Настоящее изобретение относится к устройству для сварки упаковочного материала, покрытого термопластом, содержащего по меньшей мере один слой металлической фольги, предпочтительно алюминиевой фольги ("Alifoil"), причем устройство содержит индуктор, который можно подсоединить к высокочастотному источнику тока и который имеет по меньшей мере два параллельных, слегка разнесенных проводника и электрически изолированную часть держателя.
Настоящее изобретение относится также к способу сварки упаковочного материала, содержащего по меньшей мере один слой термопласта и слой металлической фольги, предпочтительно алюминиевой фольги ("Alifoil"), расположенной смежно со слоем термопласта, операцию сварки осуществляют при помощи устройства, так называемого индуктора, которое имеет два параллельных проводника, соединенных вместе и с источником высокочастотного тока, посредством которого индуцируется электрический ток высокой частоты в слое металлической фольги упаковочного материала, откуда тепло, создаваемое током, передается слою термопласта, заставляя его плавиться, взаимно соединенные и спрессованные слои упаковочного материала связываются вместе за счет оплавления взаимно обращенных слоев термопласта, образуя непроницаемое и прочное сварное соединение.
В области упаковки известно давно, что для получения непроницаемых и прочных сварных соединений или швов применяют упаковочные материалы, содержащие внутренние слои, например, из бумаги или картона и наружные слои из термопласта, причем наружные слои можно сварить вместе путем их нагрева и сжатия.
Согласно одному способу изготовления упаковок для одноразового применения, широко используемых в настоящее время, формируют трубку или рукав из полотна упаковочного материала, соединяя продольные кромки полотна внахлестку и сваривая кромки полотна вместе. Образованную таким образом трубку можно затем заполнить соответствующим содержимым, например жидкостью или пищевыми продуктами, поддающимися перекачке насосом, после этого заполненную трубку или рукав разделяют на отдельные упаковочные контейнеры путем сварки трубки поперек вдоль узких зон, которые размещают равномерно в разнесенной друг от друга связи. После этого закрытые секции трубки отделяют от остальной части трубки для изготовления отдельных упаковочных контейнеров.
Если упаковочный материал включает в себя слой металлической фольги, предпочтительно алюминиевой фольги, которая также образует барьерный слой упаковочного материала и защищает закрытый продукт, то сварка упаковочного материала значительно упростится. В слое алюминия в упаковочном материале наводят электрический ток посредством так называемого индуктора или катушки, состоящей по существу из электрического проводника, выполненного в требуемой конфигурации и образующего один или более витков катушки, подсоединенной к источнику тока, который подает высокочастотный переменный ток к катушке. Обычно применяют частоту 500 килогерц и 1.8 мегагерц.
Когда высокочастотный ток пропускают через катушку или индуктор, то вокруг катушки или индуктора образуется высокочастотное магнитное поле, а если катушка расположена смежно с материалом, который включает в себя металлический слой, то в этом металлическом слое наводятся индуцированные токи, которые приводят к образованию тепла в тех частях, через которые пропущен ток. Тепло, образующееся в металлической фольге, легко проходит к смежным слоям термопласта, например полиэтилену, которые побуждаются размягчаться или расплавляться. Если слои материала, в которых образуется тепло, спрессованы на другом подобном слое материала с покрытием из термопласта, то покрытия из термопласта будут оплавляться в зоне нагрева вместе для образования непроницаемого и прочного сварного соединения.
Для концентрации магнитного поля и получения узких зон нагрева целесообразно разместить индуктор по возможности ближе к металлическому слою, т.е. индуктор необходимо прижать к материалу, который должен свариваться. Чтобы еще больше улучшить сварное соединение необходим такой индуктор, чтобы его поверхность, обращенная в сторону упаковочного материала, имела вдоль части его поверхности, выступ для дополнительного увеличения давления во время сварки. Индуктор, в соответствии с упомянутым описанием, раскрыт в патенте Швеции SE-451974.
