Изобретение относится к машиностроению, а именно к абразивным инструментам, предназначенным для шлифования металлов и сплавов.
Известен шлифовальный круг, выполненный в виде корпуса с пазами в форме "ласточкина хвоста" (авт. св. СССР 779058, B 24 D 5/06, 1980), в которых установлены на упругие прокладки абразивные сегменты. К причинам, препятствующим достижению указанного ниже технического результата при использовании данного круга, относится то, что прерывистость поверхности круга ухудшает условия для проникновения смазочно-охлаждающей жидкости (СОЖ) в зону шлифования и реализации ее смазочного действия, что в ряде случаев не позволяет достичь требуемой стойкости шлифовальных кругов. Кроме того, в процессе работы такого круга возможно увеличение амплитуды его вынужденных колебаний, что отрицательно сказывается на качестве шлифованных поверхностей. При работе такого круга отмечается повышенный шум по сравнению со шлифованием кругом со сплошной рабочей поверхностью.
Известен абразивный инструмент, выполненный в виде установленных в корпусе концентрично его оси и расположенных с возможностью поворота абразивных элементов (авт. св. СССР 802006, B 24 D 5/00). К причинам, препятствующим достижению указанного ниже технического результата при использовании данного круга, так же как и предыдущего аналога, относится то, что прерывистость поверхности круга ухудшает условия для проникновения СОЖ в зону шлифования и реализации ее смазочного действия, что в ряде случаев не позволяет обеспечить требуемую работоспособность и стойкость шлифовальных кругов. Кроме того, в процессе работы такого круга возможно увеличение амплитуды его вынужденных колебаний, что отрицательно сказывается на качестве шлифованных поверхностей. При работе такого круга отмечается повышенный шум по сравнению со шлифованием кругом со сплошной рабочей поверхностью.
Наиболее близким шлифовальным кругом того же назначения к заявляемому изобретению по совокупности признаков является сборный шлифовальный круг, состоящий из абразивных элементов, установленных посредством упругих элементов в пазах корпуса (см. авт.св. СССР 772836, B 24 D 7/06, 1980), принятый за прототип. К причинам, препятствующим достижению указанного ниже технического результата при использовании известного сборного шлифовального круга, принятого за прототип, относится негативное влияние прерывистости рабочей поверхности круга на проникновение СОЖ в зону шлифования и эффективность ее смазочного действия, увеличение амплитуды вынужденных колебаний и повышенный шум при шлифовании таким кругом. Перечисленные недостатки не позволяют в ряде случаев достичь требуемой стойкости круга, отрицательно сказываются на качестве шлифованных поверхностей деталей.
Сущность изобретения заключается в следующем.
Резкое повышение в последнее время стоимости шлифовальных кругов сделало особенно актуальной проблему повышения их стойкости. Одним из путей повышения стойкости и работоспособности шлифовальных кругов, в том числе и сборных, является усиление эффективности смазочного действия применяемых смазочно-охлаждающих технологических средств (СОТС) путем создания условий для их гарантированного проникновения в зону контакта круга и заготовки, что может быть обеспечено за счет совершенствования конструкции сборных шлифовальных кругов.
Технический результат - повышение стойкости сборных шлифовальных кругов и повышение эффективности действия СОТС.
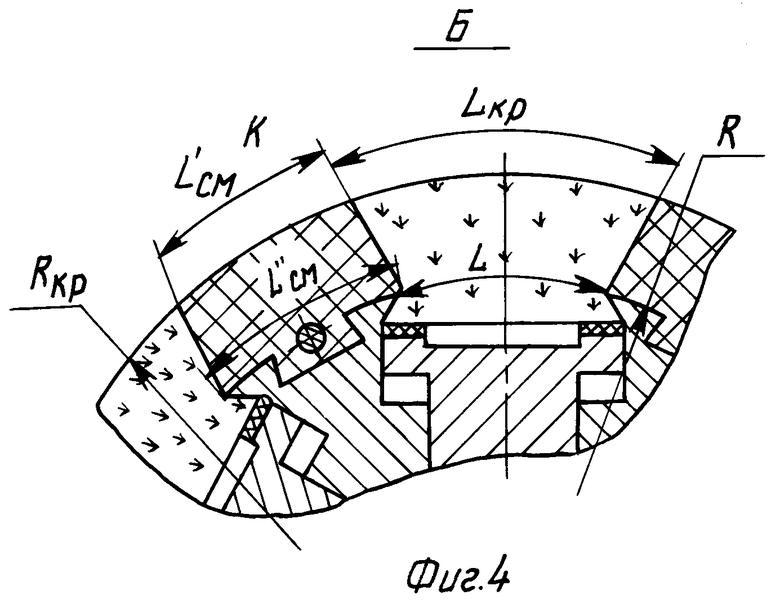
Указанный технический результат при осуществлении изобретения достигается тем, что в известном сборном шлифовальном круге, состоящем из абразивных сегментов, установленных посредством упругих элементов и толкателей в пазах металлического корпуса и закрепленных в осевом направлении с помощью фланца и болтов, особенность заключается в том, что в пазы корпуса, выполненные в форме "ласточкина хвоста", в промежутках между абразивными сегментами без зазора установлены сегменты твердой смазки, у которых длина дуги L'см на радиусе Rкр рабочей поверхности круга равна длине дуги К впадин на рабочей поверхности круга, длина дуги смазочного сегмента на радиусе R наружной поверхности металлического корпуса L''см=K+(5...6), длина дуги абразивных сегментов на радиусе R наружной поверхности металлического корпуса
где n - число абразивных сегментов в круге.
