Изобретение касается устройства для транспортировки и сгибания гибкого упаковочного материала, содержащего конвейер с транспортирующими устройствами, которые на некотором участке протяженности конвейера имеют постепенно меняющуюся ориентацию.
При производстве упаковочных контейнеров различных типов, например, для упаковки жидких пищевых продуктов, таких как молоко, сок или т.п., часто используют ламинированный упаковочный материал, так называемый "упаковочный ламинат", состоящий из слоев материалов различного типа. Обычный ламинированный материал, таким образом, содержит относительно толстый сердцевинный или несущий слой из волокнистого материала, например бумаги, который покрывают с обеих сторон тонкими слоями непроницаемого для жидкости пластикового материала. Этот пластиковый материал обычно является термопластиком, то есть таким пластиком, который может быть термосварен путем нагревания и сжатия, используемого для запечатывания упаковочного материала в связи с его превращением в заготовки упаковочных контейнеров или в готовые упаковочные контейнеры. Термопластик может, например, быть полиэтиленом или полипропиленом. При необходимости упаковочный ламинат может также содержать дополнительные слои, например, барьерного материала, такого как алюминиевая фольга (Alifoil) или известный по себе барьерный пластик.
В качестве подготовительного мероприятия для превращения упаковочного ламината в готовые, заполненные и запечатанные упаковочные контейнеры, из исходного упаковочного ламината в форме полотна часто изготавливают отдельные листы или заготовки, на отдельной стадии изготовления заготовок. Обычная заготовка для производства, например, упаковок со щипцовым верхом, состоит, например, из отдельного участка упаковочного ламината, который, известным по себе образом, снабжают рисунком ослабленных линий или линий сгиба, чтобы позволить его сгибание и формирование готового упаковочного контейнера со щипцовым верхом. В дополнение к линиям сгиба, которые необходимы для формирования верха и дна упаковочного контейнера в конечную конфигурацию, заготовка снабжена несколькими параллельными линиями сгиба, так чтобы придать заготовке форму рукава или трубчатую форму по существу прямоугольного поперечного сечения. Это осуществляется в процессе предварительного изготовления, который предусматривает транспортировку заготовки упаковочного контейнера в продольном направлении этих линий сгиба и постепенное сгибание наружных стенок, определенных линиями сгиба, так что каждая из них сгибается на 180o, а их наружные свободные боковые края слегка перекрывают друг друга. Посредством нагревания наружного термопластикового материала затем осуществляют плавление или запечатывание в этой зоне перекрытия, в которой после сжатия образуется непроницаемое для жидкости, продольное запечатывающее соединение (шов) по всей длине заготовки упаковочного контейнера. Эта предварительная обработка упаковочного ламината в отдельные, трубчатые и плоские заготовки упаковочных контейнеров осуществляется в настоящее время при относительно высокой скорости транспортировки, обычно от 100 до 200 м/мин. Если попытаться еще более увеличить эту скорость, то возникнут некоторые трудности в отношении обращения с заготовками, поскольку транспортировка заготовок при более высоких скоростях приведет к нестабильности, которая не позволит получить равномерное нагревание, удовлетворительное для последующей операции запечатывания.
