(54) УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ЛЕНТОЧНОГО УПАКОВОЧНОГО
МАТЕРИАЛА
iibM и aoiiepiiчным зазорами, при этом поворотная .к ф.1аж.кл лараллельйа последним.
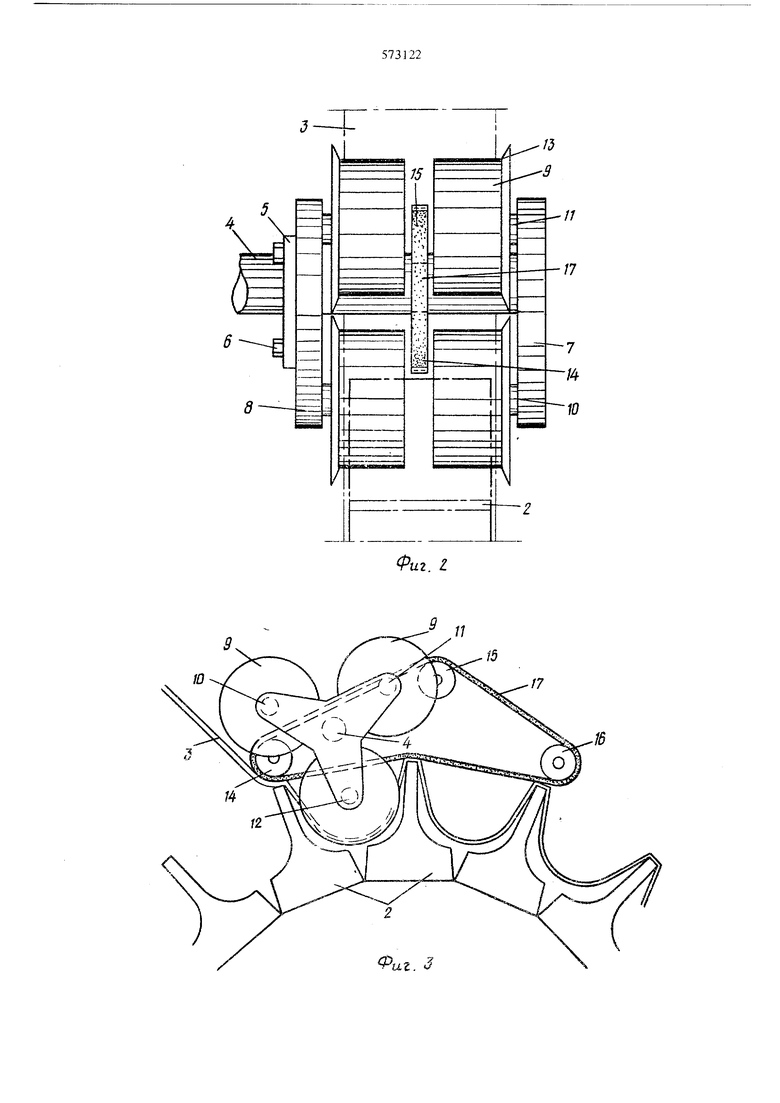
гшааЫ / 1-1 8 снабжены тремя рычагами (на чертеже ш показаны), выступающими в радаальнои -лнраьле жи с равным шагом.
