Изобретение относится к технологии изготовления изделий из металлической проволоки и, более конкретно, к способам и машинам для изготовления из проволоки волнообразной ленты, применяемой затем в других производствах в качестве расходного материала при изготовлении различного рода изделий, например заготовок проволочных зажимов для упаковки в гибкую оболочку пищевых продуктов, заготовок элементов электрических резисторных нагревателей, зигзагообразных пружин и т.п.
Известен автомат для изготовления из проволоки волнообразной ленты [1], содержащий последовательно смонтированные на общем основании устройство для разматывания проволоки из бунта и устройство для формообразования из проволоки бесконечной волнообразной ленты, а также устройства для переработки ленты в штучные изделия конечной длины (отрезки волнообразных пружин для мебели). Способ изготовления волнообразной ленты, используемый в указанном автомате, и его устройство не предусматривают отбор волнообразной ленты в виде, удобном для ее транспортирования и дальнейшего использования в других производствах.
Известен также автомат для изготовления из проволоки бесконечной волнообразной ленты в бунтах, содержащий последовательно смонтированные на общем основании устройство для разматывания проволоки из исходного бунта, устройство для формообразования из проволоки бесконечной волнообразной ленты и устройство для сматывания ленты в бунт, с перпендикулярным относительно его оси расположением боковых поверхностей ленты [2].
Устройство для сматывания ленты в бунт в этом известном автомате снабжено подвижным в осевом направлении барабаном, выполненным в виде конуса с пластинчатыми ребрами вдоль образующих конуса, неподвижным в направлении вдоль оси барабана направляющим желобом для подвода ленты к барабану и приводом вращения барабана, кинематически жестко связанным с приводом устройства для формообразования ленты. Сматывание ленты в бунт в этом известном автомате производят путем однослойной спиральной намотки на ребра движущегося в осевом направлении вращающегося конического барабана, при этом по мере осевого перемещения барабана и увеличения диаметра витков за счет взаимодействия впадин ленты с ребрами барабана ленту растягивают, а подачу ленты производят через жесткий направляющий желоб, установленный под прямым углом к оси барабана. После окончания осевого перемещения барабана в свое крайнее заднее положение, остановки автомата и ручной отрезки ленты вблизи направляющего желоба намотанный участок ленты в виде винтовой спирали переменного диаметра снимают с барабана путем его возвратного осевого движения. При этом за счет упора в корпус желоба коническую спираль ленты сжимают в осевом направлении, образуя компактный плоский бунт с перпендикулярным относительно его оси расположением боковых поверхностей ленты и с эквидистантно уложенным профилем ее витков (впадины ленты каждого последующего витка оказываются уложенными на одинаковом расстоянии по отношении к впадинам предыдущего витка, т.е. ″волна в волну"). После ручного скрепления витков между собой с помощью проволочных скруток бунт снимают с барабана.
Получаемые на автомате описанным способом бунты, хотя и обладают максимальной компактностью и удобством при транспортировании, для дальнейшего использования пригодны только в производствах с ручными способами размотки бунта и дальнейшей переработки волнообразной ленты (описанный известный автомат предназначен для производства ленты из проволоки, используемой для ручной сборки различного рода электронагревательных устройств, печей и т.п.). Использование таких бунтов в машинном и, в особенности, в автоматизированном производствах сильно затруднено, так как при описанном способе формирования бунта неизбежными являются значительная разница по шагу между впадинами волнообразной ленты в одном бунте (от начала к концу бунта) и высокая вероятность взаимного заклинивания витков ленты при разматывании. Это обстоятельство приводит к снижению качества производимых из ленты изделий и частым сбоям в устройствах для переработки ленты, порче других компонентов, участвующих вместе с лентой в производстве. Кроме того, используемый в данном известном автомате способ формирования бунта не позволяет получать бунты со значительной длиной ленты, а применение малых бунтов в автоматизированном производстве требует частых остановок оборудования для смены бунтов, что приводит к потере его производительности.