При очень высоких скоростях транспортировки, например, до 300 м/мин, также необходимо быстро и интенсивно нагревать ту область термопластика, которая служит в качестве зоны запечатывания. В этом случае либо температура нагревания должна быть значительно увеличена, либо расстояние, на котором осуществляют нагревание, должно быть увеличено. В то же время для получения приемлемой эффективности необходимо обеспечить малое расстояние между нагревающим устройством, например соплом подачи горячего воздуха, и поверхностью упаковочного материала, что в свою очередь требует очень точного склеивания наружных частей заготовки упаковочного контейнера, которые, после сгибания, должны термосвариваться друг с другом. Этот применяемый до настоящего времени способ нагревания наружных продольных краевых областей листа, прежде чем вообще было начато сгибание листа, приводит к тому, что нагретый термопластик на стадии нагревания будет иметь время для охлаждения до такой степени, что последующее запечатывание приведет к плохому качеству шва. Этого можно частично избежать тем, что две стенки, которые должны нагреваться, сначала сгибают под углом 90o к остальным стенкам, а затем нагревают, после чего окончательно осуществляют сгибание остальных стенок на 90o, и образующие перекрытие стенки сжимают вместе и запечатывают. С помощью этой технологии расстояние и время между нагреванием и запечатыванием будет снижено, что повысит вероятность получения адекватного шва даже при высоких скоростях транспортировки. Однако, этот пошаговый способ еще более затрудняет направление стенок в связи с тем, что операция нагревания и попытки, использующие поддерживающие ролики и т.п., приводят к тому, что края заготовки, подлежащие нагреванию, имеют волнистый внешний вид, с последующим неравномерным нагреванием. Поскольку, вследствие присущей стенкам гибкости, их также невозможно надежно направлять в непосредственной близости с выпускной поверхностью сопла подачи горячего воздуха, потери тепла будут возрастать притом, что нагретые области будут иметь неровный и неточный контур.
Известные попытки усовершенствований, например путем регулирования положения транспортирующих устройств относительно формуемого в трубку листового материала (см. WO 93/23233, опубл. 25.11.1993), не позволяют устранить упомянутую выше нестабильность при высоких скоростях транспортировки и получить ровные и хорошо ограниченные области нагревания при соединении краев листового материала, формуемого в трубку.
Таким образом, существует общая потребность в усовершенствовании данной технологии для создания такого устройства для транспортировки и сгибания гибкого упаковочного материала, которое бы позволило, в связи со сгибанием с высокой скоростью, эффективно направлять и нагревать продольные свободные краевые области заготовки так, чтобы с минимальными потерями получить ровные и хорошо ограниченные области нагревания, которые, после дополнительного совместного сгибания краевых областей заготовки, можно использовать для термосваривания перекрывающих друг друга краевых областей, с образованием непроницаемого для жидкости и, возможно, газа уплотнения, продолжающегося вдоль заготовки.
Одна из задач настоящего изобретения состоит в создании устройства для транспортировки и сгибания гибкого упаковочного материала, которое позволяет надежным и хорошо ограниченным образом нагревать продольную краевую область заготовки упаковочного контейнера при ее транспортировке с высокой точностью и на высокой скорости, сгибании и запечатывании с образованием продольного уплотнения.
Другая задача настоящего изобретения состоит в обеспечении устройства вышеупомянутого типа, причем это устройство может транспортировать заготовку таким образом, что краевая область, предназначенная для нагревания, направляется прямолинейно вдоль хорошо определенного пути, смежно нагревающему устройству.
Кроме того, дополнительная задача настоящего изобретения состоит в обеспечении устройства вышеупомянутого типа, которое позволяет, с минимальными тепловыми потерями и потерями на трение, надежно направлять и нагревать краевую область заготовки.
Еще одна задача настоящего изобретения состоит в обеспечении устройства вышеупомянутого типа, позволяющего направлять заготовку так, чтобы край заготовки оставался как можно более плоским и был свободно доступен для нагревания, сгибания или другой обработки.
Еще одна задача настоящего изобретения состоит в обеспечении устройства вышеупомянутого типа, особенно пригодного для высокой скорости производства, простого в изготовлении и обслуживании и не имеющего недостатков, присущих конструкциям предшествующего уровня техники.
Вышеуказанные и другие задачи решаются устройством для транспортировки и сгибания гибкого упаковочного материала, содержащим конвейер с транспортирующими устройствами, которые, вдоль части длины конвейера, имеют постепенно меняющуюся ориентацию, причем устройство по изобретению содержит присасывающий короб, а транспортирующие устройства включают конвейерную ленту, которая, вдоль части длины конвейера, продолжается по существу прямолинейно и с постоянной ориентацией вдоль присасывающего короба, который на своей стороне, обращенной к конвейерной ленте, имеет выемку, сообщенную с источником разрежения, причем конвейерная лента имеет сквозные отверстия, расположенные с возможностью передачи разрежения от указанной выемки для удержания на конвейерной ленте транспортируемого упаковочного материала.