В нижней части сегментов твердой смазки выполнены отверстия для размещения болтов крепления фланца к корпусу круга.
Введение в сборный шлифовальный круг в промежутки между абразивными сегментами без зазора сегментов твердой смазки позволяет значительно усилить эффективность смазочного действия СОТС за счет обеспечения гарантированного ее проникновения в зону контакта шлифовального круга и заготовки, а следовательно, уменьшить интенсивность износа абразивных зерен и повысить стойкость круга. Заполнение промежутков между абразивными сегментами твердой смазкой улучшает также условия для подвода СОЖ, способствует снижению разбрызгивания СОЖ, амплитуды вынужденных колебаний и шума при шлифовании таким кругом.
Применение абразивных сегментов, у которых длина дуги на радиусе R наружной поверхности металлического корпуса,  меньше длины дуги на радиусе Rкр рабочей поверхности круга, способствует удержанию сегментов твердой смазки в круге при его вращении с рабочей угловой скоростью. Гарантированное удержание сегментов твердой смазки в круге обеспечивают их установка в пазы корпуса, выполненные в форме "ласточкина хвоста" в промежутках между абразивными сегментами, и болты для крепления фланца к корпусу круга.
меньше длины дуги на радиусе Rкр рабочей поверхности круга, способствует удержанию сегментов твердой смазки в круге при его вращении с рабочей угловой скоростью. Гарантированное удержание сегментов твердой смазки в круге обеспечивают их установка в пазы корпуса, выполненные в форме "ласточкина хвоста" в промежутках между абразивными сегментами, и болты для крепления фланца к корпусу круга.
Проведенный заявителем анализ уровня техники, включающий поиск по патентным и научно-техническим источникам информации, выявление источников, содержащих сведения об аналогах заявленного изобретения, позволил установить, что заявитель не обнаружил аналог, характеризующийся признаками, тождественными всем существенным признакам заявляемого изобретения. Определение из перечня выявленных аналогов прототипа как наиболее близкого по совокупности существенных признаков аналога позволил выявить совокупность существенных по отношению к усматриваемому заявителем техническому результату отличительных признаков в заявляемом сборном шлифовальном круге, и изложенных в формуле изобретения. Следовательно, заявляемое изобретение соответствует условию "новизна".
Для проверки соответствия заявляемого изобретения условию "изобретательский уровень" заявитель провел дополнительный поиск известных решений, чтобы выявить признаки, совпадающие с отличительными от прототипа признаками заявляемого сборного шлифовального круга. Результаты поиска показали, что заявляемое изобретение не вытекает явным образом для специалиста из известного уровня техники, определенного заявителем, не выявлено влияние предусматриваемых существенными признаками заявленного изобретения преобразований на достижение технического результата. Описываемое изобретение не основано на изменении количественных признаков, представлении их во взаимосвязи либо изменении их вида. Следовательно, заявляемое изобретение соответствует уровню "изобретательский уровень".
