Настоящее изобретение относится к ламинированному упаковочному материалу для формостабильного и не проницаемого для жидкости упаковочного контейнера, обладающего высокой непроницаемостью для кислорода, при этом упаковочный материал имеет конфигурационно жесткий, но сгибаемый базовый слой из бумаги или картона, а также слой поливинилового спирта, нанесенный в качестве барьера для кислорода на одну сторону базового слоя. Настоящее изобретение относится также к способу изготовления ламинированного упаковочного материала, а также к формостабильному и не проницаемому для жидкости упаковочному контейнеру с высокой непроницаемостью для кислорода, изготовленному из такого материала.
В упаковочном производстве жидкие пищевые продукты в настоящее время часто упаковывают и транспортируют в одноразовых потребительских упаковках, причем многие из этих одноразовых упаковок изготавливают из ламинированного упаковочного материала (упаковочного ламината), имеющего механически устойчивый базовый слой из бумаги или картона и наружные не проницаемые для жидкости покрытия из пластика, предпочтительно полиэтилена, нанесенные по обе стороны базового слоя.
Отправной точкой для составления слоистого упаковочного материала является необходимость обеспечить наилучшую возможную защиту упакованного продукта и одновременно легкость изготовления упаковок из такого материала, которые, в свою очередь, должны быть и удобными, и легкими в обращении.
Обычный упаковочный ламинат, состоящий, как описано выше, лишь из бумаги или картона и пластика, позволяет изготавливать формостабильную и не проницаемую для жидкости упаковочную тару, которая не обладает кислородонепроницаемостью и, следовательно, не может быть использована для упаковки и транспортировки чувствительных к кислороду продуктов без модифицирования или дополнения ламината.
Например, из шведского патента N 440519 известно, что для придания желаемой непроницаемости для кислорода вышеописанному бумажному или картонному материалу с пластиковым покрытием в ламинированный упаковочный материал вводят слой поливинилового спирта, который является одним из многих других известных примеров так называемых барьерных материалов, обладающих высокой непроницаемостью по кислороду.
Согласно шведскому патенту N 440519 дополнительный слой из поливинилового спирта наносят покрыванием или аналогичной операцией нанесения покрытия, когда водную эмульсию поливинилового спирта наносят на одну сторону бумажного или картонного полотна, которое затем сушат вместе с нанесенным слоем водного поливинилового спирта для корректировки влагосодержания слоя поливинилового спирта (и, следовательно, степени его эффективности в качестве барьера для кислорода). Наконец, на этот слой поливинилового спирта с откорректированным таким образом влагосодержанием наносят тонкое не проницаемое для жидкости покрытие из термопластика, предпочтительно из полиэтилена, которое экструдируют на слой поливинилового спирта с целью защиты этого слоя от проникновения влаги, которая резко ослабила бы барьерные свойства слоя поливинилового спирта по кислороду. Не проницаемые для жидкости пластиковые покрытия из полиэтилена, кроме того, обладают тем преимуществом, что они придают изготовленному таким образом упаковочному материалу способность запечатываться обычной термосваркой.
Для обеспечения того, чтобы нанесенный слой водного поливинилового спирта после высушивания образовывал бы сплошной слой поливинилового спирта на бумажном или картонном полотне, водная эмульсия поливинилового спирта должна, согласно шведскому патенту N 440519, содержать также загуститель, который способствует увеличению вязкости водной эмульсии и тем самым противодействует тенденции водной эмульсии проникать в бумажную или картонную основу, легко абсорбирующую жидкость.
Хотя проблема проникновения поливинилового спирта в абсорбирующий бумажный или картонный слой может быть в некоторой степени уменьшена добавлением загустителя в водную эмульсию поливинилового спирта, как это предложено в шведском патенте N 440519, тем не менее для обеспечения целостности высушенного слоя поливинилового спирта водную эмульсию поливинилового спирта, образующую покрытие, приходится наносить в чрезмерно большом количестве.
Проблема чрезмерно больших количеств материала покрытия, требующихся согласно уровню техники, отчасти связано с тем фактом, что бумажное или картонное полотно не является совершенно гладким и ровным, а имеет негладкую и неровную поверхностную структуру (или "шероховатость"), которая должна быть "заполнена" для образования желаемой гладкой поверхности основы для эмульсии поливинилового спирта.