Целью настоящего изобретения является устранение недостатков указанных известных способа и устройств. Изобретением поставлена задача создания такого способа изготовления из проволоки бесконечной волнообразной ленты в бунтах с перпендикулярным относительно их оси расположением боковых поверхностей ленты, который бы обеспечил получение ленты с высокой стабильностью по геометрическим параметрам, с низкой вероятностью заклинивания ее при разматывании бунта и возможностью формирования бунтов со значительной длиной ленты в одном бунте.
Решение поставленной задачи в предлагаемом изобретении достигается тем, что при изготовлении из проволоки бесконечной волнообразной ленты в бунтах, с перпендикулярным относительно оси бунта расположением боковых поверхностей ленты, включающем разматывание проволоки из исходного бунта, формообразование из проволоки бесконечной волнообразной ленты и сматывание волнообразной ленты в бунт, сматывание волнообразной ленты в бунт производят путем спиральной многослойной реверсивной намотки на неподвижную в осевом направлении приводимую во вращение цилиндрическую катушку с параллельными боковыми стенками, при этом витки ленты на внешней поверхности бунта силовым воздействием извне непрерывно в процессе намотки притормаживают и поджимают в направлении к центру бунта и в боковом направлении в сторону предыдущих витков, на участке движения ленты к бунту обеспечивают ее свободное провисание, а при намотке витков, примыкающих к боковым стенкам катушки, ленту подводят под углом 2-4 градуса к внутренней поверхности стенок.
При таком способе изготовления ленты, за счет многослойной намотки ленты на катушку с боковыми стенками обеспечивается возможность получения бунтов с значительным объемом ленты, за счет непрерывного притормаживания всех витков ленты на наружном слое и их поджатия к центру бунта и каждого витка между собой при намотке бунта исключается образование вспучивания отдельных участков витков из-за взаимного вложения впадин, достигается наиболее плотная укладка витков по ширине каждого слоя, за счет обеспечения свободного провисания ленты на участке движения ленты к бунту исключается возможность растяжения ленты и изменения ее геометрических параметров по шагу, а подвод ленты во время намотки крайних витков каждого слоя под углом 2-4 градуса к внутренней поверхности стенок исключает образование повторного нахлеста витков в начале каждого нового слоя, соскакивание после наложения следующего витка и образования вспучивания, приводящего к заклиниванию витков ленты между собой.
Одновременно с решением описанной выше основной задачи, изобретением предусмотрен вариант решения задачи по обеспечению дополнительных, более повышенных требований к изготавливаемой из проволоки волнообразной ленты. Решение этой задачи достигается тем, что перед формообразованием из проволоки волнообразной ленты, проволоку прокатывают и правят.
Далее изобретение решает задачу по обеспечению сохранности бунтов при транспортировке. Это достигается тем, что катушку, на которую сматывают ленту, выполняют съемной, а бунт транспортируют к потребителю вместе с катушкой, или же тем, что катушку, на которую сматывают ленту, выполняют разъемной с возможностью скрепления витков ленты в бунте между собой после сматывания, бунт после намотки скрепляют и отделяют от катушки.
Следующей задачей, поставленной изобретением, является создание автомата для изготовления из проволоки волнообразной ленты с выдачей ленты в виде компактных бунтов с перпендикулярным относительно их оси расположением боковых поверхностей ленты, в котором бы был реализован выше описанный способ.
Решение поставленной задачи в предлагаемом изобретении достигается тем, что в автомате для изготовления из проволоки бесконечной волнообразной ленты в бунтах, с перпендикулярным относительно оси бунта расположением боковых поверхностей ленты, содержащем последовательно смонтированные на общем основании устройство для разматывания проволоки из исходного бунта, устройство для формообразования из проволоки бесконечной волнообразной ленты и устройство для сматывания волнообразной ленты в бунт, устройство для сматывания волнообразной ленты в бунт снабжено неподвижной в осевом направлении вращающейся катушкой, выполненной в виде цилиндрического каркаса с прикрепленными к нему параллельными между собой боковыми стенками, и механизмом для уплотнения укладки витков, выполненным в виде набора качающихся одноплечих пластинчатых рычагов, смонтированных на установленной параллельно оси катушки общей неподвижной оси, каждый из которых упирается своим плечом в наружный слой ленты на бунте, при этом общая высота набора пластинчатых рычагов равна расстоянию между боковыми стенками катушки, количество их равно числу витков ленты, размещающихся в одном слое ленты между стенками катушки, участок движения ленты между устройством для формообразования из проволоки волнообразной ленты и устройством для сматывания волнообразной ленты в бунт оснащен сенсорным устройством для контроля ее расположения, при этом устройство для сматывания ленты в бунт снабжено автономным приводом вращения катушки, выполненным регулируемым по скорости намотки в зависимости от сигнала сенсорного устройства, а на участке движения ленты между устройством для формообразования из проволоки волнообразной ленты и устройством для сматывания волнообразной ленты в бунт параллельно боковым стенкам катушки и симметрично относительно них установлены две неподвижные направляющие стойки, расстояние между которыми меньше расстояния между боковыми стенками катушки.