Однако одной проблемой, присущей для всех индукторов упомянутого типа, является трудность в достижении равномерного сварного шва поперек всей поверхности, образованной рукавом из плоско уложенного упаковочного материала, так, чтобы центральная зона поперечного сварного шва и кромочная зона имели непроницаемый и прочный сварной шов. Когда индуцированный ток достигает кромки полотна упаковочного материала, ток не проходит дальше, в результате, когда ток достигает кромки упаковочного материала, он постепенно отклоняется к противоположной стороне, где ток проходит в противоположном направлении. Таким образом будет ток низкой плотности и, следовательно, низкая удельная мощность на выходе еще дальше в сторону кромки упаковочного материала. Раньше это компенсировали путем повышения выходной мощности так, чтобы она была достаточной для сварки прямо до самой наружной кромки упаковочного материала.
Для упаковочных продуктов жидкого типа, например воды, сока или молока, увеличение выходной мощности для компенсации уменьшенной удельной мощности на выходе на кромке полотна материала действует достаточно удовлетворительно, но для густых или вязких продуктов, например томатного пюре или пасты и т. п. , очень трудно достичь, как было доказано, непроницаемого и равномерного сварного соединения поперечно через весь рукав упаковочного материала, поскольку невозможно повышать бесконечно выходную мощность. Чрезмерно высокая выходная мощность будет отрицательно влиять на центральную зону рукава из упаковочного материала, а именно в том, что термопласт будет превращаться в пластичные капли, так называемая пластичная струя, которые могут влиять на непроницаемость и качество готовой упаковки.
Целью настоящего изобретения является создание индуктора для образования равномерного непроницаемого сварного соединения вдоль всего поперечного сварного шва, который можно также применять для упаковки вязких продуктов в рукав из упаковочного материала.
Другой целью настоящего изобретения является создание индуктора, который может работать при таком уровне выходной мощности, который обеспечивает сварку хорошего качества как на кромке полотна упаковочного материала, так и в его центральной зоне.
Для достижения поставленных целей в устройстве для индукционной сварки упаковочного материала, состоящего из по меньшей мере одного слоя термопласта с по меньшей мере одним слоем металлической фольги, предпочтительно алюминиевой фольги, содержащем индуктор, подсоединенный к источнику высокочастотного тока и имеющий по меньшей мере два параллельных, разнесенных друг от друга проводника и электрически изолированный корпус держателя, оба параллельных проводника соединены друг с другом и с источником тока посредством проводников, которые размещены в верхней поверхности индуктора поперечно параллельным проводникам с возможностью совпадения с наружными определяющими линиями упаковочного материала.
Кроме того, поперечные проводники размещены с возможностью совпадения центральных линий с наружными определяющими линиями упаковочного материала с допуском ±1,5 мм.
Поперечные проводники имеют ширину и глубину, выбранные из условия равенства потребляемой выходной мощности для сварки кромочной зоны упаковочного материала и потребляемой выходной мощности для сварки центральной зоны упаковочного материала.
Для достижения поставленных целей в способе индукционной сварки упаковочного материала, состоящего по меньшей мере из одного слоя термопласта с по меньшей мере одним слоем металлической фольги, предпочтительно алюминиевой фольги, расположенной смежно с ним, посредством устройства в виде индуктора, имеющего два параллельных проводника, соединенных друг с другом и с источником высокочастотного тока, посредством которого наводят электрический ток высокой частоты в слое металлической фольги упаковочного материала, для образования тепла, которое передают слою термопласта для его расплавления, при этом взаимно соединенные и спрессованные слои упаковочного материала связывают друг с другом за счет оплавления взаимно обращенных слоев термопласта и образуют непроницаемое и прочное сварное соединение, между двумя параллельными проводниками проводят ток посредством проводников, которые размещают в верхней поверхности индуктора поперечно параллельным проводникам с возможностью совпадения с наружными определяющими линиями упаковочного материала.
Кроме того, сварку осуществляют по прямоугольной схеме, короткие стороны прямоугольника которой состоят из наружных определяющих линий упаковочного материала.
