Изобретение относится к области машиностроения и металлургии и может использоваться в авиационном и энергетическом турбиностроении для защиты пера лопаток компрессора от солевой коррозии при температурах до 700oC.
В промышленности известен способ получения металлостеклокерамического покрытия Дифа-СФ на стальных лопатках компрессора насыщением поверхности лопатки алюминием в порошковой смеси, состоящей из активатора и мелкодисперсной алюминиевой пудры, и последующим многослойным нанесением внешнего силикофосфатного слоя и термической обработки /1/.
Недостатком известного способа является большая трудоемкость получения покрытия (~ 48 часов) и необходимость проведения длительного диффузионного насыщения в смесях, содержащих мелкодисперсный и взрывоопасный порошок из алюминия, что ограничивает, а в ряде случае сдерживает применение известного способа в промышленности.
Наиболее близким по технической сути к изобретению является способ согласно патенту /2/, включающий последовательное осаждение в вакууме на поверхности пера лопатки первого конденсированного покрытия из сплава на основе никеля, содержащего хром, алюминий, иттрий, последующее осаждение второго слоя из сплава на основе алюминия и вакуумный отжиг, в котором осаждение первого слоя покрытия производят из никелевого сплава, дополнительно легированного танталом при следующем соотношении исходных компонентов (мас.%):
хром - 16 - 18
алюминий - 10 - 13,5
тантал - 1,5 - 4,5
иттрий - 0,1 - 0,8
никель - остальное.
Недостатком известного способа является недостаточно высокая стойкость покрытия у солевой коррозии при температурах до 700oC и высокая трудоемкость.
Наиболее близким по технической сути к изобретению является способ защиты стальных изделий от солевой коррозии, преимущественно лопаток компрессоров газотурбинных двигателей, включающий последовательное осаждение в вакууме первого слоя покрытия из сплава MeCOCrAlV, где Me - Cr, Ni и/или Co с содержанием алюминия от 5 до 13% и толщиной 15 - 30 мкм, затем нанесение второго слоя из сплава на основе алюминия, содержащего никель и иттрий, толщиной 20 - 40 мкм, термообработку детали с покрытием и нанесение керамического слоя /3/.
Технической задачей настоящего изобретения является повышение стойкости покрытия к солевой коррозии при температурах до 700oC и снижение трудоемкости процесса его получения.
Это достигается тем, что в способе защиты стальных деталей машин от солевой коррозии, преимущественно лопаток компрессора газотурбинных двигателей, включающем последовательное осаждение в вакууме на поверхности пера лопатки первого слоя конденсированного покрытия из сплава на основе никеля, содержащего хром, алюминий, иттрий, последующее осаждение второго слоя на основе алюминия и термообработку детали с покрытием, осаждение первого слоя покрытия производят из сплава на основе никеля, дополнительно содержащего кобальт, при следующем соотношении компонентов, мас.%: хром 16 - 28, кобальт 16 - 30, алюминий 8 - 13,5, иттрий 0,05 - 0,6, никель остальное, а осаждение второго слоя покрытия производят из сплава на основе алюминия при следующем соотношении компонентов, мас.%: кремний 4 - 12, кобальт 5 - 15, натрий 0,1 - 0,6, алюминий остальное.
Термообработку детали с покрытием проводят на воздухе или в вакууме при 580 - 620oC в течение 4 - 6 часов. Толщина первого слоя составляет 6 - 25 мкм, а толщина второго слоя составляет 4 - 12 мкм.
Использование в качестве первого слоя покрытия сплава на основе никеля, дополнительно содержащего кобальт, а в качестве второго слоя покрытия алюминиевого сплава, содержащего кремний, иттрий и кобальт, при приведенном выше соотношении компонентов и последующая термообработка покрытия, проводимая в твердой фазе без оплавления сплава на основе алюминия, приводит к образованию во внешнем слое покрытия фаз на основе Ni-Al, Co-Al, Cr-Si и выделению избытка хрома в виде фазы α -Cr при оптимальном их соотношении, а также закрытии незначительной пористости первого слоя покрытия за счет диффузионных процессов между слоями композиции при ее термообработке, что в целом позволяет повысить более чем в десять раз стойкость композиции к солевой коррозии при температуре до 700oC, которая достигается на стальных лопатках последних ступеней компрессора современных газотурбинных двигателей. Использование современных способов осаждения в вакууме слоев покрытия позволяет при этом многократно снизить трудоемкость получения покрытия.