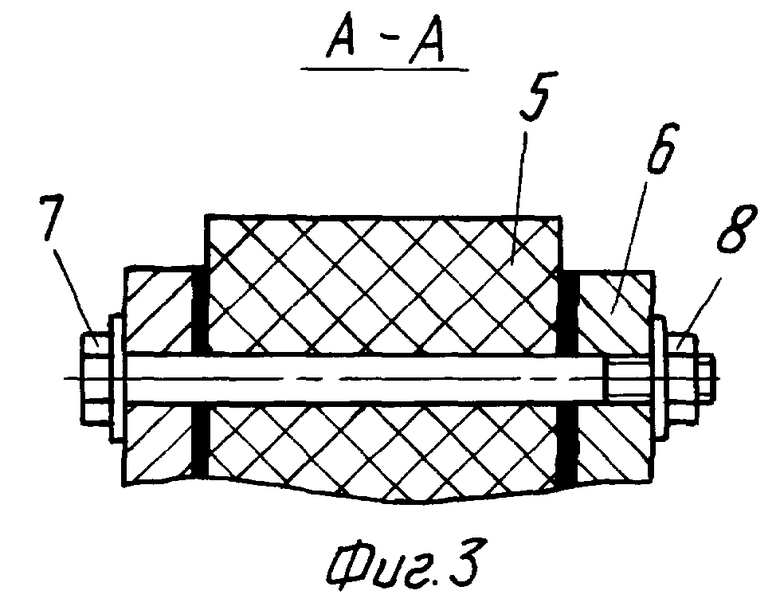
На чертежах представлено: на фиг.1 изображен общий вид сборного шлифовального круга; на фиг. 2 изображен вид слева по фиг. 1; на фиг. 3 изображен разрез А-А на фиг. 1; на фиг.4 изображен местный вид Б на фиг.2.
Заявляемое изобретение содержит сборный шлифовальный круг, состоящий из металлического корпуса 1, в котором посредством упругих элементов 2 и толкателей 3 установлены абразивные сегменты 4, в промежутки между абразивными сегментами 4 без зазора установлены элементы твердой смазки 5, у которых длина дуги L'см, на радиусе Rкр рабочей поверхности круга равна длине дуги K впадины на рабочей поверхности круга, длина дуги смазочного сегмента на радиусе R наружной поверхности металлического корпуса L''см =K+(5...6), длина дуги абразивных сегментов на радиусе R наружной поверхности металлического корпуса
где n - число абразивных сегментов в круге.
Крепление абразивных сегментов и сегментов твердой смазки в осевом направлении выполнено с помощью фланца 6, болтов 7 (фиг. 1) и гаек 8 (фиг. 3). Между фланцем 6 и абразивными сегментами 4, а также между этими сегментами и фланцем корпуса установлены прокладки 9 (фиг. 1).
Перед установкой на шпиндель круг должен быть собран.
Сборка круга осуществляется в следующей последовательности: корпус 1 ставят торцом А на верстак, вставляют в пазы корпуса 1 толкатели 3, упругие элементы 2 и устанавливают абразивные сегменты 4. Вставляют в промежутки между абразивными сегментами 4 элементы твердой смазки 5. Устанавливают фланец 6, в отверстия фланца вставляют болты 7 и заворачивают гайки 8. Затем фиксируют круг на шпинделе 10 при помощи гайки 11.
Сборный шлифовальный круг работает следующим образом. При диспергировании материала обрабатываемой заготовки режущими зернами абразивных сегментов 4 и его пластическом деформировании давящими зернами в зоне контакта происходит интенсивное тепловыделение, под воздействием которого часть смазки, находящейся в промежутке между абразивными сегментами 4 на уровне периферийной поверхности круга переходит из твердого агрегатного состояния в жидкое и наносится при вращении круга тонким слоем на обрабатываемую поверхность заготовки, а также пропитывает объемы сегментов 4, расположенные в непосредственной близости к элементам твердой смазки 5. В результате этого смазка равномерно распределяется по зоне контакта, обеспечивая эффективное смазочное действие и снижение трения абразивных зерен по материалу обрабатываемой заготовки, уменьшается теплонапряженность процесса шлифования и интенсивность износа шлифовального круга, повышаются его стойкость и работоспособность. Увеличивается эффективность использования СОТС.
Таким образом, вышеизложенные сведения свидетельствуют о выполнении при использовании заявляемого сборного шлифовального круга следующей совокупности условий:
- сборный шлифовальный круг, воплощающий заявляемое изобретение при его осуществлении, предназначен для использования в машиностроении, а именно на операциях шлифования заготовок с применением шлифовальных кругов и СОТС;
- для заявляемого сборного шлифовального круга в том виде, как он охарактеризован в независимом пункте формулы изобретения, подтверждена возможность его осуществления с помощью описанных в заявке или известных до даты приоритета средств и методов;
- сборный шлифовальный круг, воплощающий заявляемое изобретение при его осуществлении, способен обеспечить достижение усматриваемого заявителем технического результата.