С другой стороны, эта проблема может быть устранена применением более гладкой и более ровной бумаги или картона в качестве исходного материала, но материал с такими качествами гораздо дороже, чем обычные упаковочные материалы, и это сделало бы производство ламинированного упаковочного материала значительно более дорогостоящим.
Задачей настоящего изобретения, таким образом, является создание нового ламинированного упаковочного материала, описанного во введении типа, без сопутствующих проблем, которые связаны с предшествующим уровнем техники.
Другой задачей изобретения является создание такого упаковочного материала, в котором слой поливинилового спирта, нанесенный в качестве барьера для кислорода, является сплошным и непрерывным без чрезмерных затрат материала для покрытия.
Особой задачей настоящего изобретения является создание такого ламинированного упаковочного материала, в котором толщина слоя поливинилового спирта по существу не зависит от качества применяемой бумаги или картона.
Согласно изобретению, эти задачи достигаются посредством ламинированного упаковочного материала, обладающего отличительными признаками, изложенными в отличительной части пункта 1 прилагаемой формулы изобретения. Варианты и модификации слоистого упаковочного материала по изобретению, кроме того, определяются отличительными признаками, изложенными в зависимых пунктах 2 - 9 прилагаемой формулы изобретения.
Благодаря соответствующему регулированию состава промежуточного слоя, в частности концентрации или градиента концентрации поливинилового спирта в направлении толщины слоя в сочетании с надлежаще выбранными условиями и способами нанесения промежуточного слоя на бумажное или картонное полотно, заделываются и по существу полностью сглаживаются шероховатости и неровности в шероховатой бумажной или картонной поверхности с помощью гелеобразующего компонента в промежуточном слое. Гелеобразующий компонент, следовательно, создает ровную и гладкую нижележащую поверхность для промежуточного слоя, при этом одновременно эффективно предотвращается проникновение компонента в виде поливинилового спирта, находящегося в этом слое, в бумажный или картонный слой и пропитывание его, как это имеет место в случае с известным упаковочным ламинатом по шведскому патенту 440519. В то же самое время можно, таким образом, действительно устранить использование чрезмерных количеств материала для покрытия, как это было ранее, при этом слой поливинилового спирта, нанесенный в качестве барьера для кислорода, таким образом, может быть выполнен очень тонким, но все еще сплошным и непрерывным независимо от качества выбранной бумаги или картона.
Согласно предпочтительному варианту выполнения ламинированного упаковочного материала по изобретению промежуточный слой из гелеобразующего вещества и поливинилового спирта имеет концентрацию поливинилового спирта в направлении толщины промежуточного слоя, которая увеличивается в направлении от базового слоя к слою поливинилового спирта, благодаря чему можно еще более снизить потерю поливинилового спирта от проникновения в слой бумаги или картона и вместе с тем можно еще более увеличить прочность связи или сцепления между промежуточным слоем и слоем поливинилового спирта вследствие повышенной концентрации поливинилового спирта в связующей части промежуточного слоя.
Градиент концентрации поливинилового спирта предпочтительно регулируют в промежуточном слое так, чтобы концентрация поливинилового спирта в области контакта или раздела с поверхностью бумаги или картона была по существу равна нулю, в то время как концентрация поливинилового спирта в области контакта или раздела со слоем поливинилового спирта составляла по существу 100%.
Гелеобразующим компонентом в промежуточном слое может быть, но необязательно, т. н. агар, который является коммерчески легко доступным полисахаридом и который при практических испытаниях изобретения, как оказалось, действовал функционально и надлежащим образом.
Согласно другому объекту изобретения предлагается, кроме того, способ изготовления вышеописанного ламинированного упаковочного материала по изобретению. Способ по изобретению обладает отличительными признаками, изложенными в независимом пункте 10 прилагаемой формулы изобретения. Модификации и варианты способа по изобретению, кроме того, обладают отличительными признаками, изложенными в зависимых пунктах 11-15 формулы изобретения.
Согласно еще одному объекту изобретения предлагается формостабильный, не проницаемый для жидкости упаковочный контейнер, обладающий превосходной непроницаемостью для кислорода, при этом упаковочный контейнер изготовлен формованием со сгибанием листо- или полосообразной заготовки из ламинированного упаковочного материала по изобретению, которая предпочтительно снабжена декоративным рисунком и линиями сгиба.
