Предполагаемое изобретение относится к упаковочной технике, конкретно к машинам для производства упаковок из лент, в которых выдавливают карманы для таблеток (так называемые блистерные упаковки - см. напр. журнал "Тара и Упаковка", N 2, 1992, с.20).
Известно устройство для формования ленточного упаковочного материала, содержащее питатель с барабанами для лент, бесконечный транспортер с ячейками, нагреватель, ролики, вдавливающие ленты в ячейки для формирования упаковочных полуформ, механизм для соединения полуформ в форму, трубопровод для заполнения форм полезным наполнителем, обрезное устройство и приемник для заполненных форм (см. патент СССР N 573122, кл. B 65 B 47/04, приоритет 1974 г). Данное устройство, предназначенное для производства форм типа пластмассовых бутылок, не пригодно для изготовления блистерных упаковок.
Известен также способ производства блистерных упаковок, включающий симметричное формирование карманов в базовой и покрывающей ленте, соединение лент в плоскости симметрии с образованием линий, разделяющих двусторонние упаковочные формы (см. патент США N 6,055,794, МПК B 65 B 047/00, приоритет 1999 г. ). В указанном способе не раскрыта технология маркировки индивидуальной упаковки перед ее вырубкой из бесконечной ленты с формами.
Наиболее близким по технической сути к предполагаемому изобретению является агрегат для производства блистерных упаковок и расфасовки их в картонные коробки (см. патент США N 5,081,816, МПК B 65 B 57/10, публ. 1992 г. - прототип). Данный агрегат состоит из трех устройств, соединенных в единую технологическую линию. Первое устройство содержит бобину с базовой лентой, нагреватель ленты, узел формирования карманов в базовой ленте, бункер для загрузки таблеток, стол для таблеток, узел заполнения карманов таблетками, бобину с покрывочной лентой, устройство для прикрепления покрывочной ленты к базовой и узел маркировки блистерных упаковок.
Второе устройство содержит конвейер с устройствами для вырубки и сортировки блистерных упаковок, узел складывания упаковок в стопки и устройство выдачи стопки. Третье устройство содержит узел изготовления картонной коробки, узел приема стопки блистерных упаковок и ее размещения внутри коробки, узел выдачи коробки с упаковками.
К недостаткам прототипа следует отнести его громоздкость и определенную "жесткость" компоновки узлов маркировки и вырубки, затрудняющую быструю переустановку устройства на производство блистерной упаковки для таблеток другого типоразмера.
Техническая задача состоит в упрощении конструкции путем совмещения операций маркировки и вырубки упаковки в одном узле.
Технический результат достигается тем, что в устройстве для формования упаковок с карманами, содержащем приводной барабан, питатель с бесконечной базовой лентой, узел формования карманов в базовой ленте, бункер для пакуемых элементов, преимущественно таблеток, сообщенный со столом для размещения таблеток в карманах, бобину с бесконечной покрывочной лентой, узел наклеивания покрывочной ленты на базовую ленту, устройство маркировки, включающее сменные маркировочные литеры, узел вырубки индивидуальной упаковки из ленты, содержащий стол, как минимум два вырубных штампа, имеющих рубящие выступы, выполненные с возможностью захода в пазы на столе, маркировочные литеры установлены на штампах вдоль рубящих выступов с их внутренней стороны, при этом штампы расположены в шахматном порядке относительно направления движения ленты.
Устройство отличается также тем, что питатель с базовой лентой и бобина с покрывочной лентой установлены по разные стороны стола для таблеток, при этом оси питателя и бобины расположены симметрично относительно горизонтальной плоскости, проходящей через ось приводного барабана. Устройство отличается также тем, что бункер сообщен со столом при помощи съемного многоручьевого лотка, у которого число ручьев равно числу дорожек карманов на базовой ленте.
Достигаемый технический результат состоит в том, что устройство маркировки конструктивно совмещено с устройством вырубки в едином функциональном узле. Это значит, что технологическая линия стала на один узел короче (упрощение конструкции). Кроме того, размещение штампов в шахматном порядке обеспечивает их быструю замену при переходе на другие типоразмеры упаковок.
Конструкция конкретного устройства (блистерной машины) поясняется чертежами, на которых показаны следующие виды: фиг. 1 - общий вид компоновки основных узлов машины, фиг. 2 - вид узла для маркировки и вырубки упаковки, фиг. 3 - вид A по фиг. 2.