Предпочтительно, площадь сечения отверстий является наибольшей на той стороне конвейерной ленты, которая обращена в сторону от присасывающего короба. Так, отверстия на поверхности конвейерной ленты, обращенной от присасывающего короба, могут иметь больший диаметр, чем отверстия на поверхности конвейерной ленты, обращенной к присасывающему коробу, при этом отверстия могут быть выполнены коническими. В варианте указанные отверстия не обязательно конические, а имеют постепенно изменяющийся диаметр.
Предпочтительно, устройство имеет нагревательное устройство для упаковочного материала, транспортируемого конвейерными лентами, которое расположено вдоль присасывающего короба.
Конвейерная лента в этом случае предпочтительно расположена между присасывающим коробом и указанным нагревательным устройством.
В варианте, присасывающий короб может быть снабжен имеющим канал для хладагента охлаждающим устройством для охлаждения его рабочей поверхности и конвейерной ленты. Указанный канал для хладагента может быть расположен по существу между коробом и конвейерной лентой.
В предпочтительном варианте выполнения устройство по изобретению имеет вторую конвейерную ленту с зеркально изменяющейся ориентацией относительно первой конвейерной ленты по длине конвейера.
Кроме того, транспортирующие устройства могут включать несколько последовательно расположенных конвейерных лент.
Путем снабжения устройства по изобретению перфорированной лентой и устройством для создания разрежения, продолжающимся по существу вдоль всего участка ленты, который имеет неизменяющуюся ориентацию, непосредственно смежно соплу подачи горячего воздуха, станет возможным, с одной стороны, повысить точность направления краевой области заготовки, и, с другой стороны, гарантировать, что заготовка останется плоской, так что краевая область может быть введена в непосредственное соединение с соплом. В результате тепловые потери снижаются наряду с получением хорошо ограниченной зоны нагревания. Поскольку отверстия имеют разные площади поверхности с обеих сторон ленты, на заготовке обеспечивается максимальный присасывающий эффект, который в то же время не создает слишком высокого трения между задней стороной ленты и рабочей поверхностью присасывающего короба (вакуумирующего устройства). Также можно обеспечить присасывающий короб с каналом для хладагента, чтобы дополнительно уменьшить нагревание ленты. Устройство по изобретению, таким образом, позволяет при высокой скорости и с высокой точностью обеспечить удовлетворительное и хорошо ограниченное нагревание продольных краев заготовок упаковочного контейнера, которые должны термосвариваться в продольном запечатывающем соединении.
Краткое описание сопровождающих чертежей
Предпочтительный вариант выполнения устройства по изобретению будет теперь описан более подробно ниже со ссылкой на сопровождающие чертежи, на которых показаны только те части и детали, которые важны для понимания настоящего изобретения. На сопровождающих чертежах:
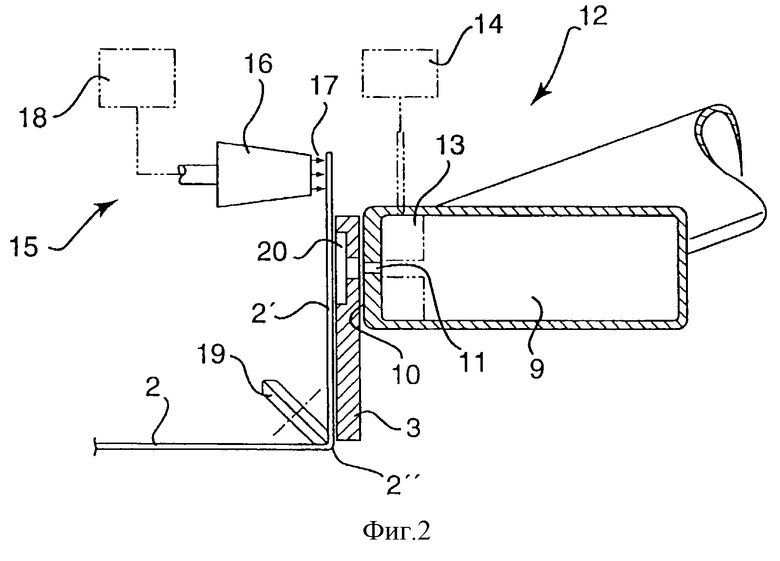
Фиг.1 - схематичный вид сверху устройства по изобретению; и
Фиг. 2 - вид в сечении части устройства по изобретению, показанного на Фиг.1.