Введение в автомат устройства для уплотнения укладки витков и выполнение этого устройства в виде набора пластинчатых рычагов, по числу витков в каждом слое на катушке, позволяет осуществить при намотке притормаживание и прижим каждого из витков, независимо от их количества и положения в слое на катушке. Оснащение сенсорным устройством для контроля расположения ленты на участке ее движения между устройством для формообразования из проволоки бесконечной волнообразной ленты и устройством для сматывания волнообразной ленты в бунт и выполнение устройства для сматывания ленты в бунт регулируемым по скорости намотки позволяют обеспечить свободное провисание ленты независимо от изменения диаметра бунта при намотке, а введение на этом участке направляющих стоек обеспечивает подвод ленты под углом 2-4 градуса к внутренней поверхности стенок катушки при укладке крайних витков, примыкающих к боковым стенкам катушки.
Одновременно с решением описанной выше главной задачи, изобретением предусмотрен вариант по обеспечению дополнительных, более повышенных требований к изготавливаемой из проволоки волнообразной ленты. Решение этой задачи достигается тем, что автомат снабжен устройством для прокатки и правки проволоки, установленным между устройством для разматывания проволоки из бунта и устройством для формообразования из проволоки бесконечной волнообразной ленты, при этом участок движения проволоки между устройством прокатки и правки проволоки и устройством для формообразования бесконечной волнообразной ленты выполнен с возможностью свободного провисания проволоки и оснащен сенсорным устройством для контроля ее расположения, а устройство для прокатки снабжено автономным приводом, выполненным регулируемым по скорости прокатки в зависимости от сигнала упомянутого сенсорного устройства.