конец каждого рычага закреплен на состветствужшей оси 10, 11 и 12, при этом рычаги paaioii .oKsiibi иднн против другого, вследствие чего каждая ось фланца 7 находится непосредственно против соответствующей ош фланца 8. Все оси 10, 11 и 12 имеют одну и ту же ддину, выбранную тав:оЧ; что между конидми расположенных одна iipoiHB другой осей, составляющих пару, образуется зазор, равный, например, 25 мм. Длина роликов соогветсгнует, длине осей 10, 11,12, а их фланцы 13 прилегают к фланцам 7 и 8. Между концами роликов 9 в поперечном зазоре смонтированы направляюш,ие нживы 14, 15, 16, на которых установлен бескокечный гфиводной ремень 17, шкивы 14 и 16 находятся кепосредствешю у верхних кромок ячеек 2, а шкив 15 установлен на некотором расстояш от гшх. Часть приводного ремня 17, проходящая между направляющими шкивами 14 и 16, находится в контакте (в зависимости от положения цепочки ячеек) с двумя или тремя их кромками. Колеба1шя траектории движения нижней ветви ремня между шкивами 14 и 16 могут быть устранены с помощью шкива 15, связанного с натяжным приспособлением (на чертеже не показано), вследствие чего К жнгЯ , ремня будет всегда прижата к ячейкам 2.
Привод ремня 17 осуществлен от фрикционного зацепления с лентощ1ым материалом (привод на чертеже не показан)
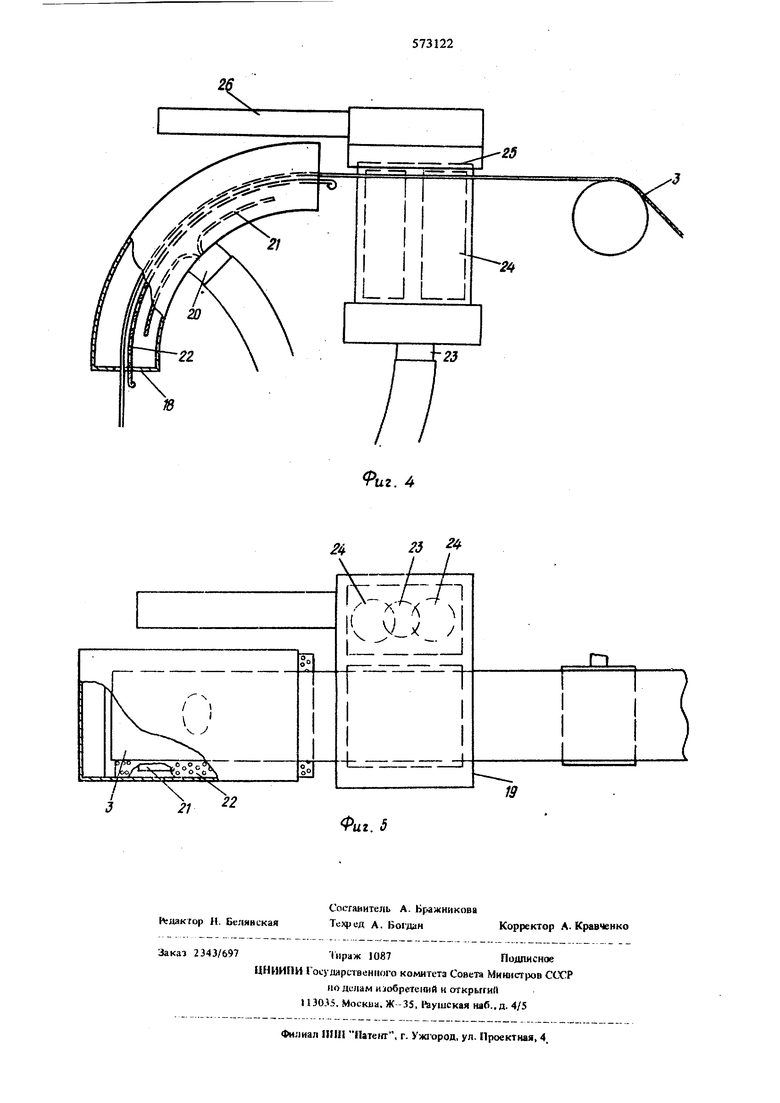
Нагревательное приспособление включает в себя нагреватели 18 и 19 предварительного и интенсивного нягрева. В корпусе нагревателя 18 вьшолнено отверстие 20, а внутри установлены распределитель 21 подаваемого воздуха и пластина 22 для исправления ленточного материала 3, снабженного отверстиялт (на чертеже не показаны) для прохода воздуха к полосе.