Теперь будет описано более подробно одно конкретное исполнение настоящего изобретения со ссылкой на приложенные чертежи, на которых
фигура 1 показывает индуктор согласно настоящему изобретению;
фигура 2 показывает известные индукторы;
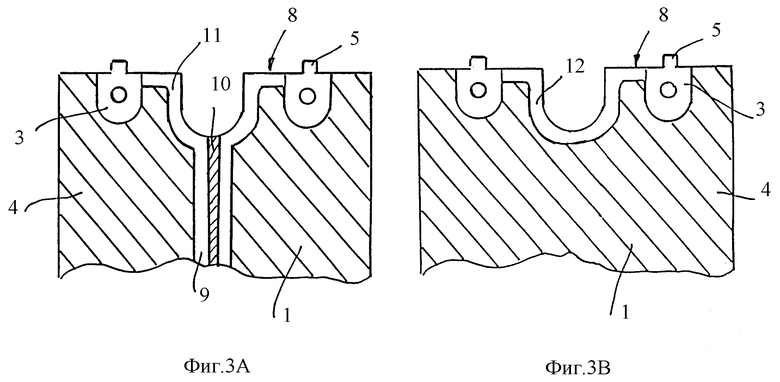
фигура 3 показывает, частично в разрезе, известный индуктор;
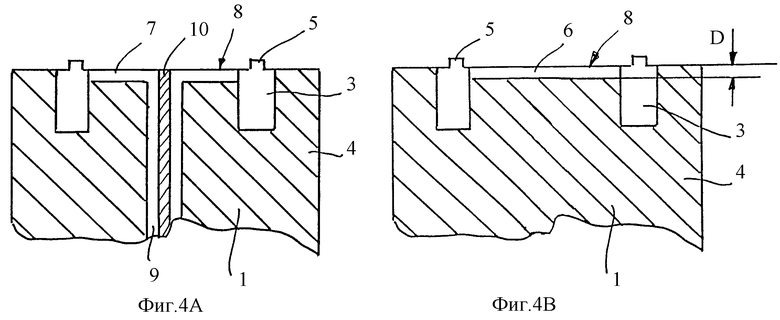
фигура 4 показывает, частично в разрезе, индуктор согласно настоящему изобретению;
фигура 5 - график, показывающий операцию сварки упаковок для вязких продуктов согласно известному техническому решению;
фигура 6 - график, показывающий операцию сварки упаковок для жидких продуктов согласно известному техническому решению; и
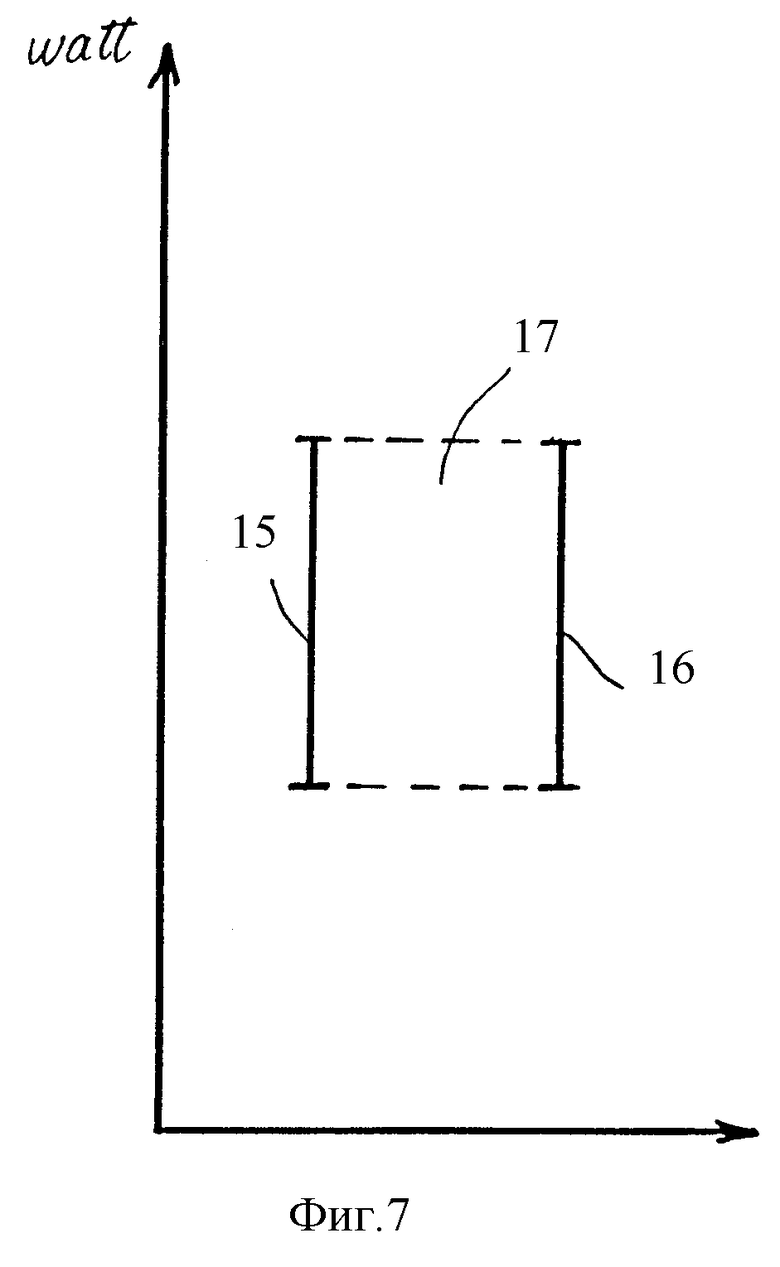
фигура 7 - график, показывающий операцию сварки согласно настоящему изобретению.
Устройство для сварки или индуктор 1 типа, показанного на фигуре 1, предназначено для установки в части машины, включенной в устройство для заполнения жидких или накачиваемых пищевых продуктов. Этой части машины сообщается требуемое движение и необходимое усилие для сварки. Эту часть машины, которую часто называют сварочной губкой, устанавливают для относительного перемещения против так называемой противоположной губки, которая может также перемещаться. Операцию сварки осуществляют между сварочной губкой и противоположной губкой.
Полотно упаковочного материала подается через заполнительное устройство, причем полотно такого типа, который обычно применяют в контейнерах из упаковочного материала для одноразового использования, т.е. полотно упаковочного материала обычно имеет внутренний слой из бумаги или картона, на который наслоили различные слои термопласта, составляющие наружные слои упаковочного материала. Упаковочный материал также включает в себя барьерный слой из металлической фольги, предпочтительно из алюминиевой фольги.