Далее вышеуказанные объекты изобретения описываются более подробно со ссылкой на сопровождающие чертежи, на которых:
фиг. 1 - схематичный вид поперечного сечения ламинированного упаковочного материала по изобретению,
фиг. 2 - схематичный вид процесса изготовления упаковочного материала по фиг. 1,
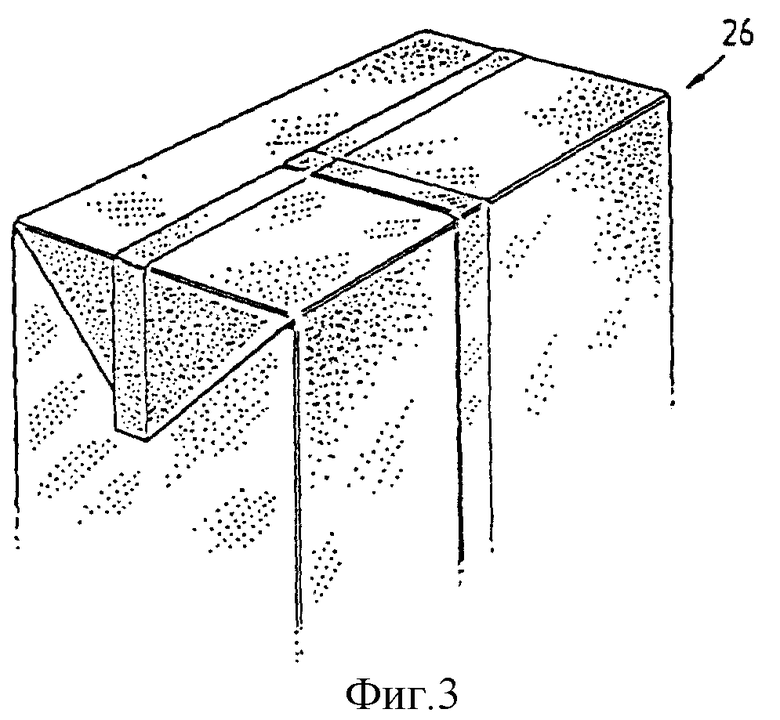
фиг. 3 - схематичный вид верхней части обычного, формостабильного, не проницаемого для жидкости упаковочного контейнера, обладающего высокой непроницаемостью для кислорода и изготовленного из ламинированного упаковочного материала по изобретению.
Предпочтительные варианты выполнения изобретения
На фиг. 1 схематически показано поперечное сечение ламинированного упаковочного материала 10 (упаковочного ламината) по изобретению. Упаковочный ламинат 10 имеет конфигурационно жесткий, но сгибаемый базовый слой бумаги или картона 11 произвольного качества, которые в данном примере, как предполагается, имеют (на практике это необязательно) обычное стандартное качество для упаковок. Следует отметить еще раз, что настоящее изобретение применимо также к бумаге и картону "более грубого" качества, чем у тех, которые обычно применяются в упаковочном производстве, а вообще говоря, настоящее изобретение практически совершенно не зависит от качества поверхности выбранного бумажного или картонного материала, которое, следовательно, можно выбирать по желанию.
С одной стороны базового слоя 11 расположен слой поливинилового спирта 12, который служит в качестве барьера для кислорода и который с хорошей прочностью сцепления соединен с базовым слоем через промежуточный слой 13, расположенный между базовым слоем 11 и слоем поливинилового спирта в непосредственном соприкосновении с базовым слоем и состоящий из гелеобразующего вещества и поливинилового спирта.
Промежуточный слой 13 из гелеобразующего вещества и поливинилового спирта содержит поливиниловый спирт в количестве между 80% и 99% от веса смеси, в то время как количество гелеобразующего вещества можно соответствующим образом варьировать в пределах между 20% и 1%. Предпочитается, чтобы количество гелеобразующего (и одновременно повышающего вязкость) вещества в промежуточном слое 13 должно быть достаточно высоким, чтобы эффективно заделывать любые возможные неровности и шероховатости в грубой поверхностной структуре слоя бумаги или картона для образования гладкой и ровной поверхности основы для слоя поливинилового спирта 12, что тем самым эффективно предотвращает проникновение поливинилового спирта в абсорбирующий базовый или волокнистый слой 11.
