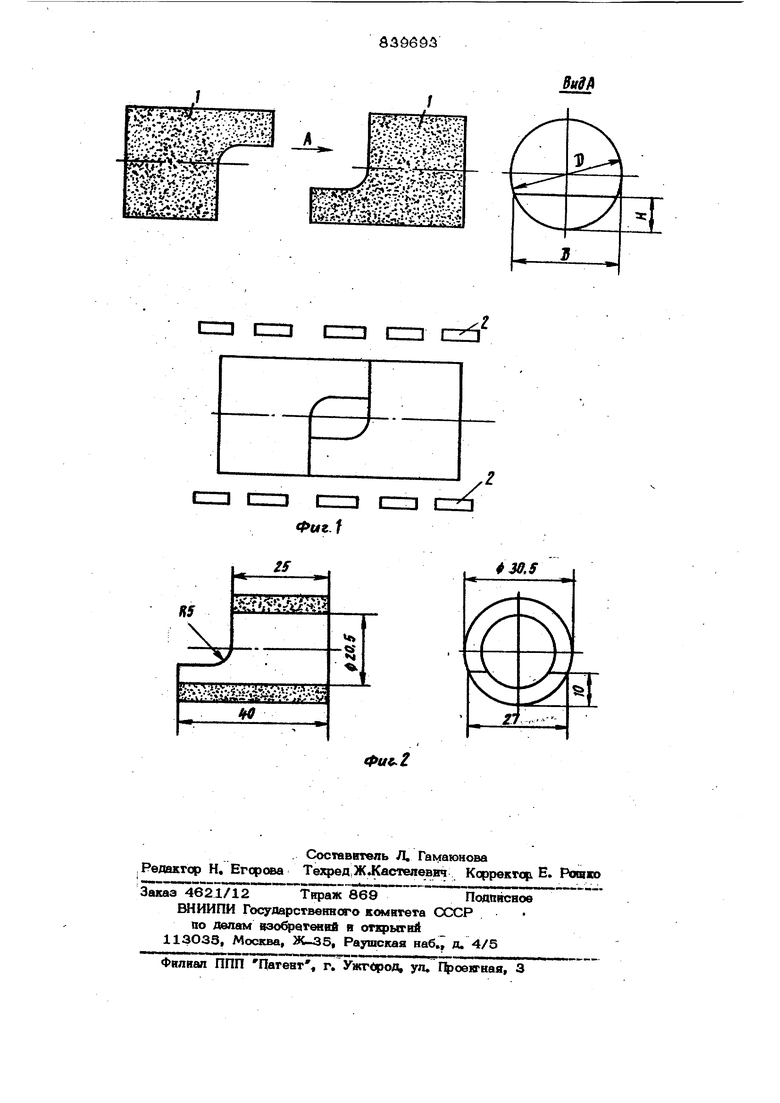
Изобретение относится к пс ошковой металлургии, в частности к способам нагрева спеченных заготовок перед горячим динамическим прессованием, и может быть использовано для нагрева изделий при тер мическсй обработке. Известен способ нагрева спеченных за1ГОТОВСЖ перед динамическим прессованием в камерных печах сопротивления в среде водорода TI. Недостатками способа являются значительная продолжительность процесса, необходимость использования защитного газа, розможность окисления и неполного восстановления окисленнсА поверхности в водороднсхй среде. Известен также способ индукционногй нагрева заготовок перед динамическим прессованием с использованием токсж высокой частоты, который обеспечивает высокую производительность и создает возможность для автоматизации процесса 2 Недостатком этого способа в случае нагрева заготовок ступенч1этой формы яв ляется неравномерность нагрева, что приводит к снижению качества изделий, получаемых после динамического прессования Кроме того, известный способ предусматривает индивидуальный нагрев заготовок, что, несмотря на короткое время ватрева, ведет -к снижению производительности. Цель изобретения - обеспечение равномерного нагрева заготовок ступенчатой формы и повышение производительности процесса. Эта цель достигается тем, что согласно способу, включающему размещение заготовок в индукторе, размещение заготовок осуществляют путем устан жления их с приведением поверхностей стуйе« ней каждс из заготовсж в контакт с соответствующей тордовс поверхностью и образованием составной сборки замкнутей формы. Располагая заготовки в индукторе попарно вдоль оси с расположением первых ступеней на торцах вторых ступеней без 38 зазора и смещения, образуют единый магн нигопровод. Предлагаемый способ может использова ться и для нагрева цилиндрических загото вок одинакового наружного диаметра из магнитопроводящего материала. В этом случае размеры ступеней сегмента могут изменяться по высоте Н от 0,5 до O,25D , а по ширине В - от 0,85 D до D , где 33 - наружный диаметр заготовки. На фиг. 1 изображены сегменты сту пенчатых заготовок; на фиг. 2 - цилиндрическая заготовка. При таких размерах сегментов ступенчатых заготовок, установленных попарно в индуктор, в поверхностном слое сегментов не происходит разрыва линий магнитно го потока и Достигается равномерное распределение индуктируемых вихревых токов в поверхностном слое заготовок, что позволяет проводить равномерный нагрев обеих заготовок одновременно по всей массе (фиг. 1). Нагрев ступенчатых заготовок в индукторе токами высокой частоты можно проводить и на цилиндрических заготовках (Имеющих срез торца по высоте (фиг. 2), При осуществлении способа сегменты заготовок 1 поступают для обработки индукционным током в иадуктор 2. Пример. Нагревают цилиндрическую ступенчатую заготовку - втулку со срезом торца N 54-61050 зерноуборочного комбайна СК-5 Нива. Предварительно из металлического порошка прессуют заготовки со ступенями разной высоты. Затем спекают и подаот в магазин, где и ориентируют. На приемный лоток пода1ат одновременно две