Изобретение относится к машиностроению, а именно к обработке металлов резанием с применением шлифовальных кругов и смазочно-охлаждающих технологических средств (СОТС), и может быть использовано на операциях шлифования заготовок из различных материалов.
Известен шлифовальный круг, пропитанный СОТС, например серой (см. Островский В. И. Импрегнирование абразивного инструмента.- М.: НИИМАШ, 1983.- 72 с. ). Основными недостатками данного аналога является то, что при его применении количество смазки, попадающей в зону обработки, часто оказывается недостаточным для эффективного смазочного действия, в результате импрегнирования увеличивается масса круга, нерационально используется СОТС в связи с импрегнированием всего объема круга.
Известен шлифовальный круг, в котором пазы на его рабочей поверхности заполнены твердой смазкой на основе графита в процессе его изготовления (см. Урывский Ф. П. и др. Работоспособность специальных шлифовальных кругов на бакелитовой связке при обработке титанового сплава. В сб.: Абразивы. М.: НИИМАШ, 1981, N 2. - С. 3-6). В качестве недостатка данного аналога можно отметить следующее: наличие прорезей на рабочей поверхности круга, выполненных в форме равнобедренной трапеции с расположением основания трапеции со стороны периферии круга, ограничивает номенклатуру твердых смазок, которые могут быть применены для заполнения пазов. В качестве твердых смазок, учитывая действие центробежных сил при вращении шлифовального круга с окружной скоростью 35-60 м/с и более, могут быть применены только составы, обладающие достаточно высоким пределом прочности на растяжение и обеспечивающие высокую прочность сцепления на границе "вставка - шлифовальный круг".
Наиболее близким шлифовальным кругом того же назначения к заявляемому изобретению по совокупности признаков является прерывистый шлифовальный круг с радиальным расположением пазов на его торцах (см. Якимов А.В. Оптимизация процесса шлифования. М.: Машиностроение, 1975.- С. 68), принятый за прототип. Пазы, выполненные на одном торце, смещены относительно пазов на другом торце наполовину центрального угла расположения пазов.
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного шлифовального круга, принятого за прототип, относится следующее:
а) шлифование прерывистыми кругами выполняют, как правило, с применением смазочно-охлаждающих жидкостей (СОЖ). Однако, так как прерывистый круг генерирует мощные торцевые и окружные воздушные потоки, препятствующие попаданию СОЖ в зону обработки и на рабочую поверхность круга, эффективность и степень использования СОЖ весьма невелики;
б) в силу указанных выше причин происходит сильное разбрызгивание СОЖ и туманообразование;
в) в связи с расположением пазов на торцах круга с равномерным угловым шагом в процессе обработки могут возникать автоколебания, неблагоприятно сказывающиеся на качестве шлифованных поверхностей деталей.
Сущность изобретения заключается в следующем. Резкое повышение в последнее время стоимости шлифовальных кругов сделало особенно актуальной проблему повышения их стойкости (уменьшения расхода). Одним из путей повышения стойкости шлифовальных кругов является усиление эффективности действия применяемых СОТС, а также снижение колебаний, возникающих в процессе обработки, что может быть обеспечено за счет совершенствования конструкций шлифовальных кругов.
Технический результат - повышение стойкости шлифовального круга, снижение автоколебаний при шлифовании.