Описание предпочтительного варианта выполнения
Устройство, показанное на чертежах, составляет часть установки для преобразования упаковочного материала, то есть известной по себе установки для преобразования полотна упаковочного ламината в трубчатые заготовки упаковочных контейнеров, которым в заполняющих машинах простым образом придается окончательная форма и которые затем заполняют и запечатывают. Устройству по изобретению, таким образом, предшествует устройство для подачи листов, которое, например, из магазина выпускает по одной заготовке к транспортирующему устройству. Вслед за устройством по изобретению имеется соответственно некий магазин для приема уже согнутых трубчатых заготовок упаковочного контейнера и для их хранения. Это хорошо известная технология, которую нет необходимости описывать более подробно в данном описании.
Устройство по изобретению содержит конвейер 1, продолжающийся между магазином для несогнутых листов к магазину (не показан) для согнутых (вдвое), запечатанных трубчатых заготовок 2 прямоугольной формы для формирования упаковочных контейнеров. Конвейер включает одну или более конвейерных лент 3, которые продолжаются по существу параллельно, а их активные участки поддерживаются одним или более поддерживающими роликами 4. В зависимости от характера транспортируемого упаковочного материала (лист, полотно, ширина, толщина, жесткость и т.д.) можно использовать желаемое количество конвейерных лент (возможно, снабженных несущими элементами). В дополнение к показанным, расположенным по бокам лентам 3, можно предпочтительно использовать, например, одну или более центрально расположенных, плоско перемещающихся лент для равномерного привода. Также приемлемы другие приводные средства, например, приводные группы резиновых колес, или т.п. Однако это является хорошо известным в области конструирования конвейеров, и поэтому данные признаки не описываются и не показываются более подробно в данной заявке. На обоих концах конвейера 1 имеется несколько известных по себе сгибающих роликов 5, по которым проходят ленты 3. На одной части конвейера 1 сгибающие ролики 5 приводятся приводным валом 6 посредством подходящего первичного привода 1, например, электродвигателя известного типа. Вдоль конвейера 1 дополнительно может находиться множество поддерживающих роликов 4 или роликов других типов, а также различные устройства для облегчения и обеспечения правильной транспортировки и правильного сгибания заготовок 2 упаковочного контейнера. Однако такие устройства составляют технологию, известную в данной области, и поэтому нет необходимости описывать их здесь более подробно.