заготовки 1, ориентированные так, как показано на фиг. 1. После этого толкатель ме ханизма загрузки вводит йх в зацепление, подает в индуктор 2, фикеируег их и удаляется из зоны нагрева (механизм загрузки заготовок(на чертеже не показан), Заготовки остаются в поножении, при первые ступени расколожены на торцах вторых без зазора и смещения. Включают ток высокой частоты (66 ) и благодаря тому, что нет разрыва nmsnf 93 магнитного потока и происходит равномерное распределение индуктируемых вихревьк токов в слое заготовок, осуществляется равномерный нагрев обеих загото- вок во всем объеме. После окончания нагрева индукционньй ток отключают. Заготовки Толкателем подают в разделительное (ф иен тирующее устройство, а затем в двуместньй щгамп, в котором заготовки подвергают горячему динамическому прессованию. В индуктор загружают очередную пару заготовок и процесс нагрева повторяют. Использование предлагаемого способа нагрева спеченньи ступенчатьк заготовок обеспечивает равномерный нагрев двух ступенчатых заготовок одновременно в одном индукторе токами высокой частоты, увеличивает производительность, повышает каче.- ство готовых изделий, так как обеспечивается высокая формуемость материала заготовок, поэтому достигается равномерная плотность во всем их объеме при проведении динамического горячего прессования. Формула изобретения Спосбб индукционного нагрева спеченных заготовок ступенчатой формъ, преимущественно перед динамическим прессованием, включающий размещение заготовок в индукторе, отличающийся гем, что, с целью обеспечения равномерного нагрева и повышения пронзводвтельносги 1ф(Жесса, размещение заготовсж осуществляют путем усгановленйя их попарно с приведением поверхностей ступеней каждЫ1 из заготовок в контакт с соответствующей торцовой повер: сностью и образованием составной сборки замкнутой ) , Источники информации, , принятые во внимание при экспертизе 1.Пороишовая металлургия сталей в сплавов. М,, А;5еталлургия, 1978, с. 177 2.Дорофеев Ю, Г, Динамическое горячее прессование пористых порошковых заготовок. М., Металпургм,, 1977, с,79.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для индукционного нагрева заготовок сложной формы | 1982 |
|
SU1118482A1 |
| СПОСОБ ИНДУКЦИОННОГО НАГРЕВА КОМПАКТИРОВАННЫХ ЗАГОТОВОК ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ | 1999 |
|
RU2165826C1 |
| Способ изготовления спеченных антифрикционных изделий | 1981 |
|
SU1092009A1 |
| Способ индукционного методического нагрева ферромагнитных заготовок | 1981 |
|
SU984065A1 |
| СПОСОБ ИНДУКЦИОННОГО ГРАДИЕНТНОГО НАГРЕВА И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1998 |
|
RU2151201C1 |
| Способ изготовления спеченных изделий | 1978 |
|
SU764846A1 |
| Способ изготовления спеченных изделий на основе железа | 1980 |
|
SU917907A1 |
| Способ получения губчатого железа из тонкоизмельченных концентратов | 1980 |
|
SU885280A1 |
| Способ прокатки спеченных заготовок | 1980 |
|
SU933259A1 |
| Способ получения изделий из порошка быстрорежущей стали | 1989 |
|
SU1677081A1 |
Фиг.}
zs
ШЖ.
Kf
л .Л.1К.Ж-;Л:1г5.Л1Г;г- ;-« Й).1:/:лЛ АиД& ЛЧ.
ltd
Ф30.5