Согласно предпочтительному варианту выполнения изобретения концентрация гелеобразующего вещества в промежуточном слое 13 должна уменьшаться в направлении толщины промежуточного слоя от слоя бумаги или картона 11 к слою поливинилового спирта 12 (в этом случае концентрация поливинилового спирта в промежуточном слое 13 должна соответственно увеличиваться в направлении толщины промежуточного слоя 13 от слоя бумаги или картона 11 к слою поливинилового спирта 12). Предпочтительно, концентрация гелеобразующего вещества должна быть по существу равна нулю в области соприкосновения или поверхности раздела со слоем поливинилового спирта 12 и должна увеличиваться до, по существу, 100% в области соприкосновения или поверхности раздела со слоем бумаги или картона 11, в то время как концентрация поливинилового спирта соответственно должна составлять по существу 100% в области соприкосновения или поверхности раздела со слоем поливинилового спирта 12 и должна падать до, по существу, нуля в области соприкосновения или поверхности раздела со слоем бумаги или картона, благодаря чему определенно предотвращается проникновение поливинилового спирта в абсорбирующий волокнистый слой 11, и в то же самое время обеспечивается хорошая прочность сцепления между слоем поливинилового спирта 12 и промежуточным слоем 13.
Как отмечалось ранее, выбор гелеобразующего вещества для промежуточного слоя 13 может быть различным, хотя практические испытания изобретения показали, что агар (полисахарид) действует хорошо и подходящим образом и в настоящее время является предпочтительным гелеобразующим веществом для этого слоя. Другими примерами коммерчески доступных и применяемых гелеобразующих веществ могут быть каррагенан, желатин и т.д.
Так как кислородонепроницаемость слоя поливинилового спирта 12 во многом зависит от влагосодержания слоя поливинилового спирта и резко ухудшается при увеличении влагосодержания этого слоя, то целесообразно наносить на слой поливинилового спирта 12 не проницаемое для жидкости покрытие 14 из пластика. В этом покрытии пластиком может быть, но необязательно, термопластик, которым предпочтительно является полиэтилен, например полиэтилен низкой плотности /ПЭНР/, который является как экструдируемым, так и термосвариваемым и тем самым облегчает изготовление ламинированного упаковочного материала 10. Соответствующим образом, на другую сторону упаковочного материала 10 может быть также нанесено не проницаемое для жидкости покрытие из пластика, которое наносят на слой бумаги или картона 11 и которое также состоит из термопластика, предпочтительно полиэтилена, например полиэтилена низкой плотности /ПЭНП/, что придает обеим сторонам упаковочного материала способность соединяться между собой при запечатывании термосваркой.
Толщина каждого соответствующего слоя в упаковочном материале 10 на фиг. 1 (не показан в масштабе) может быть различной и не имеет решающего значения для изобретения. Примерами практически применимых значений толщины для каждого соответствующего слоя являются 1-10 мкм для промежуточного слоя 13; 1-10 мкм для слоя поливинилового спирта 12 и 10-60 мкм для двух наружных не проницаемых для жидкости пластиковых покрытий 14 и 15. Слой бумаги или картона 11 может варьироваться по толщине в широких пределах, но она обычно находится в пределах между 80 и 500 мкм.
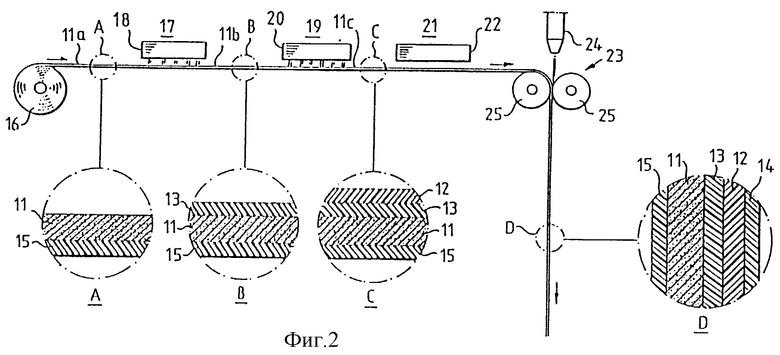
На фиг. 2 схематически показан способ изготовления упаковочного ламината 10, показанного на фиг. 1. Для облегчения сравнения на этой фигуре применяются те же позиции, что и на фиг. 1, для одинаковых или соответствующих элементов на фиг. 2, причем в определенных случаях с добавлением буквы или значка "прим" (').