Блистерная машина содержит приводной барабан 1, бобину 2 с базовой лентой 3, направляющие ролики 4, узел формирования карманов в базовой ленте, включающий нагреватель 5 и формирующий барабан 6, обводной ролик 7, бункер 8 для таблеток, лоток 9, стол 10.
Для обеспечения более плавного хода бобина 11 для покрывочной ленты 12 установлена симметрично относительно узла 13 наклеивания ленты 12 на базовую ленту 3. На подпружиненном рычаге закреплен натяжной ролик 14, после которого установлен обводной ролик 15.
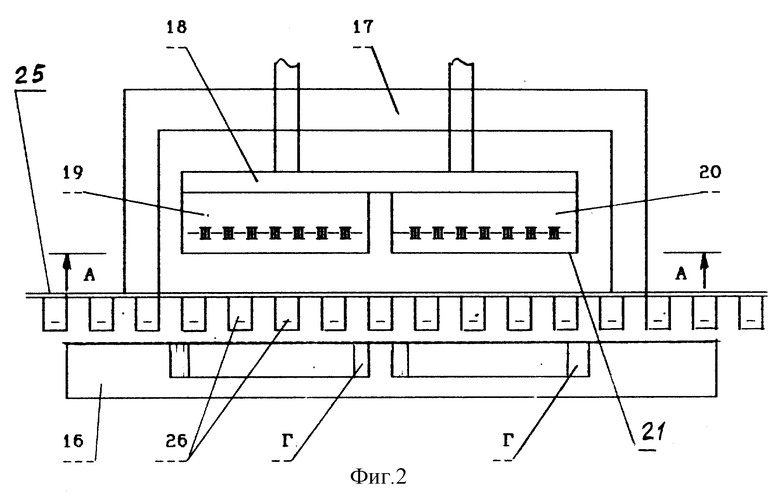
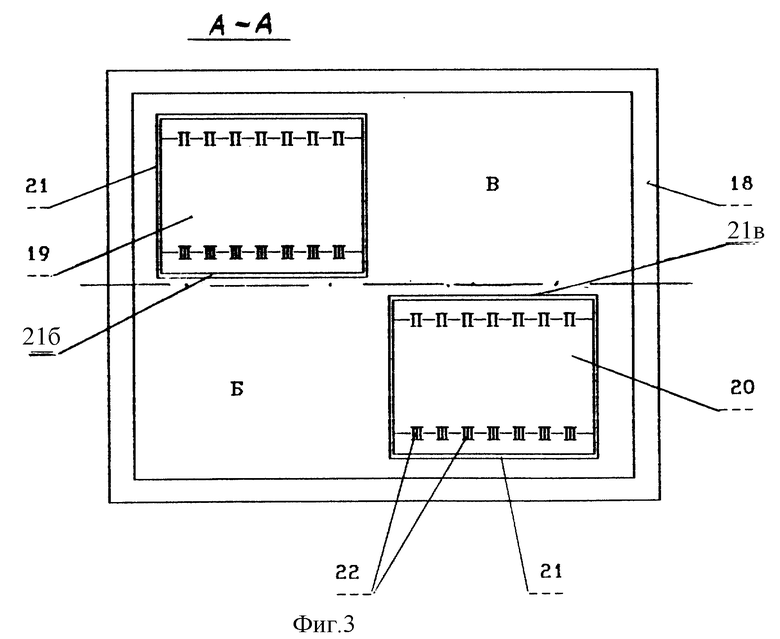
Узел маркировки и вырубки содержит столик 16 с порталом 17, на котором подвижно закреплена траверса 18 со штампами 19, 20, установленными в шахматном порядке так, что на рабочей плоскости траверсы 18 остаются свободные зоны "Б" и "В". Штампы имеют острые выступы 21, расположенные по периметру с возможностью захода в прямоугольные пазы "г", выполненные в столике 16. На штампах вдоль выступов 21 закреплены съемные литеры 22, предназначенные для маркировки индивидуальной упаковки.
Машина также оборудована барабаном 23 для смотки отходной ленты и маховиком 24 ручного привода. Позицией 25 обозначена готовая форма в виде бесконечной блистерной ленты с карманами 26, в которых упакованы таблетки.