Шгреватель 19 интенсивного нагрева имеет а-образ1Л)Ш к-эрпус, короткая сторона которого расположена неиосредственно над полосой ленточкого материала, а более длинная сторона проходит сбоку от полосы. На нижнем конце длинной стороны имеется отверстие 23 для подачи воздуха, к которому подсоеданен воздухопровод (на чертеже не показан). Шутри корпуса установлены-две электронагревательные свечи 24, а с его нижней стороны выполнено отверстие, закрытое сеткой 25. Ширина этого отверстая предпочтительно соответствует 1Ш1ршю полосы ленточного материала.
Нагреватель 19 интенсивного нагрева закреплен шарнирно аа оси 26 и может быть повернут в сторону от полосы с помощью пневматического цилиндра (на чертеже не показан).
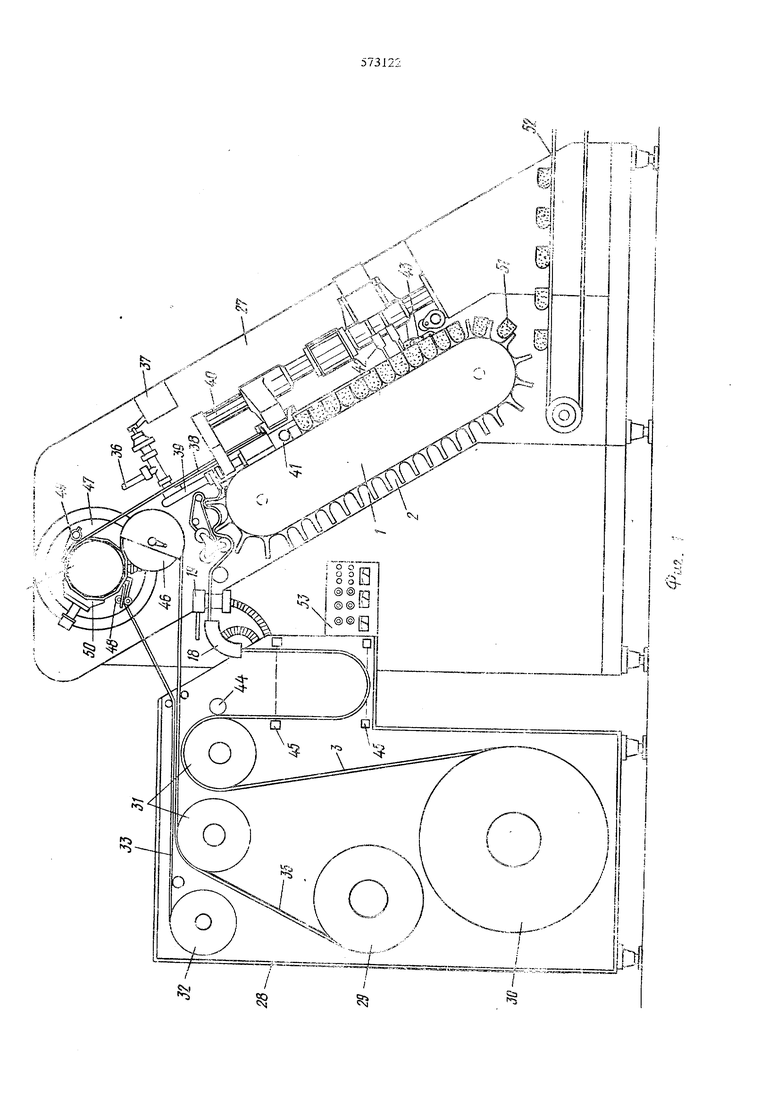
Описьшаемое устройство для формования упаковочного ленточного материала предназначено для 60
упаковочной машины, содержащей корпус 27 и секцию 28 закладочного материала.