Указанный технический результат при осуществлении изобретения достигается тем, что в известном шлифовальном круге, на торцах которого выполнены пазы для подвода СОТС, пазы выполнены в радиальном направлении и в поперечном сечении в форме равнобедренной трапеции с расположением большего основания трапеции в радиальном направлении со стороны посадочного отверстия круга, а в поперечном сечении - со стороны торца круга; длина пазов на 1-2 мм превышает величину разности радиусов нового Rк и предельно изношенного Rи кругов; глубина пазов hп на 0,5-1,0 мм превышает величину, равную половине высоты круга Hк, пазы заполнены твердой смазкой. Пазы выполнены с неравномерным угловым шагом, который увеличивается от ϕmin до ϕmax при изменении центрального угла от 0 до 180o и от 180 до 360o, при этом минимальный угловой шаг ϕmin расположения пазов на одном торце круга должен отвечать зависимости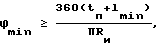
где tп - длина большого основания паза, мм;
lmin - минимально допустимое по условию прочности расстояние между двумя ближайшими пазами, расположенными на противоположных торцах круга;
Rи - радиус допустимого износа круга, мм,
каждый паз на одном из торцов круга расположен симметрично относительно двух соседних пазов на противоположном торце круга.
Наличие твердой смазки в пазах круга позволяет существенно усилить смазочное действие СОТС за счет полного исключения негативного влияния воздушных потоков и гарантированного проникновения твердой смазки в зону контакта шлифовального круга и заготовки. В результате этого значительно снижается теплонапряженность шлифования, уменьшается износ (расход) шлифовального круга и повышается его стойкость. Значительно уменьшается разбрызгивание СОЖ, подаваемой поливом, что способствует усилению ее охлаждающего и моющего действий. Трапецеидальная в радиальном направлении форма пазов препятствует выпадению твердой смазки под действием центробежной силы при вращении круга и позволяет использовать в качестве твердой смазки составы, "бруски" которых имеют относительно невысокую прочность. Благодаря тому что в поперечном сечении пазы имеют форму равнобедренной трапеции, обеспечивается процесс прессования круга с пазами. При длине пазов, на 1-2 мм большей величины разности радиусов нового и предельно изношенного кругов, гарантируется полное использование твердой смазки к концу периода эксплуатации шлифовального круга. Наличие в круге пазов, глубина которых превышает на 0,5-1,0 мм величину, равную половине высоты шлифовального круга, позволяет обеспечить равномерное смазочное действие по всей высоте шлифовального круга. Неравномерное угловое расположение пазов препятствует возникновению в процессе обработки автоколебаний, приводящих к появлению волнистости и тем самым снижающих качество обработанных поверхностей деталей.
Проведенный заявителем анализ уровня техники, включающий поиск по патентным и научно-техническим источникам информации, выявление источников, содержащих сведения об аналогах заявленного изобретения, не позволил обнаружить аналог, характеризующийся признаками, тождественными всем существенным признакам заявляемого изобретения. Определение из перечня выявленных аналогов прототипа как наиболее близкого по совокупности существенных признаков аналога позволило выявить совокупность существенных по отношению к усматриваемому заявителем техническому результату отличительных признаков в заявляемом шлифовальном круге, изложенных в формуле изобретения. Следовательно, заявляемое изобретение соответствует условию "новизна".
Для проверки соответствия заявляемого изобретения условию "изобретательский уровень" заявитель провел дополнительный поиск известных решений, чтобы выявить признаки, совпадающие с отличительными от прототипа признаками заявляемого шлифовального круга. Результаты поиска показали, что заявляемое изобретение не вытекает явным образом для специалиста из известного уровня техники, определенного заявителем, не выявлено влияние предусматриваемых существенными признаками заявленного изобретения преобразований на достижение технического результата. Описываемое изобретение не основано на изменении количественных признаков, представлении их во взаимосвязи либо изменении их вида. Следовательно, заявляемое изобретение соответствует условию "изобретательский уровень".