Полотну упаковочного материала придают трубчатую форму в заполнительном устройстве, и обе кромки материала сваривают вместе соединением внахлестку. Образованный таким образом рукав заполняют предназначенным содержимым и после этого рукав поперечно сваривают через трубку 2 плоско уложенного материала. Сварные швы поперечных соединений размещают в равномерно разнесенной связи друг от друга, таким образом заданное количество содержимого запаивается в отдельные секции рукава. Затем отдельные секции рукава разделяют для образования отдельных упаковочных контейнеров. Путем ориентации поперечных сварных соединений различными способами, например посредством смещения сварных губок на 90o между каждым поперечным сварным швом, можно получить четырехгранную упаковку, тогда как при одной ориентации сварных губок получат заготовку упаковочного контейнера, которой можно придать конфигурацию параллелепипеда.
Индуктор 1, который является существенной частью сварочной губки, состоит по существу из двух параллельных проводников 3, расположенных в слегка разнесенной связи друг от друга, таким образом между проводниками 3, каждый из которых образует поперечный сварной шов на трубке 2 плоско уложенного материала, остается промежуток для отделения упаковочных контейнеров от трубки. Оба проводника 3 расположены в электрически изолированном корпусе 4 держателя. Каждый проводник 3 выполнен с узким буртиком или выступом 5, который выступает над поверхностью 8 индуктора 1. Выступ 5 способствует увеличению давления на узкую поверхность для упрощения достижения непроницаемого и равномерного поперечного сварного шва. Оба проводника 3 электрически соединены друг с другом и с источником высокочастотного переменного тока (не показан).
