Изобретение относится к области машиностроения, в частности к операциям шлифования заготовок из различных сталей и сплавов.
Известен способ косвенного определения расхода смазочно-охлаждающей жидкости (СОЖ) через зону обработки путем измерения давления СОЖ в зоне контакта шлифовального круга и заготовки. Для измерения давления СОЖ на станок устанавливают образец, в котором выполнены цилиндрические отверстия. Образец размещают в непосредственной близости от рабочей поверхности быстровращающегося шлифовального круга (см. Ефимов В.В. Научные основы повышения технологической эффективности СОЖ на операциях шлифования. Дисс. д.т.н. по спец. 02.05.08, 05.03.01. Ульяновск, 1988, 440 с.).
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного способа, относится то, что известный способ не позволяет определять расход смазочно-охлаждающих технологических средств (СОТС), находящихся в пластичном или твердом агрегатном состоянии. Надежность и достоверность косвенной оценки расхода СОЖ при применении известного способа недостаточно высоки.
Наиболее близким способом того же назначения к заявляемому изобретению по совокупности признаков является способ определения расхода СОЖ через зону контакта шлифовального круга и заготовки, при котором определяют расход СОЖ через поровое пространство шлифовального круга ловушкой, которую пришлифовывают к кругу (Худобин Л.В., Киселев Е.С., Унянин А.Н. Эффективность применения техники подачи СОЖ при совмещенном шлифовании // Вестник машиностроения. 1987. N 7, с. 64-67), принятый за прототип.
К причинам, препятствующим достижению указанного ниже технического результата относится то, что расход СОЖ контролируют при подаче жидкости в зону обработки поливом, а также в случае ее подачи к торцу круга через полуоткрытый клиновидный насадок, а саму ловушку с мерной емкостью пришлифовывают предварительно к кругу, что является длительной и достаточно трудоемкой операцией и приводит к снижению достоверности результатов измерений. Способ не применим для оценки расхода СОТС, находящегося в пластичном или твердом состоянии.
Сущность изобретения заключается в следующем. Одной из актуальных и нерешенных до настоящего времени задач при выполнении операций шлифования заготовок из различных материалов является задача надежной и достоверной оценки расхода СОТС при различных условиях шлифования. Известно, что от количества СОТС, проходящего в единицу времени через зону контакта круга и заготовки, в существенной степени зависит технологическая эффективность операции шлифования. Известные способы определения расхода СОТС не применимы для определения расхода твердых и пластичных смазок. При расходе твердых или пластичных смазок ниже необходимого уровня не обеспечивается заданная технологическая эффективность операции шлифования. Превышение расхода твердых или пластичных смазок свыше необходимого уровня, учитывая их достаточно высокую стоимость, приведет к увеличению технологической себестоимости шлифованных заготовок.
Технический результат - повышение надежности и достоверности определения расхода СОТС, находящихся в пластичном или твердом агрегатном состоянии.
Указанный технический результат при осуществлении изобретения достигается тем, что в известном способе определения расхода СОТС через зону контакта шлифовального круга и заготовки, при котором ведут шлифование с подачей СОТС и определяют его расход, при этом осуществляют шлифование образца с выполненными в нем цилиндрическими отверстиями, в которые установлены стержни фиксированной длины из пористого материала, шлифовальным кругом с размещенной на нем твердой или пластичной смазкой, а расход Q упомянутой смазки определяют на единицу площади шлифованной поверхности образца после извлечения из него стержней по формуле:
где  - средняя масса смазки, пропитавшей или прилипшей к стержню из пористого материала, г;
- средняя масса смазки, пропитавшей или прилипшей к стержню из пористого материала, г;
dО - диаметр отверстия в образце для установки стержня из пористого материала, мм;
τшл - продолжительность шлифования, с;
n - количество стержней, установленных в образец, шт;
mКi - масса i-го стержня после шлифования, г;
mОi - масса i-го стержня до шлифования, г;
lКi - длина i-го стержня после шлифования, мм;
lОi - длина i-го стержня до шлифования, мм.
