Изобретение относится к порошковой металлургии, в частности к способам нагрева цилиндрических компактированных заготовок горячим прессованием, и может быть использовано для нагрева изделий при спекании и последующем горячем прессовании.
Известен способ индукционного нагрева заготовок перед динамическим прессованием с использованием токов высокой частоты, который обеспечивает высокую производительность и создает возможность для автоматизации процесса (см. Дорофеев Ю. Г. Динамическое горячее прессование пористых порошковых заготовок. - М.: Металлургия, 1977, с. 79).
Причины, препятствующие получению требуемого технического результата, заключаются в неравномерности нагрева заготовок в случае когда они имеют ступенчатую форму, что приводит к снижению качества изделий, получаемых после пластического прессования.
Известен способ индукционного нагрева спеченных заготовок ступенчатой формы (см. А. С. СССР N 839693, МПК6 B 22 F 3/24, 26.06.81, Дорофеев Ю.Г., Мищенко В.Н., Костенко А.В. и др. Способ индукционного нагрева спеченных заготовок ступенчатой формы; прототип), который включает попарное размещение заготовок в индукторе с образованием составной сборки замкнутой формы и, соответственно, с единым магнитопроводом и последующий нагрев токами высокой частоты. Способ может быть использован для ступенчатых заготовок и для цилиндрических заготовок со срезом на торцах.
Причина, препятствующая получению требуемого технического результата, заключается в том, что при нагреве заготовок возникают осевые растягивающие напряжения, которые приводят к снижению прочности и нарушению целостности заготовок после нагрева.
Задача, на решение которой направлено заявляемое изобретение, - сохранение целостности цилиндрических, компактированных заготовок из порошковых материалов за счет исключения появления осевых растягивающих напряжений.
Поставленная задача решается за счет того, что в известном способе индукционного нагрева, включающем нагрев заготовки с помощью индуктора, обеспечивают разность температуры между наружной поверхностью и центральной частью заготовки, не превышающую величины, определяемой по формуле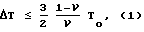
где Δ T= T1-T0 - разность температуры между наружной поверхностью и центральной частью заготовки;
T1 - температура наружной поверхности;
T0 - температура центральной части заготовки;
ν - коэффициент Пуассона материала заготовки.
Соотношение (1) получено из расчета напряженного состояния цилиндрической заготовки при индукционном нагреве. Заготовки одного диаметра при нагреве в индукторе располагают торец в торец, что дает возможность рассматривать данную сборку как единую длинную заготовку, решать задачу о температурных напряжениях в длинном цилиндре с симметрично относительно оси распределенной температурой для условий плоского деформированного состояния, когда осевая деформация εz = 0 (см. Тимошенко С.П., Гудьер Дж. Теория упругости. - М.: Наука, 1975. С. 576). Напряженное состояние заготовки при нагреве определяют радиальное напряжение σr, окружное напряжение σθ, осевое напряжение σz согласно соотношениям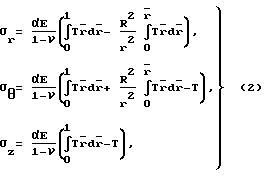
где  - температурная функция;
- температурная функция;
α - коэффициент линейного расширения материала заготовки; - безразмерная радиальная координата;
- безразмерная радиальная координата;
R - радиус заготовки;
E - модуль упругости материала.
Учитывая оценочный характер прочностного расчета заготовки, принимают температурную функцию  в виде линейной зависимости
в виде линейной зависимости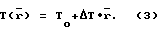
Подставив (3) в соотношения (2), после интегрирования и упрощений получают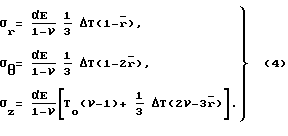
Из расчетов по формулам (4) следует, что на наружной поверхности заготовки ( = 1) действуют только сжимающие напряжения, т.е. поверхность заготовки не вызывает опасений с точки зрения разрушения.
= 1) действуют только сжимающие напряжения, т.е. поверхность заготовки не вызывает опасений с точки зрения разрушения.