Как показано на фигурах 1 и 4, индуктор 1 согласно настоящему изобретению имеет поперечные проводники 6 и 7, которые размещены в верхней поверхности 8 индуктора 1. Один поперечный проводник 6 соединен с промежуточными концами проводников 3, тогда как другой поперечный проводник 7 продолжается в соединительном проводе 9 индуктора 1 со слоем электрической изоляции между соединительными проводами 9. В известных индукторах 1, показанных на фигуре 3, поперечные проводники 11 и 12 расположены внутри электрически изолированного корпуса 4 держателя, таким образом они не способны влиять на полотно 2 плоско уложенной трубки, которое расположено на поверхности 8 индуктора 1. Кроме того, поперечные соединения 11 и 12 согласно известному техническому решению расположены на расстоянии за пределами наружных определяющих линий 13 трубки 2 плоско уложенного материала.
Согласно настоящему изобретению поперечные проводники 6 и 7, расположенные на поверхности 8 индуктора 1, совпадают с наружными определяющими линиями трубки 2 плоско уложенного материала. В конкретном исполнении трубка 2 плоско уложенного материала должна перемещаться через машину таким образом, чтобы наружные определяющие линии 13 совпадали с центральной линией поперечных проводников 6, 7 с допуском ±1.5 мм.
Поскольку оба проводника 3 соединены с источником высокочастотного переменного тока (не показан) посредством соединительных проводов 9, то вокруг индуктора 1 образуется высокочастотное магнитное поле, которое генерирует индуцирующий ток в слое алюминиевой фольги в трубке 2 плоско уложенного материала. Ток, индуцированный в слое алюминия, генерирует тепло, и это тепло передается смежным слоям термопласта, таким образом они вынуждены размягчаться или расплавляться. Благодаря прессованию вместе двух таких слоев термопласта в трубке 2 плоско уложенного материала получают непроницаемый сварной шов в поперечном соединении.
На фигуре 2 показан известный индуктор 1, содержащий два параллельных проводника 3, которые продолжаются за пределы наружных определяющих линий 13 полотна 2 плоско уложенного материала. Ток, наведенный в алюминиевом слое, обозначен на фигуре 2 в виде электронов 14, направление потока которых обозначено стрелками. Когда электроны 14 достигают наружной определяющей линии 13 полотна 2 плоско уложенного материала, электроны "концентрируются" в том месте, где находятся металлические слои, и за пределами наружной определяющей линии металлического слоя существует почти неограниченное сопротивление. В таком случае ток имеет тенденцию к "разветвлению", т.е. электроны 14 начинают, сразу до определяющих линий 13 трубки плоско уложенного материала, мигрировать в проводник 3 другой стороны и в результате будет достигаться более плохой сварной шов в той зоне трубки плоско уложенного материала, которая расположена наиболее близко к наружным определяющим линиям 13.
Графики, представленные на фигурах 5-7, показывают различие в потребляемой выходной мощности между кромочными зонами трубки 2 плоско уложенного материала и центральной зоной. На каждом графике левый блок 15 выходной мощности представляет требование, которое необходимо для кромочных зон трубки 2 плоско уложенного материала, а правый блок 16 выходной мощности представляет требование к выходной мощности для центральной зоны. Зона 17 между пунктирными линиями представляет таким образом ту зону, где может достигаться непроницаемое и прочное сварное соединение через всю трубку плоско уложенного материала.
Фигура 6 показывает блоки 15 и 16, представляющие требования к выходной мощности для образования поперечного сварного соединения на упаковке для воды, например. В этом случае будет образовываться относительно широкая зона 17, которую можно использовать для сварки поперечного соединения. На фигуре 5, показывающей блоки требований к выходной мощности для сварки упаковки для вязкого продукта, например томатной пасты, представлена очень узкая зона 17, которую можно использовать для сварки трубки 2 плоско уложенного материала, содержащей этот вязкий продукт. Имеются также продукты, которые желательно упаковывать в упаковки описанного типа для одноразового применения, но для которых отсутствует перекрывающаяся зона 17 выходной мощности. На практике это означает то, что раньше было почти невозможно удовлетворительно сваривать упаковки, содержащие такой продукт.