Как ясно из Фиг.1, каждая конвейерная лента 3 проходит от сгибающего ролика, расположенного на правом конце конвейера 1 по Фиг.1, к соответственно расположенному сгибающему ролику 5 на левом конце конвейера. При перемещении от правого конца к левому осуществляется поворот на 180o вокруг продольной оси конвейерной ленты 3, который более точно осуществляется пошаговым образом, поскольку лента 3, при ее перемещении от правого сгибающего ролика 5, где лента проходит по существу горизонтально, к последующему поддерживающему ролику 4, поворачивается на 90o, так что лента, при упоре в поддерживающий ролик 4, находится по существу в вертикальном положении, и что также показано на Фиг.2, между поддерживающим роликом 4 и регулируемым роликовым узлом 8 лента 3 продолжается с по существу не изменяющейся вертикальной ориентацией. После прохождения роликового узла 8 постепенный дополнительный поворот ленты на 90o осуществляется так, что, когда она достигает сгибающего ролика 5, расположенного на левом конце конвейера 1, она снова имеет по существу горизонтальную ориентацию, но теперь повернутую на 180o по сравнению с горизонтальной ориентацией на правом или загрузочном конце конвейера. Пошаговый поворот или изменение ориентации ленты 3, таким образом, осуществляется, с одной стороны, между сгибающими роликами 5 и поддерживающим роликом 4, вблизи загрузочного конца конвейера 1, и, с другой стороны, между роликовым узлом 8 и сгибающими роликами 5 на разгрузочном или выпускном конце конвейера 1. Роликовый узел 1 позволяет поддерживать и управлять перемещением ленты эффективным образом, не требуя, чтобы поддерживающие ролики упирались в активную внутреннюю сторону ленты, то есть часть ленты, которая контактирует с заготовками 2, транспортируемыми через конвейер 1. Роликовый узел 8 может перемещаться в продольном направлении конвейера 1, чтобы обеспечить регулирование сгибающего участка конвейера. Поддерживающие ролики 4, конечно, могут быть также замещены роликовым узлом 8, если это подходит.
Между роликовым узлом 8 и поддерживающим роликом 4 устройство по изобретению содержит присасывающий короб 9, соединенный с известным по себе, схематично показанным источником 9' частичного вакуума (разрежения) известного типа. Присасывающий короб 9 имеет плоскую рабочую поверхность 10, повернутую так, чтобы быть обращенной к ленте 3, и включает по меньшей мере одну выемку 11 в форме щели (или альтернативно, ряд отверстий), соединяющую внутреннюю сторону присасывающего короба 9 с окружающей средой. Присасывающий короб 9 также может быть снабжен охлаждающим устройством 12, включающим один или более каналов 13 с хладагентом, которые расположены вблизи рабочей поверхности 10 и подходящим образом находятся в соединении со схематично показанным источником 14 жидкого хладагента известного по себе типа, например, бака с охлажденной водой.
Как видно на Фиг.2, лента 3 снабжена несколькими сквозными отверстиями 20, которые предназначены для подачи разрежения от щели 11 присасывающего короба 9 к активной поверхности 3 ленты, чтобы удерживать в этом месте участок 2' заготовки 2 упаковочного контейнера, упирающийся в активную поверхность ленты. Как видно также на Фиг.2, отверстия 20 выполнены так, что их площадь является наибольшей на активной стороне ленты 3, повернутой от присасывающего короба 9. Предпочтительно, диаметр отверстий 20 на активной поверхности ленты 3 превышает их диаметр на задней стороне ленты 3, обращенной к присасывающему коробу 9, что может обеспечиваться посредством того, что отверстия 20 имеют постепенно изменяющийся диаметр, или, возможно, посредством конических или иных неравномерно изменяющихся отверстий. Также можно заменить меньшие отверстия, расположенные на задней поверхности ленты 3, узкими щелями, продолжающимися через всю длину ленты, что может быть предпочтительным, поскольку это уменьшает шум от создаваемого разрежения при работе устройства. Такое образование отверстий гарантирует, что разрежение, подаваемое через присасывающий короб 9, будет оказывать максимальное действие на активную поверхность ленты 3, тогда как увеличенный упор между задней стороной ленты и рабочей поверхностью присасывающего короба 9, вызванный разрежением, снижается на максимально возможную величину, что снижает потери на трение и уменьшает нагревание ленты при высокой скорости производства.
