурных испытаний в составе изделий уплотнителей по известному и предлагаемому способу представлены в табл. 1 и 2.
Как видим из табл. 1, уплотнители из теплостойкой резины ИРП-1762 охрупчиваются и в значительной мере теряют эластичность (и, следовательно, способность к герметизации) после 100-часовой выдержки при 275oC.
Уплотнители из "МР" на основе проволоки ЭИ-708 с пропиткой ЭИ-708 с пропиткой герметиком У-2-28 не меняют своих свойств после 100 часов выдержки при 275oC (по ТУ герметик работоспособен до 300oC); с пропиткой герметиком УФ-11-21 - до 350oC.
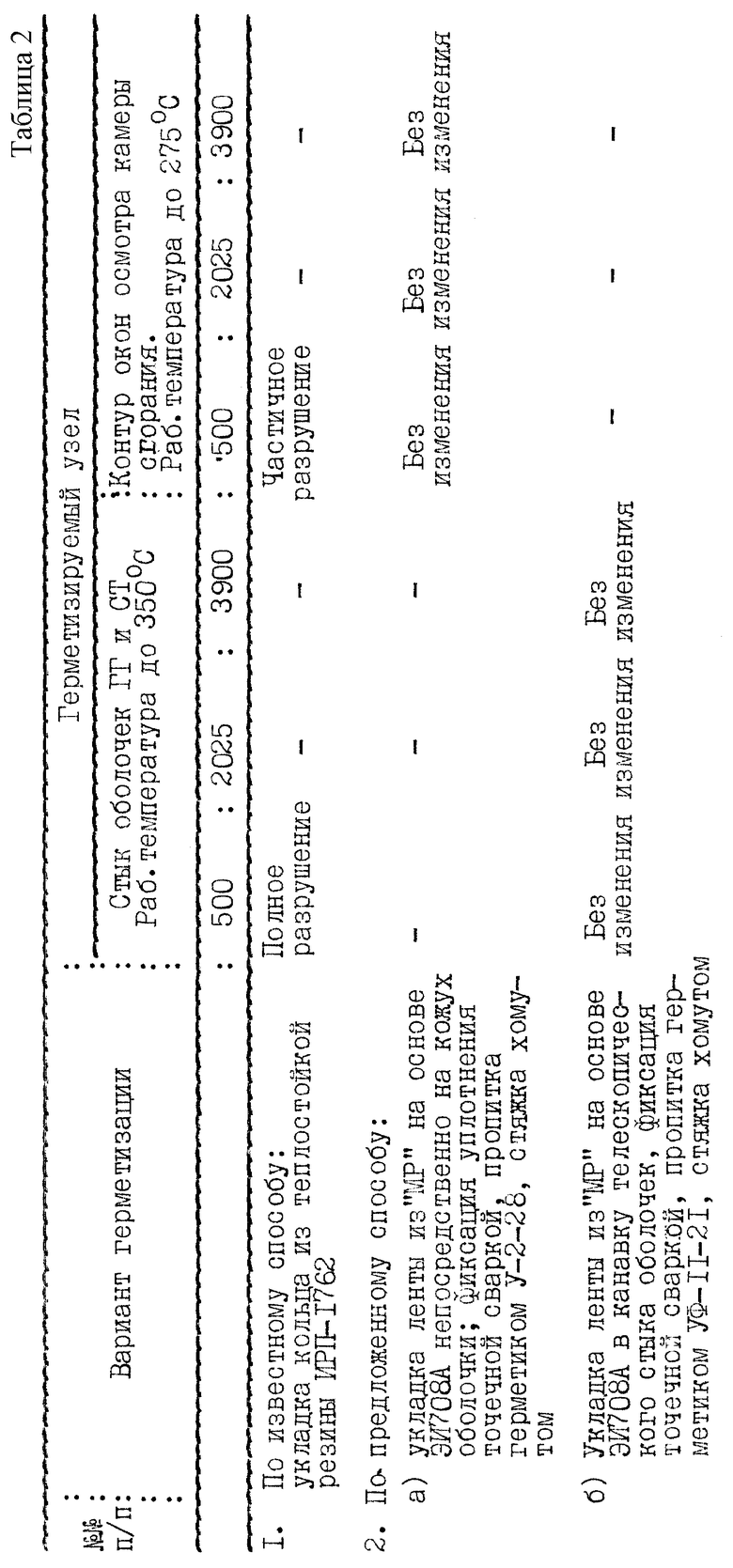
Как видим из табл. 2, уплотнители из теплостойкой резины ИРП-1762 разрушились после 500-часовых испытаний в составе изделия.