Когда после работы в течение определенного периода времени индуктор 1 нагревается и необходимо регулировать соответственно потребляемую мощность, возможно будет трудно поддерживать узкую зону 17. Кроме того, температура упакованного продукта, окружающей среды и также изменения в толщине упаковочного материала и алюминиевой фольги могут привести к образованию слишком малой узкой зоны 17 выходной мощности, чтобы достичь эффективного и непроницаемого сварного соединения по всей трубке 2 плоско уложенного упаковочного материала.
Если потребляемая мощность уменьшается под зоной 17, обозначенной пунктирными линиями, то существует риск получения поперечного сварного соединения на трубке 2 плоско уложенного материала, в котором обе кромочные зоны вблизи наружных определяющих линий 13 не будут достаточно непроницаемыми. С другой стороны, если потребляемая мощность в зоне, обозначенной пунктирными линиями, высока, то существует риск перегрева термопласта в центральной зоне трубки 2 плоско уложенного материала, таким образом термопластик будет образовывать капли, так называемую пластическую струю, которые при последующей обработке или во время транспортировки готового упаковочного контейнера могут привести к механическому повреждению внутреннего слоя пластика в упаковочном материале с последующим нарушением непроницаемости упаковки.
Для исключения упомянутых проблем, которые создают известные индукторы 1, в частности при упаковке вязких продуктов, настоящее изобретение предусматривает, за счет размещения поперечных проводников 6 и 7 на поверхности 8 индуктора 1, регулирование тока таким образом, что, когда электроны 14 достигают наружной определяющей линии 13 трубки плоско уложенного материала, поперечные проводники будут "передавать" ток дальше вдоль наружной определяющей линии 13 трубки 2 плоско уложенного материала. На практике это дает картину сварки, которая имеет внешний вид прямоугольника, где короткие стороны прямоугольника образованы наружными определяющими линиями 13 трубки плоско уложенного материала 2. Однако короткие боковые сварные швы, образованные такими средствами, не функционируют в качестве действующих сварных швов.
Путем тщательных и точных расчетов и определения заданных размеров поперечных проводников была сделана попытка (как показано на фигуре 7) определить потребляемую выходную мощность как для центральной зоны трубки плоско уложенного материала, так и для ее кромочных зон при одном интервале или в зоне 17. Это относится как к жидким продуктам, так и к продуктам, поддающимся перекачке нососом. Например, ширина В поперечных проводников 6, 7 для их приспособления к индуктору 1, применяемому для вязких продуктов, поддающихся перекачке насосом, может составлять от 5 до 7 мм, предпочтительно 6 мм. Глубину Д поперечных проводников выбирают такую, чтобы она находилась в интервале от 0.8 до 1.2 мм, предпочтительно 1 мм. В то же время важно, чтобы наружные определяющие линии 13 трубки 2 плоско уложенного материала совпадали, по возможности точно, с центральными линиями поперечных проводников 6, 7. В конкретном исполнении предусмотрен допуск ±1.5 мм.
Как можно увидеть из представленного описания, настоящее изобретение относится к устройству для сварки, индуктор 1 которого позволяет сваривать поперечные соединения, закрывающие вязкий продукт, и в котором можно применять диапазон выходной мощности, при котором отсутствует риск получения проницаемых сварных соединений в кромочных зонах, расположенных ближе всего к наружным определяющим линиям 13 трубки 2 плоско уложенного материала, или перегрева слоев термопласта в центральной зоне трубки 2 плоско уложенного материала.