Размещение пористых стержней фиксированной длины в образце, в котором выполнены цилиндрические отверстия, позволяет определять расход СОТС, находящихся в пластичном и твердом агрегатном состоянии. Шлифование образца при определении расхода СОТС в зоне контакта круга и заготовки в максимальной степени моделирует условия, при которых происходит расход СОТС в реальных условиях шлифования. Тем самым повышается надежность и достоверность определения расхода СОТС для конкретных условий шлифования. Определение расхода СОТС, приходящегося на единицу шлифованной поверхности по предлагаемой зависимости
позволяет рассчитать расход СОТС для различных условий шлифования, отличающихся площадью контакта круга и заготовки, что также способствует повышению надежности и достоверности определения расхода СОТС.
Проведенный заявителем анализ уровня техники, включающий поиск по патентам и научно-техническим источникам информации, и выявление источников, содержащих сведения об аналогах заявляемого изобретения, позволил установить, что заявитель не обнаружил источник, характеризующийся признаками, тождественными всем существенным признакам заявляемого изобретения. Определение из перечня выявленных аналогов прототипа, как наиболее близкого по совокупности признаков аналога, позволило установить совокупность существенных по отношению к усматриваемому заявителем техническому результату отличительных признаков в заявляемом способе, изложенных в формуле изобретения.
Следовательно, заявляемое изобретение соответствует условию "новизна".
Для проверки соответствия заявляемого изобретения условию "изобретательский уровень" заявитель провел дополнительный поиск известных решений, чтобы выявить признаки, совпадающие с отличительными от прототипа признаками заявляемого способа. Результаты поиска показали, что заявляемое изобретение не вытекает явным образом для специалиста из известного уровня техники, поскольку из уровня техники, определенного заявителем, не выявлено влияние предусматриваемых существенными признаками заявляемого изобретения преобразований на достижение технического результата. В частности, заявляемым изобретением не предусматриваются следующие преобразования:
- дополнение известного средства какой-либо частью (частями), присоединяемой (присоединяемыми) к нему по известным правилам для достижения технического результата, в отношении которого установлено влияние именно такого дополнения;
- замена какой либо части (частей) известного средства другой известной частью для достижения технического результата, в отношении которого установлено влияние именно такой замены;
- исключение какой-либо части (элемента, действия) средства с одновременным исключением обусловленной ее наличием функции и достижением при этом обычного для такого исключения результата (упрощение, уменьшение массы, габаритов, материалоемкости, повышение надежности, сокращения продолжительности процесса и пр.);
- увеличение количества однотипных элементов, действий, для усиления технического результата, обусловленного наличием в средстве именно таких элементов, действий;
- выполнение известного средства или его части (частей) из известного материала для достижения технического результата, обусловленного известными свойствами этого материала;
- создание средства, состоящего из известных частей, выбор которых и связь между которыми осуществлены на основании известных правил, рекомендаций, и достигаемый при этом технический результат обусловлен только известными свойствами частей этого средства и связей между ними;
- описываемое изобретение не основано на изменении количественного признака (признаков), представлении таких признаков во взаимосвязи либо изменении ее вида. Имеется в виду случай, когда известен факт влияния каждого из указанных признаков на технический результат и новые значения этих признаков или их взаимосвязь могли быть получены исходя из известных зависимостей, закономерностей.
Следовательно, заявляемое изобретение соответствует уровню "изобретательский уровень".