Для подготовки блистерной машины к работе устанавливают бобину 2 с базовой лентой 3 и бобину 11 с покрывочной лентой 12. Ленту 3 пропускают через ролики 4 в нагреватель 5, заправляют в барабан 6, располагают на столе 10, протягивают в барабан 1 вместе с лентой 12. Вращая при помощи маховика 24 барабан 1, проводят сложенные вместе концы лент 3, 12 вокруг роликов 14, 15, пропускают по столику 16 под штампами 19, 20 и заправляют в барабан 23. Бункер 8 заполняют таблетками.
Для включения машины нажимают кнопку "ПУСК" на пульте управления (условно не показан). Барабаны 1, 23 приходят во вращение, ленты 3, 12 начинают сматываться с бобин 3, 11. Нагретая в нагревателе 5 лента 3, попадает на барабан 6, который известным способом (механическим или пневматическим) формирует в ленте карманы для таблеток. Таблетки из бункера попадают на вибростол (условно не показан), который оборудован спиральным спуском, ведущим к лотку. Таблетки сползают по спуску к лотку 9, который имеет направляющие ручьи, число которых равно числу дорожек карманов, отформованных барабаном 6 в ленте 3. Таблетки поштучно сползают по лотку к столу 10 и попадают в карманы 26. Перемещаясь по столу 10, лента 3 попадает в зону узла 13. Здесь происходит наложение ленты 12 на ленту 3 с таблетками в карманах и склеивание лент 3 и 12 в ленту 25.
Полученная таким образом бесконечная ленточная упаковка 25 поступает на столик 16 для вырубки индивидуальных упаковок при помощи штампов 19, 20. При движении траверсы 18 вниз острые выступы 21 штампов пробивают ленту 25 и уходят в пазы "г" в столе 16. Таким образом из бесконечной ленты 25 за один ход траверсы могут быть вырублены сразу две упаковки, которые при дальнейшем движении ленты 25 проваливаются в окна в ленте и попадают в приемник (условно не показан). Остатки ленты 25 сматываются на барабан 23.
Штампы 19, 20 могут быть установлены так, что их кромки 21б и 21в будут заходить за осевую линию траверсы в зоны Б и В соответственно (условно не показано на чертеже, поскольку это может составить предмет ноу-хау). Проблема в том, что, согласно требованию стандарта, на одной стороне упаковки должен быть выбит заводской номер, а на другой - дата изготовления. Поэтому каждый штамп должен быть снабжен двумя наборами литеров. Из практических соображений штампы лучше установить так, что штамп 20 будет обрубать сторону упаковки соседней полосы, которую маркирует штамп 19. В этом случае выбитая маркировка имеет хорошее качество и на упаковке не остается широких полей. Кроме того, часто возникает необходимость паковать таблетки больших типоразмеров, для которых требуется широкая полоса 3 и более широкий штамп. В этом случае штамп 19 можно быстро заменить на более широкий, не снимая штампа 20. Для этого съемный лоток 9 заменяют на другой, с широкими ручьями для больших таблеток. При этом выступающая часть широкого штампа (установленного вместо штампа 19) размещается в зоне "Б", не мешая штампу 20. Аналогично, если это более удобно для работы, можно заменить штамп 20 на более широкий. Тогда выступающая часть широкого штампа разместится в зоне "В", а штамп 19 можно не трогать.
Согласно данной схеме на предприятии ОАО "КБ Ротор" (г. Екатеринбург) изготовлен опытный экземпляр блистерной машины и проведены ее испытания, показавшие хорошие результаты.
Поиск по патентному фонду РФ не выявил российских патентов, защищающих аналогичные разработки. Сопоставление с известными зарубежными аналогами показывает, что предлагаемое устройство имеет более простую конструкцию в сравнении, например, с упаковочной машиной, которую предлагает Мариупольский завод медтехники (Украина). Данный технический результат достигается тем, что маркировка и вырубка упаковки на машине, разработанной КБ "Ротор", производится при помощи одного штампа, снабженного маркировочными литерами. Указанное техническое решение не является очевидным, поскольку в известных машинах для аналогичных целей применяют два самостоятельных узла, расположенных на отдельных участках технологической линии и требующих по целому шкафу электрического и механического оборудования.
