Изобретение относится к области исследования механических характеристик прессуемых материалов, в частности, оценивающих пластические свойства.
Известен способ определения предела пластичности металла при прокатке, заключающийся в том, что клинообразный образец прокатывают на гладкой бочке, замеряют относительное деформирование образца в момент появления боковых трещин, по которым судят о пределе пластичности, отличающийся тем, что с целью моделирования натурных деформаций и растягивающих напряжений при прокатке труб клинообразный образец выполняют с боковыми выступами прямоугольного сечения, а о пределе пластичности судят по возникновению трещин на выступах (см. А.с. 349925. G 01 N 3/28. Семенов О.А., Динник А.А., Воевода В. Д. , Усенко В.Н. Способ определения предела пластичности металла при прокатке.: Б.и., 1972, N 26 от 04.09.72).
Недостатком данного способа является невозможность определения предела пластичности для прессуемых изделий.
Известен способ испытания металлов на пластичность, по которому цилиндрический образец деформируют сжатием до появления трещин на боковой поверхности и по степени деформации судят о пластичности, отличающийся тем, что с целью повышения точности результатов испытания путем обеспечения условий, приближенных к плоской деформации, при сжатии образца обеспечивают выдавливание его в кольцевую полость переменной уменьшающейся от центра к периферии высоты H, определяемой по формуле H=H0•R0/R, где H0 - высота полости на расстоянии R0 от центра; R0 - внутренний радиус полости, равный радиусу образца; R - текущий радиус полости на высоте H (см. А.с. 1633329. G 01 N 3/28. Калпин Ю.Г., Калпина Н.Ю. Способ испытания металлов на пластичность. -Б.И., 1991, N 9 от 7.03.91).
Однако описанные выше способы не позволяют определить конкретную характеристику, оценивающую пластические свойства металла.
Известно, что для осуществления процесса обработки материалов давлением необходимо затратить определенное количество энергии. Часть этой энергии превращается в тепло, а часть остается в деформированном материале в виде связанной потенциальной энергии остаточных напряжений.
Тепловой эффект пластической деформации определяется величиной Aт (см. Яловой Н.И., Тылкин М.А., Полухин П.И., Васильев Д.И. Тепловые процессы при обработке металлов и сплавов давлением. - М.: Металлургия, 1973, с.16):
Aт = ηвых•A, (1)
где A - общее количество энергии, затрачиваемой на пластическое деформирование;
Aт - количество энергии, превратившейся в тепло;
ηвых - коэффициент выхода тепла.
Коэффициент выхода тепла ηвых для сталей по данным различных авторов (см. Губкин С.И. Пластическая деформация металлов.: Металлургиздат, 1960, т. 2; Большанина М.А., Панин В.Е. Скрытая энергия деформации./ Исследования по физике твердого тела.: изд. АН СССР, 1965; Новиков В.Н. и др. Валки листовых станов холодной прокатки. Металлургия, 1970) составляет 0,84 - 0,94.
Доля энергии, которая сохраняется в деформируемом теле в виде потенциальной энергии остаточных напряжений, A0 оценивают коэффициентом ψ:
Ao = ψ•A, (2)
где ψ = 1-ηвых.
Таким образом, величина коэффициента ψ для сталей составляет 0,06 - 0,16. Следует отметить довольно широкий диапазон изменения ψ, что свидетельствует о необходимости уточнения значения коэффициента ψ для конкретных материалов.
Известен способ испытания образцов на прочность (см. SU 877399 A, G 01 N 2/28, Родионов А. А., Бызалов А.И. Способ испытания образцов материалов на прочность, Б.И. 40, 30.10.81), заключающийся в том, что тонкостенный трубчатый образец обжимают путем его запрессовки в конусообразную оправку с образующей криволинейной формы, определяют местоположение трещины по высоте продеформированного образца и по полученным данным судят о предельной пластичности материала (прототип).
Недостатком известного способа (прототипа) является то, что нет описания конкретной величины, характеризующей пластичность материала, которую определяют в данном способе.
Цель изобретение - определение физико-механических характеристик материала, оценивающих пластические свойства, а именно показателя деформативности материала.
Поставленная цель достигается тем, что деформируют осесимметричный образец путем его прессования через коническую матрицу и фиксируют трещину, при этом осесимметричный образец выполняют переменного сечения, а показатель деформативности материала ψ* рассчитывают по формуле
где μ - коэффициент Пуассона материала;
d0 - начальный диаметр участка образца, на котором зафиксирована трещина;
d1 - конечный диаметр продеформированного образца;
αм - угол наклона образующей рабочего конуса матрицы к оси деформирования; параметр деформативности, определяющий физико-механические свойства деформируемого материала;
параметр деформативности, определяющий физико-механические свойства деформируемого материала;
E - модуль упругости материала;
σs - предел текучести материала.