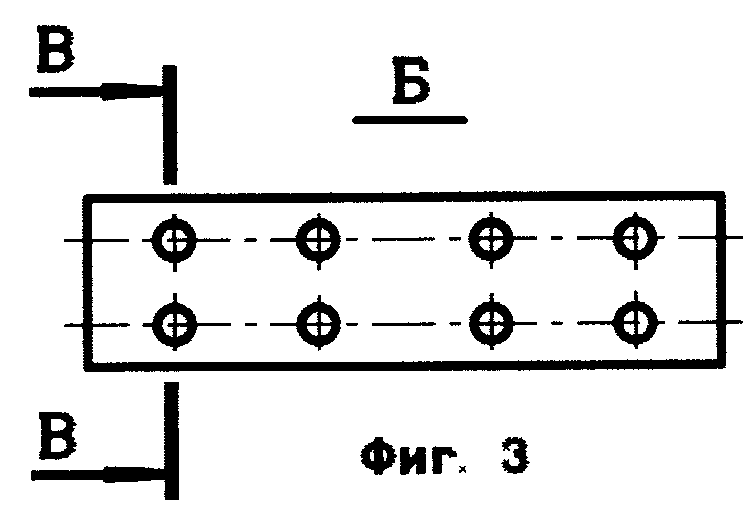
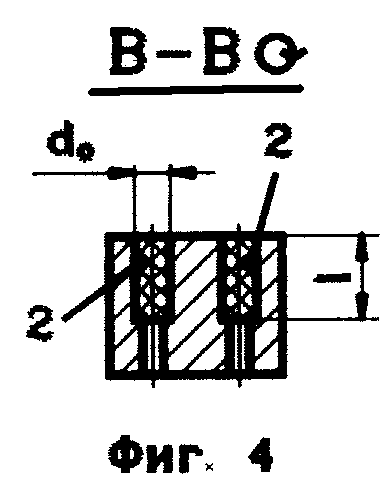
На чертежах представлено: на фиг. 1 изображен вид с торца композиционного шлифовального круга (КШК) и образца; на фиг. 2 изображен разрез А-А по фиг. 1; на фиг. 3 изображен вид Б на образец по фиг. 1; на фиг. 4 изображен разрез В-В по фиг. 3; на фиг. 5 изображен вид с торца шлифовального круга, на рабочей поверхности которого нанесен слой твердой или пластичной смазки, и образца.
Сведения, подтверждающие возможность осуществления изобретения с получением указанного технического результата:
1. В цилиндрические отверстия образца 1 устанавливают предварительно взвешенные и измеренные по длине стержни 2 из пористого материала (фиг. 4).
2. Подготовленные образцы устанавливают на станок и шлифуют в течение времени τшл КШК 3, в конструктивных элементах которого размещена твердая смазка 4 (фиг. 1), или шлифовальным кругом 3, на рабочую поверхность которого нанесен слой смазки 4 (фиг. 5). В процессе шлифования смазка 4 контактирует в зоне шлифования с нагретой до высокой температуры поверхностью образца 1 и переходит из твердого или пластичного агрегатного состояния в жидкое и пропитывает верхнюю часть пористых стержней 2 (фиг. 4), изменяя их массу. Часть смазки прилипает к поверхности стержней 2.
3. После завершения шлифования образец 1 (фиг. 1 и 5) снимают со станка, извлекают из него стержни 2 (фиг. 4) из пористого материала, определяют их массу mKi и измеряют их длину lKi.
4. По формуле
рассчитывают среднюю величину массы смазки, налипшей на пористый стержень или пропитавшей его.
5. По формуле
рассчитывают расход СОТС, приходящийся на единицу площади шлифованной поверхности образца.
6. В качестве материала стержней 2 при определении расхода СОТС можно применять, например, пористую бумагу.
Таким образом, изложенные сведения свидетельствуют о выполнении при использовании заявленного изобретения (способа) следующей совокупности условий:
- средство, воплощающее заявленный способ при его осуществлении, предназначено для использования в промышленности, а именно, в машиностроении на операциях шлифования заготовок из различных материалов;
- для заявленного способа в том виде, как он охарактеризован в независимом пункте изложенной формулы изобретения, подтверждена взаимосвязь его осуществления с помощью описанных в заявке или известных до даты приоритета средств и методов.
Следовательно, заявленное изобретение соответствует условию "промышленная применимость".