На основании приведенных выше сведений можно сделать вывод, что данное устройство отвечает критериям новизны, неочевидности и промышленной применимости, в связи с чем предлагается к правовой защите патентом на изобретение.
| название | год | авторы | номер документа |
|---|---|---|---|
| РОТОРНАЯ ТАБЛЕТОЧНАЯ МАШИНА | 2000 |
|
RU2165851C1 |
| УСТАНОВКА ГАЛТОВКИ И ОБЕСПЫЛИВАНИЯ ТАБЛЕТОК | 2003 |
|
RU2247643C2 |
| РОТОРНАЯ ТАБЛЕТОЧНАЯ МАШИНА | 2002 |
|
RU2248277C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗ ПРОВОЛОКИ ВОЛНООБРАЗНОЙ ЛЕНТЫ И АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗ ПРОВОЛОКИ ВОЛНООБРАЗНОЙ ЛЕНТЫ | 2003 |
|
RU2245208C1 |
| РОТОРНЫЙ СМЕСИТЕЛЬ-ГРАНУЛЯТОР | 2000 |
|
RU2174868C1 |
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ С ИСПОЛЬЗОВАНИЕМ ДАВЛЕНИЯ ТЕКУЧЕЙ СРЕДЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2221665C2 |
| ПРЕССОВАЯ УСТАНОВКА ДЛЯ ПРОБИВКИ ОТВЕРСТИЙ В СТАЛЬНОМ ЛИСТЕ | 2001 |
|
RU2211105C2 |
| Автоматическая линия для упаковки изделий в коробки | 1991 |
|
SU1757962A1 |
| СПОСОБ ПРИГОТОВЛЕНИЯ КОНФЕТ "КЛЮКВА В САХАРНОЙ ПУДРЕ" | 1997 |
|
RU2101976C1 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ИЗДЕЛИЙ ИЗ ТЕСТА С НАЧИНКОЙ | 1997 |
|
RU2137370C1 |
Изобретение относится к упаковке таблеток, конкретно к машинам для производства упаковок из пластиковой ленты, в которой выдавливают карманы для таблеток, которые затем покрывают лентой из алюминиевой фольги (так называемые блистерные упаковки). Устройство содержит бобину с пластиковой лентой, барабан для формования карманов для таблеток, бобину с лентой из фольги, узел склеивания лент, узел для маркировки и узел для вырубки упаковки. При этом узел для маркировки совмещен с узлом для вырубки путем установки маркировочных литеров на штампе для вырубки упаковки. Это упрощает конструкцию устройства. 2 з.п. ф-лы, 3 ил.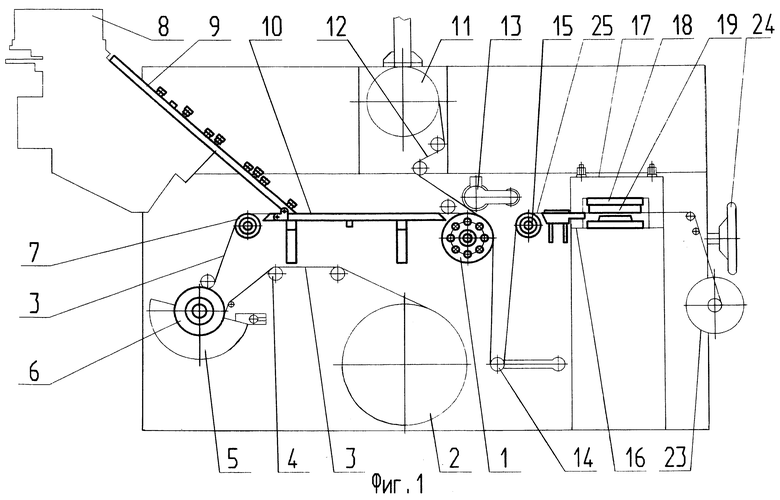
| US 5081816 A, 21.01.1992 | |||
| Устройство для формирования ленточного упаковочного материала | 1975 |
|
SU573122A3 |
| GB 1208674 A, 14.10.1970 | |||
| ГИДРАВЛИЧЕСКИ УСТАНАВЛИВАЕМЫЙ РАЗБУРИВАЕМЫЙ ПАКЕР | 2017 |
|
RU2653196C1 |
| Система и способ выполнения банковской транзакции | 2016 |
|
RU2634174C1 |
| US 4094127 A, 13.06.1978 | |||
| US 4233801 A, 18.11.1980. | |||