Сущность изобретения поясняется следующим примером. На образцы из стали ЭП866, обладающей низкой коррозионной стойкостью при температурах свыше 500oC, ионно-плазменным методом были нанесены конденсированные слои из никелевых сплавов, состав которых приведен в таблице 1. Затем с помощью той же технологии на образцы был осажден второй слой покрытия из сплавов на основе алюминия. Образцы с целью окончательного формирования двухслойного покрытия подверглись термообработке на воздухе по режиму 610oC - 4 часа. Толщина первого слоя покрытия составляла 12 мкм, второго - 4 мкм. Полученные композиции сталь ЭП866 - двухслойное покрытие были испытаны в лабораторных условиях.
Коррозионная стойкость композиций исследовалась на плоских образцах 20 х 40 х 1,5 мм по методике ускоренных циклических испытаний по режиму: нагрев до температуры 600oC и выдержка 1 час, подстуживание на воздухе 2 минуты, охлаждение в 3% растворе NaCl, выдержка в течение 22 - 24 часов во влажной камере. Отметим, что удовлетворительной коррозионной стойкостью считается 10 циклов испытаний без коррозионного повреждения. Наряду с коррозионной стойкостью определялся предел выносливости на лопатках компрессора газотурбинного двигателя, причем за 100% был принят предел выносливости лопаток из стали ЭП866 без покрытия.
Из результатов лабораторных исследований видно, что композиции с двухслойными покрытиями исследуемых составов обладают высокой коррозионной стойкостью, заметно большей, чем сталь ЭП866, при ускоренных циклических испытаниях на солевую коррозию и что покрытия оказывают влияние на предел выносливости стали (см. табл. 1).
Отметим, что допустимое снижение предела выносливости на лопатках компрессора не должно превышать 10% от значения передела выносливости лопаток без покрытия. Композиции с покрытием 1 - 3 соответствуют этим условиям. Электрохимические исследования показали, что двухслойное покрытие является анодом по отношению к основе (сталь ЭП866), что обеспечивает протекторный механизм защиты стали от коррозии и объясняет высокие защитные свойства двухслойных покрытий.
Покрытие 2 среднего оптимального состава по данным лабораторных исследований повышает в 3 - 4 раза сопротивление материала основы к коррозионному растрескиванию под напряжением при K = (0,3 - 0,8) от σ0,2 при испытаниях в камере солевого тумана и камере тропического климата после предварительного длительного нагрева (500 часов) при t = 450oC.
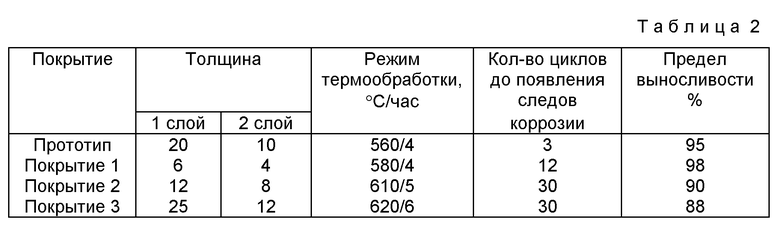
Толщина двухслойного покрытия оказывает существенное влияние на свойства композиции (см. табл. 2), при толщине менее 6 мкм снижается коррозионная стойкость покрытия (6 - 8 циклонов), а с ростом толщины снижается предел выносливости композиции сплав - покрытие. Предельная толщина покрытия не превышает 35 - 37 мкм, при этом снижение предела выносливости составляет 10 - 12% (см. табл. 2).
Оптимальный режим термообработки: 580 - 620oC в течение 4 - 6 часов. Причем термообработка на воздухе дает несколько лучшие результаты по коррозионным свойствам по сравнению с термообработкой в вакууме, что по-видимому объясняется образованием на поверхности композиции тонкой окисной пленки.
Аналогичные результаты получены для жаропрочного железохромникелевого сплава ЭП 718, обладающего по сравнению со сталями мартенситного класса более высокой коррозионной стойкостью.