Уплотнители из "МР" с пропиткой герметиком У-2-28 при герметизации по контуру окон осмотра камеры сгорания (раб. т-ра до 275oC) после 3900 часов испытаний не потеряли своих свойств. Уплотнители из "МР" с пропиткой герметиком УФ-11-21 при герметизации телескопического стыка оболочек ГГ и СТ (рабочая температура до 350oC) полностью сохранили работоспособность после 3900-часовых испытаний в составе изделия.
Использование предложенного способа позволило решить проблему герметизации телескопических стыков оболочек, смотровых люков оболочек и других стыкуемых узлов и деталей, работающих в жестких условиях, и обеспечить высокую надежность при длительных ресурсах эксплуатации ГТД.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТКИ ОСЕВОГО КОМПРЕССОРА | 1999 |
|
RU2176335C2 |
| ТУРБОНАСОСНЫЙ АГРЕГАТ | 1999 |
|
RU2175407C2 |
| СТУПЕНЬ ТУРБОМАШИНЫ | 1998 |
|
RU2148732C1 |
| КОЛЬЦЕВАЯ КАМЕРА СГОРАНИЯ | 1996 |
|
RU2161756C2 |
| ЛОПАТКА ТУРБОМАШИНЫ | 1996 |
|
RU2157923C2 |
| СПОСОБ РЕГУЛИРОВАНИЯ ПОДАЧИ ТОПЛИВА В ГАЗОТУРБИННЫЙ ДВИГАТЕЛЬ | 1997 |
|
RU2162953C2 |
| ТЕПЛООБМЕННИК | 1999 |
|
RU2177593C2 |
| ЩЕТОЧНОЕ УПЛОТНЕНИЕ КОМПРЕССОРА | 2000 |
|
RU2232324C2 |
| ГАЗОГЕНЕРАТОР ЖРД | 1999 |
|
RU2179256C2 |
| ГАЗОТУРБИННЫЙ ПРИВОД ЖРД | 1999 |
|
RU2168051C2 |
Изобретение относится к области машиностроения, в частности к способам герметизации в турбостроении. В качестве уплотнителей используют жгут (ленту) из металлорезины на основе проволоки с демпфирующими свойствами, который закрепляют в канавке телескопического соединения или на поверхности одной из стыкуемых деталей точечной сваркой, пайкой или с помощью клея, пропитывают высокотемпературным герметизирующим материалом и закрывают крышкой. Способ позволяет решить проблему герметизации телескопических соединений оболочек, смотровых люков оболочек и других стыкуемых узлов и деталей, работающих в жестких условиях, и обеспечить высокую надежность при длительных ресурсах эксплуатации газотурбинных двигателей. 2 табл.
Способ герметизации узлов газотурбинных двигателей, работающих при высоких температурах и вибрациях, взаимных перемещениях контактируемых поверхностей, включающий укладку уплотнителя в паз или непосредственно на поверхность одной из деталей, отличающийся тем, что в качестве уплотнителя используют жгут из "металлорезины" на основе проволоки с демпфирующими свойствами, жгут фиксируют, пропитывают его герметизирующим материалом с рабочей температурой выше 275oC на кремнийорганической основе и закрывают крышкой.
| Уплотнение и уплотнительная техника | |||
| Справочник под ред | |||
| А.И.Голубева и Л.А.Кондакова | |||
| - М.: Машиностроение, 1986, с | |||
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| SU, 775483 A, 30.10.1980 | |||
| SU, 832185 A, 23.05.1981 | |||
| SU, 1345727 A1, 23.11.1989 | |||
| GB, 2089445 A, 23.06.1982 | |||
| DE, 3447053 A, 10.07.1986 | |||
| АЛЕКСАНДРОВ В.Г., БАЗАНОВ Б.И | |||
| Справочник по авиационным материалам и технологии их применения | |||
| - М.: Транспорт, 1979, с.163 - 169. | |||