В секции 28 расположены бр6шш 29 и 30, на которые намотан ленточный материал, проходящий через направляющие ролики 31. Ленточный материал представляет собой вспененный полистирол, покрытый с обеих сторон слрямн из однородного полистирола.
На бобине 32 находится лента 33 нз однородного пластичного материала, используемого в качесчве съемного материала поверх огаерстая готовых упаковок.
На корпусе 27 смонтирован с возможностью вращения поддерживающий барабан 34, через который направлен ленточный материал 35 для вьшолнения операций по его периферии.
Машина снабжена трубопроводом 36 дяя подачи наполнителя через регулировочный клапан 37, осуществляющий контроль за количеством подаваемого наполнителя, наполняющей трубкой 38 и магистралью 39 для подачи воздуха.
На стойке 40 расположены фальцовочное 4 герметизирующее 42 и обрезное 43 пришособления, при этом все они имеют возможность перемещения вместе со стойкой 40, соверщаннцей возвратно-поступательные движения, слюфонные с движением ячеек 2 вниз, а перемещение ее вверх может быть осуществлено с большей скоростью.
Устройство для формования ленточного упаковочного материала снабжено также ведущим роликом 44, фотоэлементом 45, направляющим роликом 46 и плитой 47 генератора, совершающей возвратно-поступательное перемещение вокруг барабана 34.
На плите 47 расположены польш пробойник (на чертеже не показан), приспособление 48 ддя нанесения покрьшающей полосы, формирующий и вырезающий элементы 49 и нагреватель 50.
Для перемещения заполненных и закрытых упаковочных элементов 51 к месту упаковки их в тару в устройстве имеется транспортер 52.
Управление осуществлено с помощью пзльта 53, на котором размещены различные органы управления, а также приборы, показьшающие температуру в различных зонах нагревания.
Устройство работает следукщим образом.
С бобины 30 подается ленточньш материал 3, снабженный линиями перегиба, на направляющий ролик 31. Сматьшание ленточного материала осуществ.пяется с помощью ведущего ролика 44, управляемого фотоэлементом 45. В случае сматывания слищком больщого количества материала образуется петля, которая покрьшает основание фотоэлемента 45, вследствие чего подается импульс, приводной механизм ведущего ролика 44 останавливается и продвижение материала прекращается. Когда 1я станет достаточно маленькой, открьшается верхняя часть фотоэлемента 45 и подача материала возобновляется под действием ведущего ролика 44.
Затем ленточный материал 3 вводится в контакт с ячейками 2 бескошчеюго транспортера 1, т.е. сгибае1 „л дяя образования бесконечной ленты из U-офазных частей, которые с помощью механизма для вдавливания ленточного материала в ячейки движутся с постоянной скоростью вниз.
Формование ленточного материала заключается в том, что каждая пара роликов 9 во время врааш кия механизма для вдавливания ленточного материала в ячейки последовательно прижи загт вниз новый участок последнего в следуюпдее /глубление в цепочке ячеек 2. Участок упаковочного атерыала, отформованный ранее, при;;шмается «а верхних кромках ячеек 2. приводным ремнем 17, в результате чего он без проскальзьшания перемещается вместе с движ тщимися ячейками, а новый материал непрерьюно сматьшается с бобины 30.
Каждая пара рожжов 9 вдавливает ленточный материал 3 в углубления ячеек 2 до тех пор, пока данная пара роликов не достигнет своего нижнего положения. Затем кромка соседней ячейки 2 будет входить в KOHTai-cT с участком ремня 17, расположенного над шкивом 14, в результате чего только что сформировавшаяся часть ленточного материала будет оставаться в тем же положении во время продолжающегося движения ячеек 2. Таким образом, при прохождении ячейками верхнего криво;шнейного участка предотвращается выпадение из углублений уже сформ1 р()ванного м.- териала с по.мощыо приводного ремкя 17,
Когда ячейки деигаются вниз по прямолинейному участку транспортера I, то пространство между ячейками уменьшается и сформированный ленточный материал удерживается в углублениях и не вьшадает.