Соотношение (2) получено следующим образом. С позиций разрушения осесимметричных металлоизделий наибольшую опасность представляют максимальные окружные напряжения σθ в поверхностных слоях, наиболее простая оценка прочности выглядит в соответствии с первой теорией прочности так:
σθmax ≤ σs. (4)
Напряжения σθ определяют из решения системы дифференциальных уравнений равновесия для упругого состояния, соответствующего действию остаточных напряжений в осесимметричных изделиях. При этом реализуется схема плоского упругого деформированного состояния, для которой характерным является отсутствие осевых деформаций. Таким образом, получают окружные σθ, радиальные σr и осевые σz остаточные напряжения в виде
a1 - некоторый параметр;
R - радиус изделия.
При известных компонентах тензора напряжений σij с помощью обобщенного закона Гука находят компоненты тензора деформаций εij и рассчитывают потенциальную энергию остаточных напряжений:
где V - объем изделия.
Технологические параметры волочения определяют величину энергии пластического деформирования
где ε - степень деформации.
Известно, что энергия пластического деформирования для средней по сечению прутка степени деформации ε (см. Колмогоров Г.Л. Гидродинамическая смазка при обработке металлов давлением -М.: Металлургия, 1986, с. 56) равна
тогда из решения уравнения (2) с учетом (6), (7) и (8) получают выражение, определяющее параметр  :
:
и, следовательно, окружные напряжения σθ. Тогда условие прочности (4) записывают в виде
откуда получают соотношение (3).
На чертеже представлен общий вид деформируемого образца: 1, 2, 3 - ступени разного диметра исходного образца.
Пример конкретной реализации. Предложенный способ использован для дисперсно-упрочненного композиционного материала на основе порошковой меди. Цилиндрический образец имел ступенчатую форму с диаметрами участков 16, 18 и 19,3 мм. Образец подвергали прессованию с помощью жидкости высокого давления через коническую матрицу диаметром d1 = 10 мм. Давление жидкости при прессовании участка диаметром d0 = 16 мм составило 7 кбар. Пропрессованный участок имел блестящую поверхность без трещин. Трещина визуально зафиксирована на продеформированном образце в той части, которая соответствует участку 2 исходного недеформированного образца. Для нашего случая это участок 2 с d0 = 18 мм, давление жидкости при этом составило 9 кбар. По известным геометрическим параметрам рассчитали показатель деформативности материала по формуле (3). С помощью предложенного способа получили ψ* = 0,3389.
Предлагаемый способ прост в осуществлении, дает возможность исследовать пластические свойства материала непосредственно деформируемых заготовок, а не образцов, которые требуют специальной обработки и подготовки, т.е. приблизить условия эксперимента к реальным условиям деформирования и получить достоверную информацию о пластических характеристиках прессуемых материалов. Способ позволяет определить уровень остаточных напряжений, формируемых в процессе пластического деформирования, оценить влияние технологии на этот уровень, а следовательно, на возможность развития замедленного разрушения, оценить усталостную и хрупкую прочность, коррозионную стойкость изделий.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОПРЕДЕЛЕНИЯ ПОКАЗАТЕЛЯ ДЕФОРМАТИВНОСТИ МАТЕРИАЛА | 2004 |
|
RU2276779C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПОКАЗАТЕЛЯ ДЕФОРМАТИВНОСТИ МАТЕРИАЛА ПРИ ПРОИЗВОДСТВЕ ПРУТКОВЫХ МЕТАЛЛОИЗДЕЛИЙ | 2021 |
|
RU2775810C1 |
| СПОСОБ ДЕФОРМИРОВАНИЯ ОСЕСИММЕТРИЧНЫХ ЗАГОТОВОК | 1996 |
|
RU2113301C1 |
| СПОСОБ ГИДРОМЕХАНИЧЕСКОГО ПРЕССОВАНИЯ ПРУТКОВЫХ ИЗДЕЛИЙ | 2016 |
|
RU2623528C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ | 1997 |
|
RU2125252C1 |
| СПОСОБ МНОГОКРАТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ ОСЕСИММЕТРИЧНЫХ ПРУТКОВЫХ И ПРОВОЛОЧНЫХ МЕТАЛЛОИЗДЕЛИЙ | 2014 |
|
RU2580263C2 |
| СПОСОБ ИНДУКЦИОННОГО НАГРЕВА КОМПАКТИРОВАННЫХ ЗАГОТОВОК ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ | 1999 |
|
RU2165826C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ | 1996 |
|
RU2117541C1 |
| СПОСОБ ПЛАСТИЧЕСКОГО СТРУКТУРООБРАЗОВАНИЯ ВЫСОКОПРОЧНЫХ МАТЕРИАЛОВ | 1997 |
|
RU2116155C1 |
| СПОСОБ ПРОИЗВОДСТВА ОСЕСИММЕТРИЧНЫХ ПРУТКОВЫХ И ПРОВОЛОЧНЫХ МЕТАЛЛОИЗДЕЛИЙ ПОВЫШЕННОЙ ТОЧНОСТИ | 2017 |
|
RU2661161C1 |
Способ может использоваться при исследовании механических характеристик прессуемых материалов, в частности, оценивающих пластические свойства. Деформируют осесимметричный образец путем его прессования через коническую матрицу и фиксируют трещину. Осесимметричный образец выполняют переменного сечения, а показатель деформативности материала ψ* рассчитывают по формуле
где μ - коэффициент Пуассона материала;
d0 - начальный диаметр участка образца, на котором зафиксирована трещина;
d1 - конечный диаметр продеформированного образца;
αм - угол наклона образующей рабочего конуса матрицы к оси деформирования.