Наконец, изобретение решает задачу по обеспечению сохранности бунтов при транспортировке. Это достигается тем, что предусмотренная в устройстве для сматывания ленты в бунт катушка выполнена съемной или с радиальными прорезями в боковых стенках для обеспечения возможности скрепления витков ленты между собой в бунте после сматывания, например, с помощью радиальных проволочных скруток, а внешняя боковая стенка катушки выполнена отъемной от цилиндрического каркаса.
Более подробно изобретение поясняется примером его выполнения и чертежами, на которых показаны:
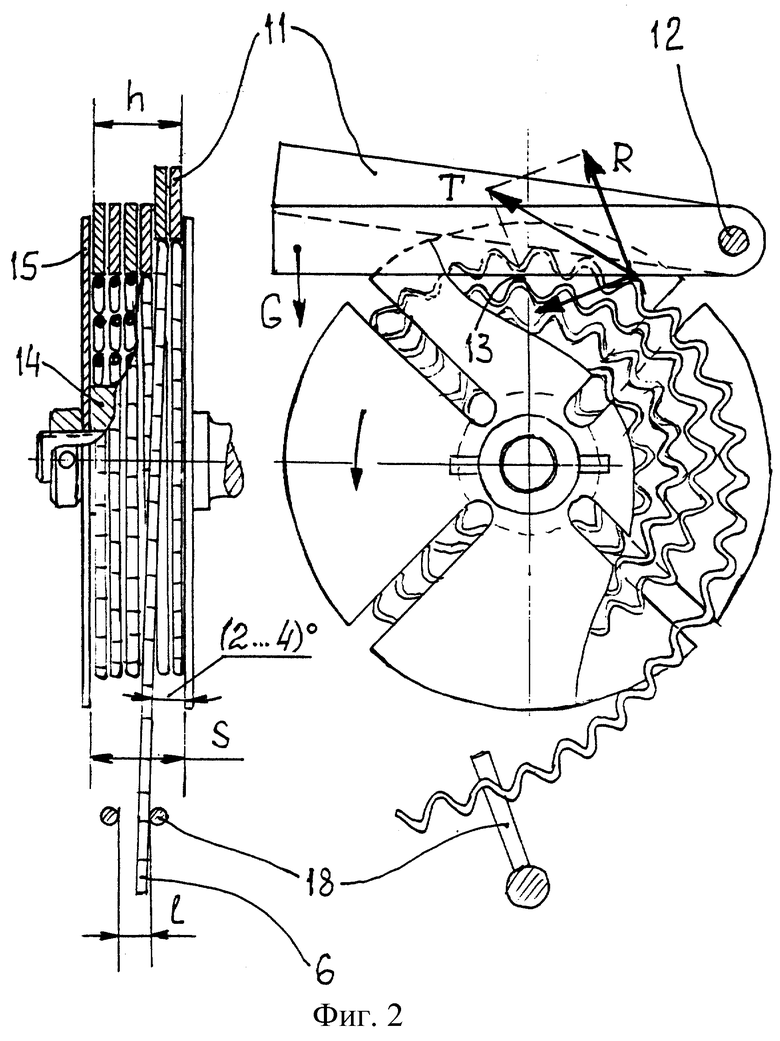
фиг.1 - Общий вид автомата для изготовления из проволоки волнообразной ленты в бунтах.
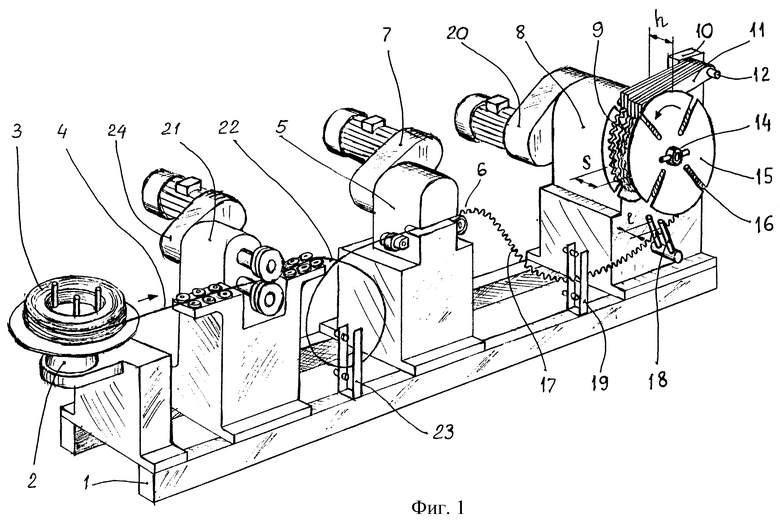
фиг.2 - Разрез автомата по траектории движения волнообразной ленты в зоне устройства для сматывания ленты в бунт.
На фиг.1 схематически изображены основные устройства автомата. Автомат содержит установленные на общем основании 1 устройство 2 для разматывания из бунта 3 проволоки 4, устройство 5 для формообразования из проволоки 4 бесконечной волнообразной ленты 6, привод 7 устройства для формообразования из проволоки бесконечной волнообразной ленты и устройство 8 для сматывания волнообразной ленты 6 в бунт 9. К устройству 8 примыкает устройство 10 для уплотнения бунта 9, которое содержит набор пластинчатых рычагов 11, смонтированных на общей оси 12. Каждый из пластинчатых рычагов 11 упирается своим плечом в наружную поверхность 13 бунта 9, намотка которого производится на цилиндрическую катушку 14 с боковыми стенками 15. В стенках 15 катушки 14 выполнены радиальные прорези 16, обеспечивающие доступ к поверхностям бунта. Общая высота h набора пластинчатых рычагов 11 равна ширине катушке s, а количество рычагов n равно числу витков ленты, размещающихся на катушке в одном слое при их намотке вплотную. На участке движения ленты 17 между устройством 5 для формообразования ленты и катушкой 14, параллельно боковым стенкам 15 катушки 14 и симметрично относительно них, установлены две неподвижные направляющие стойки 18, расстояние между которыми 1 меньше, чем расстояние s между боковыми стенками 15 катушки.