Лабораторные испытания композиции, полученной в соответствии с предлагаемым техническим решением на рабочих лопатках компрессора, показали, что новый способ позволит увеличить ресурс работы лопаток более чем в три раза по сравнению с лопатками без покрытия при меньшей трудоемкости нанесения покрытия новым способом по сравнению с технологией получения покрытия Дифа-СФ, что даст в совокупности значительный экономический эффект. В настоящее время лопатки, обработанные по предлагаемому способу, проходят испытания в составе газотурбинного двигателя.
Литература
1. Иванов Е. Г., Шкурат А.С. Механизм повышения жаростойкости и сопротивляемости электрохимической коррозии стальных лопаток компрессора ГТД с металлостеклокерамическим покрытием Дифа-СФ. - В кн.: Получение и применение защитных покрытий. - Л.: Наука, 1987, с. 164 - 167.
2. Патент РФ N 2033474, кл. C 23 C 14/00.
3. RU 94011658 A1, 20.05.1996.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКОГО ИЗДЕЛИЯ | 2003 |
|
RU2241067C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАЩИТНОГО ПОКРЫТИЯ НА ЛОПАТКАХ ГАЗОВЫХ ТУРБИН | 1999 |
|
RU2171315C2 |
| СПОСОБ ЗАЩИТЫ СТАЛЬНЫХ ДЕТАЛЕЙ МАШИН ОТ СОЛЕВОЙ КОРРОЗИИ | 2007 |
|
RU2344198C1 |
| СОСТАВ ДЛЯ ПОЛУЧЕНИЯ ПОКРЫТИЯ | 2007 |
|
RU2349681C2 |
| СПОСОБ ЗАЩИТЫ ЛОПАТОК ГАЗОВЫХ ТУРБИН ОТ ВЫСОКОТЕМПЕРАТУРНОЙ КОРРОЗИИ | 1992 |
|
RU2033474C1 |
| СПОСОБ ПОЛУЧЕНИЯ ДИФФУЗИОННОГО АЛЮМИНИДНОГО ПОКРЫТИЯ НА ИЗДЕЛИИ | 1999 |
|
RU2164965C2 |
| СПОСОБ ЗАЩИТЫ ЛОПАТОК ГАЗОВЫХ ТУРБИН | 2000 |
|
RU2190691C2 |
| СПОСОБ ЗАЩИТЫ ЛОПАТОК ТУРБОМАШИН ИЗ ЛЕГИРОВАННЫХ СТАЛЕЙ ОТ ЭРОЗИИ И СОЛЕВОЙ КОРРОЗИИ | 2014 |
|
RU2559612C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ИЗДЕЛИЯ | 1999 |
|
RU2164550C2 |
| СПОСОБ ЗАЩИТЫ ЛОПАТОК ГАЗОВЫХ ТУРБИН | 2009 |
|
RU2404286C1 |

Способ защиты стальных деталей машин от солевой коррозии включает последовательное осаждение в вакууме на поверхность пера первого слоя конденсированного покрытия толщиной 6-25 мкм из сплава на основе никеля, содержащего, мас.%: 16-28 хрома, 16-30 кобальта, 8 -13,5 алюминия, 0,05 - 0,6 иттрия, никель - остальное, последующее осаждение второго слоя покрытия толщиной 4-12 мкм из сплава на основе алюминия, содержащего, мас.%: 4-12 кремния, 5-15 кобальта, 0,1 -0,6 иттрия, алюминий - остальное, и термообработку детали с покрытием на воздухе или в вакууме при 580 - 620°С в течение 4 - 6 ч, что позволяет повысить стойкость стальных деталей машин к солевой коррозии при температурах до 700°С и снизить трудоемкость получения защитного покрытия. 2 з.п. ф-лы, 2 табл.
| RU 94011658 A1, 20.05.1996 | |||
| СПОСОБ ЗАЩИТЫ ЛОПАТОК ГАЗОВЫХ ТУРБИН ОТ ВЫСОКОТЕМПЕРАТУРНОЙ КОРРОЗИИ | 1992 |
|
RU2033474C1 |
| US 3556744, 19.01.1971 | |||
| EP 0418905 A2, 27.03.1991 | |||
| JP 06220613, 09.08.1994 | |||
| DE 4303312 C1, 10.02.1994. | |||