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ШЛИФОВАНИЯ | 1996 |
|
RU2153966C2 |
| СПОСОБ ШЛИФОВАНИЯ | 1997 |
|
RU2152294C2 |
| ШЛИФОВАЛЬНЫЙ КРУГ | 1998 |
|
RU2153975C2 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩИХ ТЕХНОЛОГИЧЕСКИХ СРЕДСТВ | 2000 |
|
RU2176949C2 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗКИ НА ШЛИФОВАЛЬНЫЙ КРУГ | 1996 |
|
RU2115535C1 |
| СПОСОБ ШЛИФОВАНИЯ | 1997 |
|
RU2152861C2 |
| СБОРНЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 1998 |
|
RU2152868C2 |
| СБОРНЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 1999 |
|
RU2167048C1 |
| СБОРНЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 1999 |
|
RU2147275C1 |
| ШЛИФОВАЛЬНЫЙ КРУГ | 1999 |
|
RU2163535C1 |


Изобретение относится к области машиностроения, в частности, к операциям шлифования заготовок из различных сталей и сплавов. Осуществляют шлифование образца, в цилиндрические отверстия которого установлены предварительно взвешенные и измеренные по длине стержни из пористого материала. Такие подготовленные образцы устанавливают на станок и шлифуют в течение некоторого времени кругом, на рабочую поверхность которого нанесен слой смазки. В процессе шлифования смазка контактирует с нагретой до высокой температуры поверхностью образца и переходит из твердого или пластичного агрегатного состояния в жидкое и пропитывает верхнюю часть пористых стержней, изменяя их массу. Часть смазки прилипает к поверхности стержней. После шлифования стержни из образца извлекают, определяют их массу и длину. По приведенным формулам рассчитывают среднюю величину массы смазки, налипшей на пористый стержень или пропитавшей его, а также расход СОТС, приходящийся на единицу площади шлифованной поверхности образца. Использование способа ведет к повышению надежности и достоверности определения расхода СОТС. 5 ил.
Способ определения расхода смазочно-охлаждающего технологического средства (СОТС) через зону контакта шлифовального круга и заготовки, включающий шлифование с подачей СОТС и определение его расхода, отличающийся тем, что осуществляют шлифование образца с цилиндрическими отверстиями, в которые установлены стержни фиксированной длины из пористого материала, шлифовальным кругом с размещенной на нем твердой или пластичной смазкой, а расход Q упомянутой смазки определяют на единицу площади шлифованной поверхности образца после извлечения из него стержней по формуле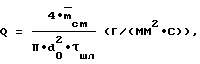
где  средняя масса смазки, пропитавшей или прилипшей к стержню из пористого материала, г;
средняя масса смазки, пропитавшей или прилипшей к стержню из пористого материала, г;
dо - диаметр отверстия в образце для установки стержня из пористого материала, мм;
τшл - продолжительность шлифования, с;
где n - количество стержней, установленных в образец, шт;
mKi - масса i-го стержня после шлифования, г;
mOi - масса i-го стержня до шлифования, г;
lki - длина i-го стержня после шлифования, мм;
lOi - длина i-го стержня до шлифования, мм.
| ХУДОБИН Л.В | |||
| и др | |||
| Эффективность применения техники подачи СОЖ при совмещенном шлифовании | |||
| Вестник машиностроения | |||
| Кузнечная нефтяная печь с форсункой | 1917 |
|
SU1987A1 |
| ЕФИМОВ В.В | |||
| Научные основы повышения технологической эффективности СОЖ на операциях шлифования | |||
| Диссертация д.т.н | |||
| по спец | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Механическая топочная решетка с наклонными частью подвижными, частью неподвижными колосниковыми элементами | 1917 |
|
SU1988A1 |
| Образец для испытания смазочно-охлаждающей жидкости при шлифовании материалов | 1986 |
|
SU1425525A1 |
| Стенд для испытаний технологических свойств смазочно-охлаждающих жидкостей /СОЖ/ | 1980 |
|
SU921827A1 |
| СТЕНД ДЛЯ ИСПЫТАНИЙ СМАЗОЧНО-ОХЛАЖДАЮЩИХ ЖИДКОСТЕЙ И ШЛИФОВАЛЬНЫХ КРУГОВ | 1994 |
|
RU2081735C1 |