В наиболее предпочтительном варианте выполнения автомата на участке движения ленты 17 предусмотрена возможность свободного провисания ленты 6. Для контроля положения ленты установлено сенсорное устройство 19, а устройство 8 для сматывания ленты снабжено автономным приводом 20, выполненным регулируемым по скорости намотки в зависимости от сигнала, вырабатываемого сенсорным устройством 19.
В случае, когда для обеспечения заданных свойств волнистой ленты из проволоки требуется дополнительная обработка проволоки перед формообразованием, автомат дополняется устройством 21 для прокатки и правки проволоки, который устанавливается между устройством 3 для разматывания проволоки из бунта и устройством 5 для формообразования из проволоки волнообразной ленты. Участок 22 движения проволоки между устройством 21 для прокатки и правки и устройством 5 для формообразования ленты выполнен с возможностью свободного провисания проволоки. На участке 22 установлено сенсорное устройство 23 для контроля расположения проволоки 4. Устройство 21 для прокатки и правки проволоки снабжено автономным приводом 24, выполненным регулируемым по скорости прокатки в зависимости от сигнала сенсорного устройства 23.
В наиболее полном варианте выполнения автомата процесс изготовления протекает следующим образом. Из исходного бунта 3 устройства 2 для разматывания проволока 4 поступает на устройство 21 для прокатки и правки, где она подвергается дополнительной формовке и правке, затем на устройство 5 для формообразования, после прохождения которого проволока приобретает форму бесконечной волнообразной ленты 6 и уже далее лента 6 поступает на устройство 8 для сматывания в бунт 9. Так как проволока 4 при прокатке подвергается удлинению, степень которого зависит от настройки устройства, а ее расход через устройство 5 для формообразования ленты зависит от настройки формоизменяющего инструмента, то согласование расхода проволоки между обоими устройствами производится регулированием скорости автономного привода 24 устройства для прокатки и правки по сигналу сенсорного устройства 23: при увеличении провисания проволоки, т.е. при излишней подаче, вырабатывается сигнал на уменьшение его скорости, а при уменьшении провисания - на увеличение. Аналогично производится согласование скорости привода устройства для сматывания ленты 6 в бунт 9 и скорости привода 7 устройства для формообразования бесконечной волнообразной ленты. При увеличении диаметра бунта 9 в процессе сматывания, угловая скорость автономного привода 20 устройства для сматывания ленты уменьшается по сигналу сенсорного устройства 19, реагирующего на уменьшение провисания ленты на участке 17.
Лента 6, поступающая на устройство 8 для сматывания, предварительно пропускается между стойками 18, закрепляется на цилиндрической поверхности катушки 14 рядом с одной из боковых стенок 15. При этом набор пластинчатых рычагов 11 вручную приподнимается над катушкой 14. При опускании оператором набора рычагов в исходное положение, крайний из них оказывается отжатым внешней поверхностью 13 первого витка ленты, в то время как все остальные рычаги прижаты к цилиндрической поверхности катушки. В процессе намотки первого витка боковым воздействием со стороны соседнего рычага, упирающегося в наружную поверхность катушки, наматываемый виток поджимается в сторону боковой стенки 15 катушки, от которой началась намотка первого слоя витков бунта. При возрастании усилия поджатия в точке контакта боковых поверхностей ленты и рычага до некоторой величины, определяемой соотношением геометрических параметров ленты, рычагов и расстояния между направляющими стойками, под действием радиальной составляющей силы трения между лентой и рычагом соседний рычаг приподнимается и занимает положение над следующим витком ленты, образующимся на катушке. Описанный процесс далее повторяется при намотке каждого следующего витка. После намотки последнего в слое витка, прилегающего к противоположной стенке катушки, происходит намотка первого витка второго слоя ленты, находящийся над ним первый у стенки рычаг отжимается, происходит намотка следующего слоя в направлении к противоположной стенке катушки и далее процесс намотки и уплотнения витков ленты в бунте автоматически повторяется многократно до полного заполнения всего объема катушки или до получения заданного количества впадин на ленте в бунте. Так как в процессе сматывания ленты происходит увеличение диаметра бунта 9, то угловая скорость автономного привода 24 устройства для сматывания ленты уменьшается по сигналу сенсорного устройства 23, реагирующего на уменьшение провисания ленты на участке 22. По окончании сматывания ленты после выключения всех приводов автомата через радиальные пазы 16 в боковых стенках 15 катушки 14 производится ручное скрепление витков бунта между собой, например, с помощью проволочных скруток. После отделения боковых стенок 15 от катушки 14 бунт 9 извлекается.