Подрисуночные надписи
Фигура 1:
1 - устройство или индуктор для сварки согласно настоящему изобретению
2 - трубка (рукав) плоско уложенного материала
3 - два параллельных проводника
4 - электроизолированная часть держателя
5 - узкий буртик или выступ
6-7 - поперечные проводники
8 - поверхность индуктора
9 - соединительный провод
10 - слой электроизоляции
13 - наружные определяющие линии упаковочного материала
14 - электроны
Фигуры 5-7 показывают графики, представляющие различия в потребляемой выходной мощности между кромочными зонами и центральной зоной трубки (2) плоско уложенного упаковочного материала
15 - необходимая потребляемая мощность для сварки кромочных зон
16 - необходимая потребляемая мощность для образования поперечного сварного соединения в упаковке для воды
На фигуре 5:
15, 16 - потребляемая выходная мощность при сварке упаковок для вязких продуктов
17 - очень узкая зона, а на фигуре 6 в позиции 17 показана относительно широкая зона
На фигуре 7 показано определение потребляемой выходной мощности для сварки центральной и кромочной зон упаковочного материала при одном интервале или зоне 17.



Изобретение относится к области сварки и может найти применение в легкой и пищевой промышленности для изготовления упаковочного материала. В устройстве индуктор подсоединен к источнику высокочастотного тока и имеет по меньшей мере два параллельных, разнесенных друг от друга проводника. Держатель имеет электрически изолированный корпус. Оба параллельных проводника соединены друг с другом и с источником тока посредством проводников, которые размещены в верхней поверхности индуктора поперечно параллельным проводникам с возможностью совпадения с наружными определяющими линиями упаковочного материала. Наводят электрический ток высокой частоты в слое металлической фольги для расплавления слоя термопласта. Ток подается от одного проводника к другому и для сварки центральной зоны упаковочного материала. Потребляемая мощность такая же, как и при сварке кромочных зон. Кроме того, сварку осуществляют по прямоугольной схеме, короткие стороны прямоугольника которой состоят из наружных определяющих линий упаковочного материала. Изобретение позволяет сваривать качественно упаковочный материал для закрытия вязких продуктов, например томатной пасты, и волокнистых продуктов. 2 с. и 3 з.п. ф-лы, 7 ил.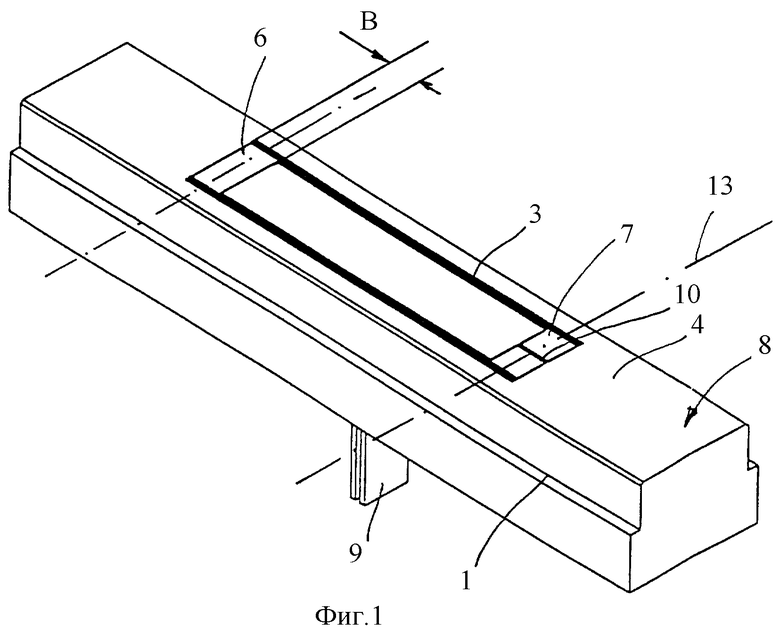
| Оптическое покрытие | 1973 |
|
SU451974A1 |
| Устройство для изготовления, наполнения продуктом и запечатывания пакетов из материала,включающего термопластик | 1983 |
|
SU1422989A3 |
| Устройство для сварки термопластов | 1979 |
|
SU804480A1 |
| Устройство для сварки материалов токами высокой частоты | 1987 |
|
SU1502395A1 |
| Устройство для сварки полиэтиленовых деталей | 1961 |
|
SU143549A1 |
| US 5117613, 02.06.1992 | |||
| US 5250140, 05.10.1993. | |||