На полотно бумаги или картона 11a, сматываемое с рулона 16 (слева на фиг. 2) в направлении стрелки, наносят с одной стороны не проницаемое для жидкости пластиковое покрытие 15, как показано в увеличенном масштабе в кружке А в нижней части фиг. 2. Пластиковое покрытие 15 предпочтительно выполняют из термопластика, которым в этом примере, как предполагается, является полиэтилен. Предпочтительно полиэтилен низкой плотности /ПЭНП/, в то время как слой бумаги или картона 11а, как отмечалось выше, может быть произвольного качества.
Покрытое пластмассой бумажное или картонное полотно 11а направляют на участок покрытия 17, где не покрытую пластиком сторону бумажного или картонного полотна 11 покрывают водной смесью гелеобразующего вещества и поливинилового спирта, которую при нанесении с помощью подходящего покрывающего устройства 18 наносят на полотно 11b в виде тонкого сплошного слоя 13, как это показано в увеличенном масштабе в кружке на фиг. 2, внизу. Водную смесь гелеобразующего вещества и полинивилового спирта наносят в количестве между приблизительно 10 и приблизительно 100 г/м2.
Концентрация гелеобразующего вещества (и поливинилового спирта) в водной смеси может быть различной, но предпочтительно составляет приблизительно 0,5-10% (соответственно поливинилового спирта приблизительно 99,5 - 90%). Кроме того, условия при операции нанесения покрытия выбирают таким образом, чтобы водную смесь, которую поддерживают при температуре выше температуры гелеобразования гелеобразующего вещества, желируют (отверждают) охлаждением в связи с процессом нанесения, как только она вступает в соприкосновение с бумажным или картонным полотном 11а, что, таким образом, обеспечивает, что нанесенная смесь образует хорошо интегрированный, целостный слой 13, эффективно связанный со слоем бумаги или картона 11 без проникновения в него. Как объяснено выше, слой 13 в то же самое время образует эффективный барьер против проникновения поливинилового спирта во впитывающий жидкость слой бумаги или картона 11, благодаря чему количество поливинилового спирта, который наносят при последующих операциях покрытия, может быть значительно уменьшено по сравнению с известным уровнем техники по шведскому патенту N 440519.
Примером гелеобразующего вещества, которое может быть применено при настоящем изобретении, является агар, который является коммерчески доступным полисахаридом и который доказал свое хорошее действие при практических испытаниях. Согласно настоящему изобретению могут быть применены другие коммерчески доступные гелеобразующие вещества, как например, каррагенан и желатин.
В одном практическом примере водная смесь гелеобразующего вещества и поливинилового спирта содержит агар в качестве гелеобразующего вещества, при этом концентрация агара по желанию варьируют в пределах между приблизительно 0,5 и приблизительно 5%.
Покрытое бумажное или картонное покрытие 11b направляют далее от участка покрытия 17 к второму участку покрытия 19, где отвержденный слой 13 полотна 11b, содержащий гелеобразующее вещество /агар/ и поливиниловый спирт покрывают слоем водного поливинилового спирта 12, который наносят с помощью подходящего покрывающего устройства 20 для образования слоя 12, действующего в качестве барьера для кислорода, как это показано в увеличенном масштабе в кружке С на фиг. 2, внизу. Благодаря ранее нанесенному слою из агара и поливинилового спирта, который образует ровную поверхность основы для слоя водного поливинилового спирта 12, этот слой может быть нанесен в небольших количествах без риска проникновения поливинилового спирта в абсорбирующий бумажный или волокнистый слой 11, причем слой поливинилового спирта 12 сохраняет хорошую целостность и покрывает всю сторону полотна 11b. Предпочтительные количества водного поливинилового спирта в покрывающем слое составляют приблизительно 10 - 100 г/м2.
После участка покрытия 19 покрытое бумажное или картонное полотно 11c направляют на участок сушки 21, где полотно 11c сушат с помощью подходящего сушильного устройства 22 для корректировки влагосодержания в нанесенном слое поливинилового спирта 12.