На противоположной стороне 3, относительно присасывающего короба 9, устройство по изобретению содержит нагревательное устройство 15, которое может быть, например, известным по себе устройством для подачи горячего воздуха. Нагревательное устройство 15 включает сопло 16, которое направляет горячий воздух к той краевой области заготовки 2 упаковочного контейнера, которая должна нагреваться, чтобы обеспечить последующее термосваривание, как более подробно будет описано ниже. Сопло расположено непосредственно смежно поверхности заготовки упаковочного контейнера и снабжается воздухом от традиционного источника 18 подачи воздуха, например, типа компрессора. Воздух предпочтительно нагревают в сопле 16, которое, известным по себе образом, снабжено нагревающими элементами в форме электрической реостатной проволоки, которая соединена с подходящим источником тока (не показан). Сопло 16 расположено непосредственно смежно поверхности заготовки 2 упаковочного контейнера и его длина предпочтительно немного меньше, чем длина присасывающего короба 9, то есть заполняет большую часть пространства между поддерживающим роликом 4 и роликовым узлом 8, внутри которого проходит лента 3 с не изменяющейся, предпочтительно вертикальной ориентацией. Кроме того, сопла подачи горячего воздуха могут, естественно, обеспечиваться, для, например, нагревания других частей заготовки упаковочного контейнера, например, противоположной наружной стороны продольного края. Даже если этот край нагревают меньше, чем первый упомянутый край (чтобы избежать термического повреждения декоративной стороны упаковочного материала), здесь также можно направлять этот край с помощью присасывающего короба аналогичного типа. Однако это не показано на чертежах.
Наконец, на Фиг.2 также видно, как внутренние углы заготовки 2 упаковочного контейнера, образованные продольными линиями сгиба, поддерживаются несколькими фиксирующими роликами 19, которые расположены последовательно и размещены под некоторым углом, чтобы обеспечить фиксацию заготовок 2 упаковочного контейнера как в вертикальном, так и горизонтальном направлении. Дополнительные фиксирующие или поддерживающие ролики, конечно, также могут встречаться, но это известно по себе из уровня техники и поэтому не будет описано или показано более подробно.
При работе устройства по изобретению плоско лежащие заготовки 2 упаковочного контейнера, снабженные линиями сгиба, будут подаваться из магазина (не показан) на загрузочный конец конвейера 1, то есть на его правый на Фиг.1 конец. В этом случае заготовка упаковочного контейнера 2 будет проходить два сгибающих ролика 5, приводимых приводным валом и первичным приводом 7, по которому две конвейерные ленты 3 проходят в горизонтальном положении. В этом случае линии 2" сгиба, используемые для сгибания заготовки 2 упаковочного контейнера и продолжающиеся в продольном направлении заготовки упаковочного контейнера будут совмещаться с обращенными друг к другу продольными краями конвейерных лент 3. С помощью конвейерных лент 3, которые, вместе с возможными другими известными по себе приводными средствами (не показаны), перемещаются первичным приводом 7 с равной скоростью (около 300 м/мин) (справа налево на Фиг.1), обе боковые стенки 2' заготовки 2 постепенно будут сгибаться вверх до положения под углом 90o к центральной, не согнутой области заготовки 2. Другими словами, две боковые стенки 2' будут продолжаться по существу вертикально, когда они проходят поддерживающие ролики 4. При этом сгибании боковые стенки 2' будут, вследствие присущей упаковочному материалу гибкости и сопротивления на изгиб, продвигаться против рабочей поверхности ленты 3, обращенной к заготовке. Однако, когда ленты 3 проходят поддерживающие ролики 4, активное сгибание заготовки приостанавливается, что повышает опасность того, что согнутые боковые стенки 2' перестанут контактировать с лентой 3 и, вследствие, например, динамических усилий или воздушного потока, будут перемещаться с неопределенной