Технический результат заключается в возможности определения физико-механических характеристик материала, оценивающих пластические свойства. 1 ил.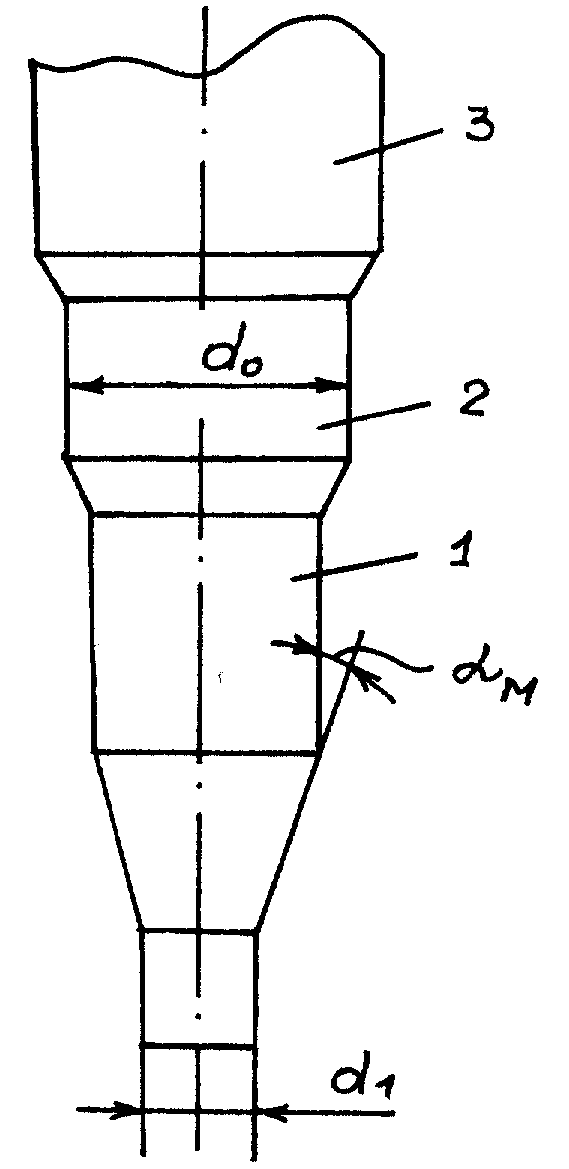
Способ определения показателя деформативности материала, включающий деформирование осесимметричного образца путем его прессования через коническую матрицу и фиксацию трещины, отличающийся тем, что осесимметричный образец выполняют переменного сечения, а показатель деформативности материала ψ* рассчитывают по формуле 
где μ - коэффициент Пуассона материала;
d0 - начальный диаметр ступени образца, на котором зафиксирована трещина;
d1 - конечный диаметр продеформированного образца;
αм - угол наклона образующей конуса матрицы к оси деформирования.
| Способ испытания образцов материалов на прочность | 1979 |
|
SU877399A1 |
| Прозоров Л.В | |||
| и др | |||
| Прессование металлов жидкостью высокого давления | |||
| - М.: Машиностроение, 1972, с.64 и 80, рис.43 | |||
| Цилиндрический образец для определения пластических свойств материала при прокатке | 1985 |
|
SU1252698A2 |