После операции сушки высушенное полотно 11c, наконец, направляют к участку экструзии 23, где на полотно наносят тонкое не проницаемое для жидкости покрытие из пластика, предпочтительно, полиэтилена, как например, полиэтилена низкой плотности /ПЭНП/, который экструдируют в виде непрерывной, хорошо покрывающей пленки 14 на высушенный слой поливинилового спирта в полотне с помощью экструдера 24, в то время как полотно проходит через зазор между двумя охлаждающими роликами 25 для образования готового упаковочного ламината 10, как это показано в увеличенном масштабе в кружке D на фиг. 2.
Хотя оба участка покрытия 17 и 19 показаны как отдельные участки, согласно изобретению каждую соответствующую операцию покрытия можно осуществлять в объединенной операции покрытия с применением общего устройства. Примером такого общего устройства для нанесения покрытия может быть двухчервячный экструдер с двумя щелевыми экструзионными головками, расположенными одна за другой в направлении движения полотна, в котором водную смесь гелеобразующего вещества и поливинилового спирта экструдируют через одну экструзионную головку (расположенную раньше по направлению движения полотна), в то время как водный раствор поливинилового спирта экструдируют через вторую экструзионную головку (расположенную дальше по направлению движения полотна).
Из произведенного таким образом упаковочного ламината изготавливают формостабильный, не проницаемый для жидкости упаковочный контейнер 26, например, обычного типа "ТетраБрик" (товарный знак), верхняя часть которого схематически показана на фиг. 3. Такие разовые упаковки изготавливают из полотна упаковочного ламината с предварительно намеченными линиями сгиба и, предпочтительно, заранее снабженного декоративным рисунком, с помощью быстродействующих, современных упаковочных и наполнительных машин, которые формуют, наполняют и запечатывают готовые упаковки. При изготовлении упаковок из полотна его свертывают в трубку, запечатывая оба продольных края полотна посредством нахлесточного соединения или шва. Трубку наполняют соответствующим содержимым и разделяют на закрытые отдельные упаковки путем повторяющейся термосварки трубки в местах поперечного запечатывания поперек продольного направления полотна и под уровнем содержимого в трубке. Наконец, отделяют упаковки одну от другой разрезанием в местах поперечного запечатывания и на конечной операции формования со сгибанием и запечатывания придают им желаемую окончательную форму, обычно форму параллелепипеда.
Таким образом, согласно настоящему изобретению предлагается как упаковочный ламинат, так и способ изготовления упаковочного ламината с применением уже имеющихся технологии и оборудования, но с использованием значительно меньших количеств поливинилового спирта, чем это требуется согласно предшествующему уровню техники. Кроме того, согласно настоящему изобретению предлагается формостабильный не проницаемый для жидкости и легко изготавливаемый упаковочный контейнер, обладающий высокой непроницаемостью для кислорода для упаковки и транспортировки жидких пищевых продуктов или других продуктов, чувствительных к действию кислорода.
Хотя настоящее изобретение описано выше в отношении вариантов его выполнения, в частности, показанных на чертежах, для специалиста в данной области техники очевидно, что возможны различные модификации и изменения, не выходящие за пределы объема изобретения и не отклоняющиеся от его сущности, определяемые прилагаемой формулой изобретения.
Группа изобретений относится к области упаковки и касается ламинированного материала, способа его изготовления и контейнера из этого материала. Упаковочный материал содержит базовый слой из бумаги или картона, слой из поливинилового спирта и размещенный между ними промежуточный слой, состоящий из смеси поливинилового спирта и гелеобразующего вещества. Способ изготовления материала предусматривает покрытие базового слоя водной смесью гелеобразующего вещества и поливинилового спирта, которая при контакте с базовым слоем желатинируется. После чего на промежуточный слой наносят слой водного поливинилового спирта, который затем высушивают для корректировки влагосодержания в этом слое. Обеспечивается снижение затрат поливинилового спирта при формировании кислородонепроницаемого слоя за счет предотвращения чрезмерного его проникновения в базовый слой. При этом промежуточный слой сглаживает грубую поверхностную структуру базового слоя и образует гладкую основу для слоя поливинилового спирта. 3 с. и 13 з.п. ф-лы, 3 ил.
| 0 |
|
SU85919A1 | |
| Слоистый материал для изготовления упаковочных контейнеров и способ производства слоистого материала для изготовления упаковочных контейнеров | 1990 |
|
SU1836267A3 |
| Слоистый материал для изготовления влагонепроницаемых упаковочных контейнеров | 1987 |
|
SU1634129A3 |