Формующие элементы пр1тодятся в действие синхроию с ячейками 2 с помощью привода (на чертеже не показан) через ось 4.
Расстояние между осью 4 и ячейками выбирается так, чтобы участок упаковочного материала, вдавливаемого в углубление ячейки, полностью прилипал к углублению, когда цепочка ячеек движется по прямолинейному участку механизма.
Линии сгиба на упаковочном материале способствуют тому, что складки материала, находящиеся между ними, будут автоматически плавно огибать основание U-образного углубления ячейки.
В случае использования жесткого пластического материала, который может растрескивзться в процессе формования, его необходимо нагреть .для предотвращегия растрескивания, особенно в месте сгиба. Такой нагрев осуществляется перед формованием с помощью нагревателей 18 и 19 предварительного и интенсивного нагрева.
Лекточньш материал 3 вначале проходит через игреватель i 8, при этом через отверстие 20 подается воздух, нагретый до 70° С, и с помощью распределителя 21 и перфорированной пласганы 22 равномерно поступает и нагревает проходящую ленту материала, причем длина пути ленточного материала через коряус Ечгревателя 1S asiia длине, необходимой для o6pa3OE,iHHH U-c5j;,) й ячейю. Далее ленточный малОркал 3 поступает в нагреватель 19 интенсивного шгрева, в котором возду:-;
при подается через отверсше 23 в его нижней часта, и пролускается между нагреватсггйньк. саечей 24. Управление свечами осущеотвляг тся, например, с помощью термостата.
Нагревательное приспособление расположено ст
фс..1ующи , элементов на тако -i расстоянии, что участк материала. гюдЁер-ающигся интенсив но f.,iy нагре.,у, совпадают с участками материа:-1а, которые будут образовывать загнутые чаете основания U-образных углублений. Участки материала, расположенные в промежутках, которые полностью не нагреваются нагревателем интенсивгюго кагрева. снабжены линиями сгаба и соответствуют участкам материала, которые после сгабания ложэтся на боковые стенки и верхние части ячеек.
Тепльш воздух подается к нагреватьшьному
приспособлению с помощью вентилятора (на чертеже не показан), гфи зтом темпер. нш-рева зависит от типа материала.
Ленточный материал 35 сматыл .ется с бобины
29 и подается на направляющий ролик 46 и идлге на барабан 34, к которому он при шпает.
Подающий барабан 34 вращается с постоянной скоростью, равной скорости перемещения ячеек 2, при этом на различ-чых позищйях вьтол 1Я1)тся
операщ1и пробивки заливочного oTBept-nui, размещения покрывающей легаы на зал {вочпом отверсгаи, нагревания и формоваш{я ленты, а также разрезка кромок в основном перпендикулярно к продолы ой оси ленты. С бобины 32 подается лента 33 из однорогного пластического материала и с помощью приспособле1шя 48 располагается поверх отверстия, выполненного в ленте 35, и закрепляется на последней, покрьтая отверстие. Передняя часть ле1:ь. 33 отрезается с помощью приспособления 48,
а в ее кромочных зонах вырезаются отверстия, образующие последовательно расположенные язычки, выступающие вбок, при этом их длина равна высоте ячеек 2.
Ленточный материал 35 движется до тех пор,
пока его центральная часть не расположится по верхним частям ячеек, при этом кромочные зоны выступают наружу за последние. С помощ о зотравляющего приспособления (на чертеже не показано) ленточный материал 35 перемещается вперед так,
что прорези в нем располагаются напротив фланцев или разделительных стенок ячеек 2.
Одновременно стойка 40 занимает верхнее исходное положение и начинает движение вниз, которое затем синхронизуется с да;1жением яче
ек 2.