Соответственно, из уравнений (4) получают следующие соотношения при  = 0, т.е. для оси заготовки
= 0, т.е. для оси заготовки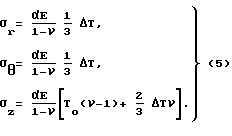
На оси заготовки радиальные и окружные напряжения будут растягивающими и равными между собой, осевое напряжение - как растягивающее, так и сжимающее, - в зависимости от соотношения T0 и ΔT. Поскольку давление компактирования не обеспечивает достаточно прочной связи частиц гранулята, то с точки зрения прочности опасными будут любые растягивающие напряжения. Особую опасность представляют осевые растягивающие напряжения, которые приводят к расслоению заготовки в осевом направлении. Расслоение заготовки не обеспечивает ее спекания и приводит к браку при прессовании после спекания. Из условий недопустимости появления осевых растягивающих напряжений ( σz ≥ 0), получаем условие прочности
из которого после преобразований получаем формулу (1).
Пример
Нагревали цилиндрические заготовки диаметром 50 мм из дисперсно-упрочненного композиционного материала на основе порошковой меди. Предварительно из порошковой меди, механически легированной специальными дисперсными добавками, прессовали заготовки в холодном состоянии. Брикетированные заготовки нагревали для спекания и последующего горячего прессования токами высокой частоты. С целью контроля температурного режима две заготовки снабдили термопарами. Одна термопара фиксирует температуру наружной поверхности T1, вторая термопара фиксирует температуру на оси заготовки T0. За счет особенностей индукционного нагрева температура T1 превышает Т0, разность температур при этом ΔT=T1-T0 приводит к появлению термоупругих напряжений.
Одна заготовка была нагрета током высокой частоты (66 кГц) до температуры T0 = 400oC. T1 при этом была равна 800oC, т.е. ΔT составило 400oC. Заготовка при нагреве сохранила целостность, трещин и расслоений не наблюдалось.
Вторая заготовка была нагрета током высокой частоты (99 кГц) до температуры T0 = 400oC, T1 при этом была равна 1050oC, т.е. ΔT составило 650oC. Заготовка от действия термоупругих осевых напряжений σz имела расслоение в плоскости, перпендикулярной оси.
По формуле (1) для ν =0,5 получили разность температур, обеспечивающую сохранение целостности заготовки Δ ≤ 1,5 T0. Для T0=400oC предельная температура наружной поверхности не должна превышать 1000oC. Превышение предельного значения ΔT привело к появлению трещины во второй заготовке.
Выбор режима индукционного нагрева обеспечил отсутствие осевых растягивающих напряжений при нагреве заготовки.
Предлагаемый способ прост в осуществлении, повышает качество готовых изделий, т.к. обеспечивает целостность и прочность компактируемых заготовок из порошковых материалов.
Изобретение относится к порошковой металлургии и может быть использовано для нагрева при спекании и последующем горячем прессовании. Способ включает нагрев заготовки с помощью индуктора, при этом при нагреве задают разность температуры между наружной поверхностью и центральной частью заготовки, не превышающую величины, определяемой по формуле  где To - температура центральной части заготовки; ν - коэффициент Пуассона материала заготовки. Способ позволяет сохранить целостность цилиндрических заготовок из порошковых материалов за счет исключения появления осевых растягивающих напряжений.
где To - температура центральной части заготовки; ν - коэффициент Пуассона материала заготовки. Способ позволяет сохранить целостность цилиндрических заготовок из порошковых материалов за счет исключения появления осевых растягивающих напряжений.
Способ индукционного нагрева цилиндрических компактированных заготовок из порошковых материалов, включающий нагрев заготовки с помощью индуктора, отличающийся тем, что при нагреве задают разность температуры между наружной поверхностью и центральной частью заготовки, не превышающую величины, определяемой по формуле
где То - температура центральной части заготовки;
ν - коэффициент Пуассона материала заготовки.
| Способ индукционного нагреваСпЕчЕННыХ зАгОТОВОК СТупЕНчАТОйфОРМы | 1979 |
|
SU839693A1 |
| Способ спекания заготовок из металлических порошков | 1988 |
|
SU1653899A1 |
| Запоминающее устройство | 1974 |
|
SU543010A1 |
| ОПТИКО-ГИДРОМЕХАНИЧЕСКАЯ СИСТЕМА АВТОПОЗИЦИОНИРОВАНИЯ КУЛЬТИВАТОРА | 2019 |
|
RU2703483C1 |