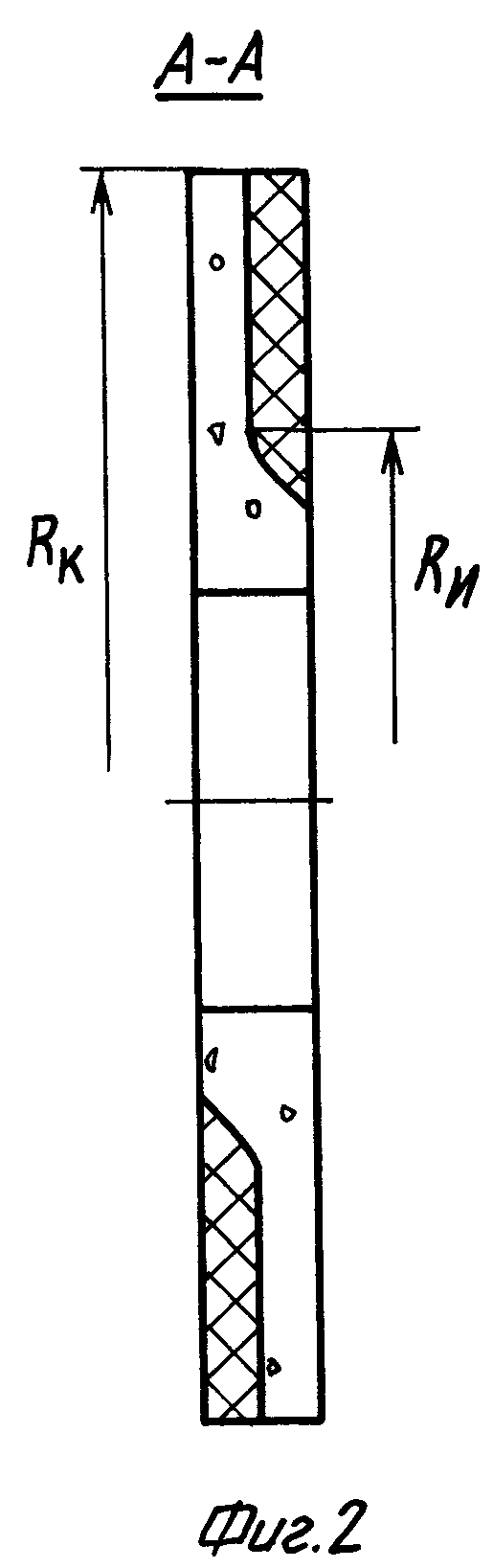
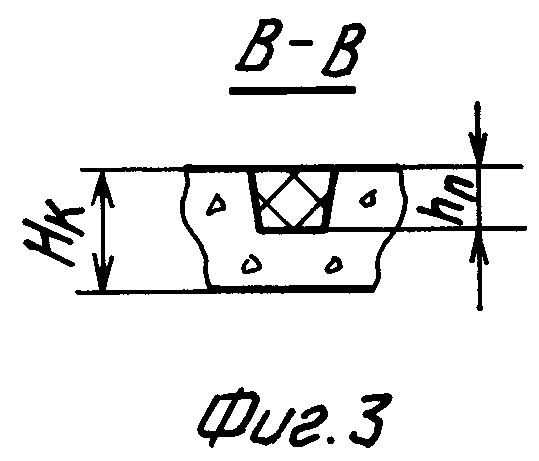
На чертежах представлено: на фиг. 1 - общий вид шлифовального круга; на фиг. 2 - разрез A-A; на фиг. 3 - разрез B-B.
Заявляемое изобретение содержит шлифовальный круг 1 с радиальными пазами 2, выполненными на обоих его торцах и заполненными твердой смазкой (фиг. 1). Пазы в радиальном направлении выполнены в форме равнобедренной трапеции с расположением ее большего основания со стороны посадочного отверстия круга (фиг. 1). В поперечном сечении пазы также выполнены в форме равнобедренной трапеции с расположением ее большего основания со стороны торца круга (фиг. 3). Глубина паза hп на 0,5-1,0 мм больше величины, равной половине высоты круга Hк (фиг. 3). Длина паза на 1-2 мм превышает величину разности радиусов нового Rк и предельно изношенного Rи кругов: l = (Rк - Rи) + (1-2 мм). Пазы на одном торце смещены относительно пазов на другом торце и выполнены с неравномерным угловым шагом, который увеличивается от ϕmin до ϕmax при изменении центрального угла от 0 до 180o и от 180 до 360o. Каждый паз на одном из торцов круга расположен симметрично относительно двух соседних пазов на противоположном торце круга.