Ш кромочные ЗОШ- ленточного материала 35 по магистрали 39 подается снизу горячий воздух, в результате чего пластмасса размягчается и активизируется для герметизации (уплотнения). Одновременно с этим с помощью горячего воздуха
нагр;;йакг1;д кромки ленточного упаковочного материала 3,
Одкооременно язычки на лентошом магериале 35 ; ,ь20 фальцовочного пр.испособлеiiii,4 41 cniD-i«jTCE И располагаются у кромочных зон .1;ен1о шого материала 3, находящихся снаружи боKOBbDc е .сенох ячеек 2.
В результате наложения боковых участков и ленточка ;.х магериалов 3 и 35 одного на другой ош .: :ются , образуя надежное и эффектиБиое у 1.1.летне ние. Образовавшееся над ленточным материалол4 35 пространство заполняется далее наполнителем, который подается через трубку 38 к раздег.яйтся герметизирующим гфиспособлением 42 на отсеки, подучая закрытые упаковочные элементы 51, которые отделяются один от другого с помощью обрезного приспособления 43. Место разреза проходат по герметизированньш зонам.
Заполненные и закрытые упаковочные элементы поступают на нижний конец транспортера 1, откуда передаются 1Ш транспортер 52, который выгшдит их из устройства и доставляет к месту упаковки в тару.
Формула изобретения
i. Упройство для формования ленточного упаковочного ivi,сериала, содержащее бесконечный
транспортер с U-образными ячейками, мехшс з; для вдавливания ленточного материала в ячейки, имеющий по меньшей мере два формующих элемента, и нагревательное приспособление, о т л и чающееся тем, что, с целью упрощения констр тгсцик, формующие элементы вьшолнены в виде роликов, установленных на параллельных осях вращения, а механизм для вдавливания лентошого материала в ячейки имее два фланца, укрепленные
на поворотной оси, параллельной осям роликов, которью расположены между фланцами и симметричны оси последних.
2.Устройство по п. 1,отличающееся тем, что оно имеет четыре ролика, расположенные по
парно с продольным и поперечным зазорами, в поперечном из которых установлен бесконечный приводной ремень, взаимодействующий с концами ячеек.
3.Устршство по Ш1. 1и 2, отличающееся тем, что бесконечный приводной ремень имеет
натяжное приспособление.
4.Устройство по гш. 2иЗ, отличающееся тем, что привод ремня осуществлен от фрикционного зацепления с ленточным материалом.
Источники информации, принятые во В1ммание
при экспертизе:
1. Авторское свидетельство СССР №201196, кл. 865823/22, 1964.
Фиг. t
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления упаковочных коробок | 1974 |
|
SU662000A3 |
| Устройство для упаковки продукта между двух лент | 1975 |
|
SU558633A3 |
| Устройство для упаковки стержнеобразных изделий | 1974 |
|
SU524737A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ УПАКОВОК С КАРМАНАМИ | 2000 |
|
RU2165873C1 |
| ПРЯДИЛЬНЫЙ АППАРАТ | 1995 |
|
RU2098524C1 |
| Способ изготовления ленточного упаковочного термопластичного материала и устройство для его осуществления | 1982 |
|
SU1024370A1 |
| УСТРОЙСТВО И СПОСОБ УПАКОВКИ ГАБАРИТНЫХ ИЗДЕЛИЙ В ПЛЕНКУ | 2020 |
|
RU2752990C1 |
| ЛЕНТОЧНО-КАНАТНЫЙ КОНВЕЙЕР | 2009 |
|
RU2405727C1 |
| УСТРОЙСТВО РАСТЯЖЕНИЯ ПОЛУФАБРИКАТА ЦЕЛЬНО-МЕТАЛЛИЧЕСКОЙ СЕТКИ | 2001 |
|
RU2187401C1 |
| Устройство для укладки изделий | 1989 |
|
SU1646949A1 |
22
21
Фиг.д
иг. 4