ориентацией и положением вдоль сопла 16 нагревательного устройства 15. Это создает неравномерный и неуправляемый температурный профиль, поэтому, чтобы лучше направлять боковые стенки 2' на этой важной стадии изготовления заготовки, используют присасывающий короб 9, чтобы через линейные выемки 11, продолжающиеся в продольном направлении устройства, обеспечить контактирование боковой стенки 2' заготовки 2 упаковочного контейнера с источником 9' разрежения. Более точно, наружная сторона боковой стенки 2', упирающаяся в рабочую поверхность ленты 3, будет, благодаря отверстиям 20, присасываться, чтобы неподвижно упираться в ленту, тогда как лента 3, своей задней стороной, присасывается к рабочей поверхности 10 присасывающего короба 9. Лента 3 предпочтительно снабжена задней стороной из материала с низким трением, чтобы избежать излишнего трения и, таким образом, нагревания ленты 3. Чтобы усилить прочность присасывания заготовки 2 упаковочного контейнера к активной поверхности ленты 3 и одновременно снизить потери на трение в результате упора в ленту 3 и рабочую поверхность 10 присасывающего короба, используют то, что отверстия 20 по изобретению имеют увеличенный диаметр на поверхности ленты, обращенной от присасывающего короба 9, и, например, выполнены так, что отверстия имеют коническую форму или имеют ступенчато изменяющийся диаметр. При этом разрежение будет оказывать максимальное действие на той стороне ленты, которая обращена к заготовке 2 упаковочного контейнера, и обеспечивать надежный упор между рабочей поверхностью ленты 3 и согнутой боковой стенкой 2' заготовки 2 упаковочного контейнера.
Разность присасывающего усилия, возникающая в результате изменяющегося размера отверстий 20 на передней и задней поверхности, соответственно, ленты 3, приводит к тому, что боковые стенки 2' очень точно фиксируются в желаемом и по существу плоском положении при прохождении ленты 3 между поддерживающим роликом 4 и роликовым узлом 8, что позволяет обеспечить стабильное перемещение боковых стенок 2' так, что расстояние между рабочей поверхностью сопла 16 и смежной поверхностью боковой стенки 2', которая должна нагреваться, может быть очень небольшим, обычно порядка 0,5-2 мм. В результате обеспечиваются хорошо ограниченное нагревание и минимальные тепловые потери, поскольку небольшое расстояние приводит к тому, что необходимое быстрое нагревание быстро проходящих заготовок 2 будет осуществляться с относительно небольшим потреблением горячего воздуха. Точное направление также позволяет использовать некоторые формы системы с обратным присасыванием, например, эжекторное сопло, подобное типу сопла, показанному в ЕР 0436085, которые дополнительно оптимизируют потребление энергии, так что потери остаются минимальными. Отсутствие роликов или других неравномерно распределенных сдавливающих усилий на боковой стенке 2' на стадии нагревания также гарантирует, что она сохранит свое плоское состояние, которое необходимо для хорошо ограниченного и эффективного нагревания.
Когда заготовка 2 упаковочного контейнера проходит сопло 16 подачи горячего воздуха и присасывающий короб 9, ее краевые области, расположенные вдоль боковых стенок 2', нагреваются до температуры плавления термопластика, подходящей для термосваривания. Сразу после того, как заготовка 2 проходит роликовый узел 8, происходит сгибание остальной заготовки на 90o, поскольку конвейерные ленты 3 постепенно поворачиваются в горизонтальное положение при прохождении ими сгибающего ролика 5. Сразу за сгибающим роликом 5 известный по себе обжимной ролик 21 будет сжимать теперь перекрывающие друг друга краевые области боковых стенок 2' с получением надежного и непроницаемого для жидкости (или альтернативно для газа) продольного запечатывающего соединения (шва). Таким образом согнутая, запечатанная и теперь находящаяся в плоском состоянии трубчатая заготовка 2 упаковочного контейнера затем перемещается к магазину (не показан) или принимается другими подходящими средствами.