Шлифовальный круг работает следующим образом. При диспергировании материала обрабатываемой заготовки режущими зернами шлифовального круга и его пластическом деформировании давящими зернами в зоне контакта происходит интенсивное тепловыделение. Под его воздействием часть смазки, находящейся в пазах на уровне периферийной поверхности круга, переходит из твердого агрегатного состояния в жидкое и наносится при вращении круга тонким слоем на обрабатываемую поверхность заготовки, а также пропитывает объемы круга, расположенные в непосредственной близости к пазам. В результате этого смазка равномерно распределяется по зоне контакта, обеспечивая эффективное смазочное действие и снижение трения абразивных зерен по материалу обрабатываемой заготовки, уменьшаются теплонапряженность процесса шлифования и интенсивность износа шлифовального круга, повышаются его стойкость и работоспособность. Неравномерное угловое расположение пазов препятствует возникновению в процессе обработки автоколебаний, вследствие чего повышаются качество и точность обработанных поверхностей деталей.
Таким образом, вышеизложенные сведения свидетельствуют о выполнении при использовании заявляемого шлифовального круга следующей совокупности условий:
- шлифовальный круг, воплощающий заявляемое изобретение при его осуществлении, предназначен для использования в машиностроении, а именно на операциях шлифования заготовок с применением шлифовальных кругов и СОТС;
- для заявляемого шлифовального круга в том виде, как он охарактеризован в независимом пункте формулы изобретения, подтверждена возможность его осуществления с помощью описанных в заявке или известных до даты приоритета средств и методов;
- шлифовальный круг, воплощающий заявляемое изобретение при его осуществлении, способен обеспечить достижение усматриваемого заявителем технического результата.
Следовательно, заявляемое изобретение соответствует критерию "промышленная применимость".
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕРЫВИСТЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 1998 |
|
RU2153974C2 |
| КОМПОЗИЦИОННЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 1998 |
|
RU2153972C2 |
| ШЛИФОВАЛЬНЫЙ КРУГ | 1996 |
|
RU2113342C1 |
| ШЛИФОВАЛЬНЫЙ КРУГ | 1996 |
|
RU2153971C2 |
| КОМПОЗИЦИОННЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 1997 |
|
RU2155670C2 |
| ШЛИФОВАЛЬНЫЙ КРУГ | 1999 |
|
RU2163535C1 |
| ШЛИФОВАЛЬНЫЙ КРУГ | 1996 |
|
RU2153412C2 |
| АБРАЗИВНЫЙ КРУГ (ВАРИАНТЫ) | 1996 |
|
RU2160661C2 |
| КОМПОЗИЦИОННЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 2001 |
|
RU2193962C1 |
| СБОРНЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 1999 |
|
RU2167048C1 |
Изобретение может быть использовано в машиностроении на операциях шлифования металлов и сплавов. На торцах шлифовального круга выполнены пазы в форме равнобедренной трапеции для подвода смазочно-охлаждающего технологического средства (СОТС). Большее основание трапеции расположено в радиальном направлении со стороны посадочного отверстия круга, в поперечном сечении - со стороны торца круга. Пазы на одном торце смещены относительно пазов на другом торце и выполнены с неравномерным угловым шагом, который увеличивается от ϕmin до ϕmax при изменении центрального угла от 0 до 180° и от 180 до 360°. Каждый паз на одном из торцов круга расположен симметрично относительно двух соседних пазов на противоположном торце круга. Приведены рекомендации по выбору длины и глубины пазов. Такая конструкция позволяет усилить смазочное действие СОТС, снизить теплонапряженность, износ шлифовального круга, обеспечивает равномерное смазочное действие, препятствует возникновению автоколебаний в процессе обработки. 3 ил.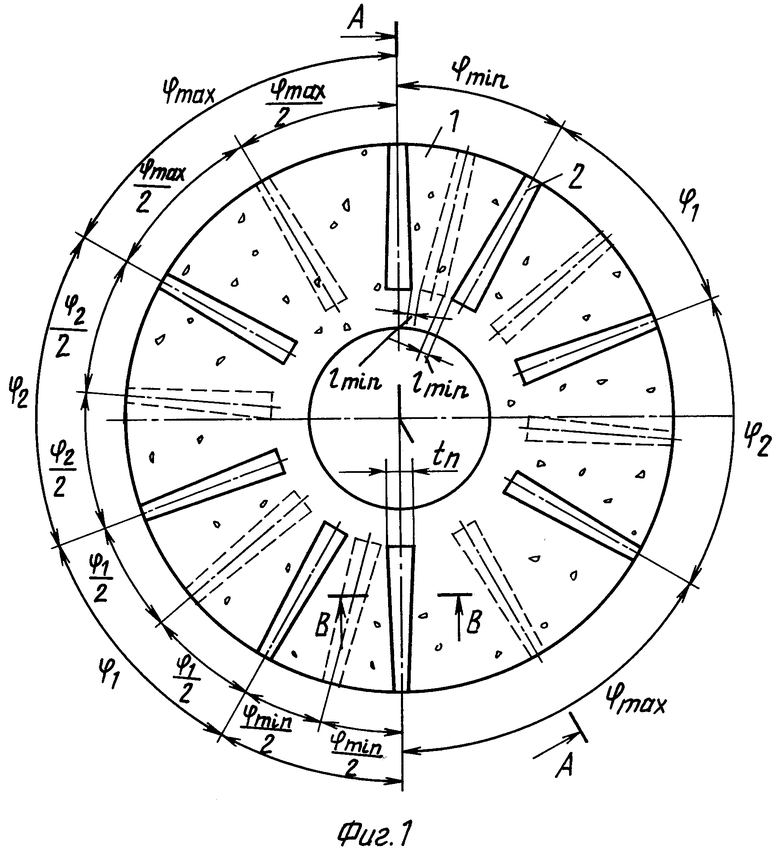
Шлифовальный круг, на торцах которого выполнены радиальные пазы для подвода СОЖ, отличающийся тем, что пазы выполнены в радиальном направлении и в поперечном сечении в форме равнобедренной трапеции с расположением большего основания трапеции в радиальном направлении со стороны посадочного отверстия круга, а в поперечном сечении - со стороны торца круга, длина пазов на 1 - 2 мм превышает величину разности радиусов нового Rк и предельно изношенного Rи кругов, глубина пазов hп на 0,5 - 1,0 мм превышает величину, равную половине высоты круга Нк, пазы заполнены твердой смазкой и выполнены с неравномерным угловым шагом, который увеличивается от ϕmin до ϕmax при изменении центрального угла от 0 до 180o и от 180 до 360o, при этом минимальный угловой шаг ϕmin расположения пазов на одном торце круга выбран из условия
где tп - длина большего основания паза, мм;
lmin - минимально допустимое по условию прочности расстояние между двумя ближайшими пазами, расположенными на противоположных торцах круга;
Rи - радиус допустимого износа круга, мм,
а каждый паз на одном из торцов круга расположен симметрично относительно двух соседних пазов на противоположном торце круга.
| Якимов А.В | |||
| Оптимизация процесса шлифования | |||
| - М.: Машиностроение, 1975, с.68 | |||
| ШЛИФОВАЛЬНЫЙ КРУГ | 1996 |
|
RU2113342C1 |
| Прерывистый абразивный круг | 1974 |
|
SU517478A2 |
| Шлифовальный круг | 1987 |
|
SU1440683A1 |
| Шлифовальный круг | 1984 |
|
SU1215971A1 |
| GB 1441899, 07.07.1976. | |||