Следовательно, заявляемое изобретение соответствует критерию "промышленная применимость".
| название | год | авторы | номер документа |
|---|---|---|---|
| СБОРНЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 2000 |
|
RU2176588C1 |
| СБОРНЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 1999 |
|
RU2147275C1 |
| СБОРНЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 1999 |
|
RU2167048C1 |
| АБРАЗИВНЫЙ КРУГ (ВАРИАНТЫ) | 1996 |
|
RU2160661C2 |
| СБОРНЫЙ АБРАЗИВНЫЙ КРУГ | 1996 |
|
RU2153970C2 |
| ШЛИФОВАЛЬНЫЙ КРУГ | 1996 |
|
RU2115536C1 |
| ШЛИФОВАЛЬНЫЙ КРУГ | 1998 |
|
RU2153975C2 |
| КОМПОЗИЦИОННЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 1997 |
|
RU2155670C2 |
| ПРЕРЫВИСТЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 1998 |
|
RU2153974C2 |
| СПОСОБ ШЛИФОВАНИЯ | 1997 |
|
RU2152861C2 |
Изобретение относится к абразивным инструментам для шлифования металлов и сплавов. Сборный шлифовальный круг выполнен из абразивных сегментов, установленных посредством упругих элементов и толкателей в пазах металлического корпуса. Абразивные сегменты закреплены в осевом направлении с помощью фланца и болтов. Пазы корпуса выполнены в форме "ласточкина хвоста". Сегменты твердой смазки установлены без зазора в промежутках между абразивными сегментами. В нижней части сегментов выполнены отверстия для размещения болтов крепления фланца к корпусу круга. Приведены расчетные формулы для определения длины дуги абразивных сегментов и сегментов твердой смазки. При работе круга обеспечивается эффективное смазочное действие и снижение трения абразивных зерен по материалу обрабатываемой заготовки. Уменьшается теплонапряженность процесса и интенсивность износа круга, что повышает его стойкость и работоспособность. Применение такой конструкции увеличивает эффективность использования смазочно-охлаждающего технологического средства. 4 ил.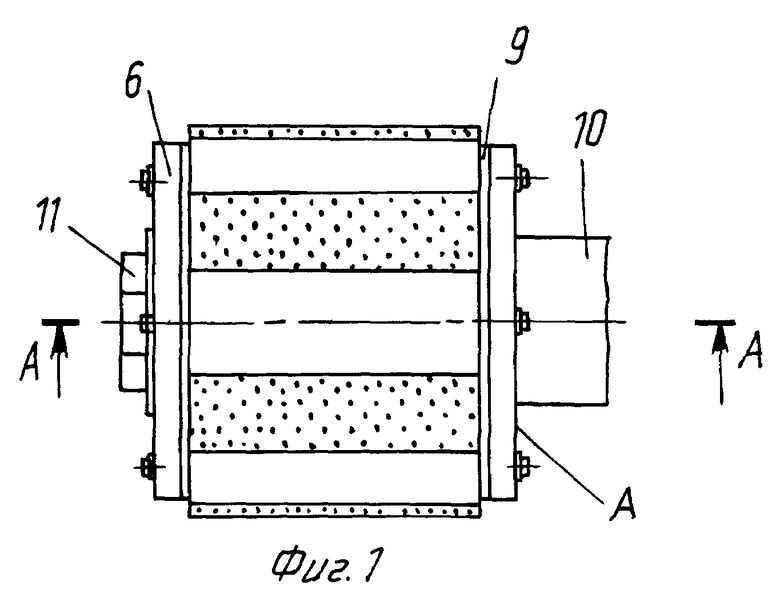
Сборный шлифовальный круг, состоящий из абразивных сегментов, установленных посредством упругих элементов и толкателей в пазах металлического корпуса и закрепленных в осевом направлении с помощью фланца, болтов и гаек, отличающийся тем, что он снабжен расположенными в промежутках между абразивными сегментами без зазора сегментами твердой смазки, установленными в пазах в форме "ласточкина хвоста", выполненных в корпусе, и имеющими в нижней части отверстия для размещения болтов крепления фланца к корпусу круга, при этом длина дуги L'см сегмента твердой смазки на радиусе Rкр рабочей поверхности круга равна длине дуги K впадины на рабочей поверхности круга, длина дуги сегмента твердой смазки на радиусе R наружной поверхности металлического корпуса L''см = K + (5 ... 6), а длина дуги абразивных сегментов на радиусе R наружной поверхности металлического корпуса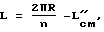
где n - число абразивных сегментов в круге.
| Сборный абразивный круг | 1979 |
|
SU772836A1 |
| Абразивный круг | 1978 |
|
SU779058A1 |
| Прерывистый абразивный круг | 1974 |
|
SU517478A2 |
| Шлифовальный круг | 1987 |
|
SU1440683A1 |
| Шлифовальный круг | 1975 |
|
SU595140A2 |
| GB 1441899, 07.07.1976. | |||