Опытный образец автомата прошел всесторонние испытания по изготовлению из проволоки различных видов волнообразной ленты.
Источники информации
[1] А.с. СССР, SU 1614879 А1, 30.01.89, МПК B 21 F 1/04.
[2] Заявка ФРГ, DE 3031880 A1, 23.08.80, МПК B 21 F 1/04.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОДНОЙ ПРОВОЛОКИ ИЗ ЛАТУНИ | 1993 |
|
RU2037554C1 |
| Устройство для плющения проволоки | 1980 |
|
SU1007801A1 |
| ЗАМКНУТЫЙ СВИТОЙ ЖГУТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2130421C1 |
| Способ производства термоупрочненной проволоки из стали | 2015 |
|
RU2612104C2 |
| Способ производства высокопрочной проволоки из стали и линия для его осуществления | 2018 |
|
RU2705835C1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ЛЕНТЫ ИЗ ПРОКАТА | 1992 |
|
RU2021065C1 |
| СПОСОБ РАБОТЫ С ПРОВОЛОКОЙ ДЛЯ ВЫРЕЗАНИЯ СТЕКЛЯННОЙ ПАНЕЛИ ТРАНСПОРТНОГО СРЕДСТВА | 2011 |
|
RU2592330C2 |
| КАРКАС ДЛЯ БУНТА ПРОВОЛОКИ, ПРЕДНАЗНАЧЕННОЙ ДЛЯ ДОБАВЛЕНИЯ ВЕЩЕСТВ В ВАННУ ЖИДКОГО МЕТАЛЛА | 2009 |
|
RU2467939C1 |
| СПОСОБ ОБВЯЗКИ ПАКЕТА ПРОКАТА | 1998 |
|
RU2138430C1 |
| СПОСОБ ОБРАБОТКИ РАСПЛАВА МЕТАЛЛА В КОВШЕ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2014 |
|
RU2561553C1 |
Способ предусматривает изготовление из проволоки бесконечной волнообразной ленты в бунтах с перпендикулярным относительно оси бунта расположением ее боковых поверхностей. Лента может использоваться в качестве исходных заготовок для упаковки различных продуктов в гибкую оболочку, при изготовлении волнообразных резисторных нагревателей, зигзагообразных пружин и т.п. Способ включает разматывание проволоки из исходного бунта, формообразование волнообразной ленты и сматывание ленты в бунт на цилиндрическую катушку с параллельными боковыми стенками, при этом витки ленты на внешней поверхности бунта непрерывно в процессе намотки поджимают в направлении к центру бунта и в боковом направлении в сторону предыдущих витков, на подводе ленты к бунту обеспечивают ее свободное провисание, а при намотке крайних витков, ленту подводят под углом 2-4 градуса к стенкам катушки. Способ применен в автомате для изготовления из проволоки волнообразной ленты. Автомат снабжен устройством для уплотнения бунта, в виде набора качающихся одноплечих пластинчатых рычагов, смонтированных на общей неподвижной оси, каждый из которых упирается своим плечом в наружную поверхность бунта. Количество пластинчатых рычагов равно числу витков ленты в одном слое бунта. Изобретение обеспечивает стабильность геометрических размеров ленты, возможность получения бунтов с значительной длиной ленты при отсутствии заклинивания витков. 2 н. и 6 з.п.ф-лы, 2 ил.
| Автомат для изготовления зигзагообразных пружин | 1989 |
|
SU1614879A1 |
| DE 3031880 A1, 19.08.1982 | |||
| Автомат для изготовления зигзагообразных пружин | 1988 |
|
SU1519815A1 |
| DE 3879306 T, 22.07.1993 | |||
| EP 1199117 A, 24.04.2002. | |||