С помощью устройства по изобретению можно, таким образом, при одновременном перемещении и сгибании гибкой заготовки упаковочного контейнера обеспечить точное и экономичное нагревание краевых областей непосредственно перед их термосвариванием, так что заготовка будет иметь по существу прямоугольную трубчатую форму. Точное прямолинейное направление боковой стенки 2' заготовки 2 в соединении с операцией нагревания позволяет обеспечить высокую скорость производства и снизить тепловые потери. Применение вакуумированной ленты позволяет избежать использования поддерживающих роликов, направляющих или т.п., которые отчасти создают опасность деформации заготовки и отчасти препятствуют размещению сопла подачи горячего воздуха. Тот факт, что отверстия 20 в ленте 3 имеют разные размеры и площадь на противоположных поверхностях ленты 3, обеспечивает, с одной стороны, устойчивую фиксацию заготовки упаковочного контейнера 2 на активной стороне ленты 3, и, с другой стороны, минимальные потери на трение вследствие упора между задней стороной ленты 3 и рабочей поверхностью 10 присасывающего короба 9. Эта конструкция, в частности, подходит для протяженного контакта между лентой и присасывающим коробом, например, когда присасывающий короб вследствие высокой скорости производства должен быть относительно длинным. При очень высоких скоростях также необходимо охлаждать ленту и рабочую поверхность 10 присасывающего короба 9, что осуществляется, как описано выше, посредством каналов 13 с хладагентом, расположенных непосредственно смежно рабочей поверхности 10, которые могут сообщаться с источником 14 хладагента.
Путем разделения последовательного сгибания на первое сгибание на 90o, нагревание и последующее сгибание на 90o можно обеспечить множество преимуществ. Во-первых, нагревание, в смысле времени, будет происходить ближе к последующей операции запечатывания, что приводит к тому, что расстояние, на котором возможно охлаждение, будет меньше, а значит, потребуется меньше тепла. Во-вторых, можно использовать упругость, присущую материалу, для улучшения направления согнутых боковых стенок и их упора в ленту и зоне нагревания, что позволяет не трогать ту сторону стенки, которая должна нагреваться без направляющих или приводных средств, например, роликов. До настоящего времени это было невозможно, когда осуществлялось нагревание упаковочного материала в плоском состоянии.
В альтернативном варианте выполнения устройства по изобретению обе ленты 3 могут быть, естественно, разделены таким образом, чтобы, например, каждая лента 3 состояла из трех разных лент, например, одна - на первом расстоянии между сгибающим роликом на загрузочном конце конвейера 1 и поддерживающим роликом 4, еще одна - на расстоянии между поддерживающим роликом 4 и роликовым узлом 8 и еще одна - на расстоянии между роликовым узлом 8 и сгибающим роликом 5. В этом случае конструкция может быть более экономичной в том, что только ленту, продолжающуюся между поддерживающим роликом 4 и роликовым узлом 8, потребуется снабдить отверстиями 20. Одна или более остальных лент также могут быть естественно заменены направляющими или любым другим видом направляющих/сгибающих средств, например, роликами или т.п. Если заготовка 2 должна сгибаться только вдвое вдоль центрально расположенной продольной линии сгиба, то в принципе можно, конечно, уменьшить устройство по изобретению вдвое, то есть использовать только одну продольную ленту 3, поскольку противоположная сторона может быть заменена направляющими роликами или т.п., удерживающими заготовку в правильном положении в процессе сгибания и нагревания.
Наконец, следует отметить, что устройство по изобретению можно также использовать для направления упаковочного материала при других типах обработки, отличающихся от нагревания и запечатывания, например, при механической обработке краев или при печати.
Настоящее изобретение не должно рассматриваться как ограниченное описанным выше и показанным на чертежах, поскольку возможны различные его варианты без отхода от объема прилагаемой формулы изобретения.
Изобретение относится к конвейерному транспорту, в частности к устройству для транспортировки и сгибания гибкого упаковочного материала. Устройство для транспортировки и сгибания гибкого упаковочного материала содержит конвейер с транспортирующими устройствами, которые, вдоль части длины конвейера, имеют постепенно меняющуюся ориентацию. Устройство содержит присасывающийся короб, а транспортирующие устройства включают конвейерную ленту, которая, вдоль части длины конвейера, продолжается, по существу, прямолинейно и с постоянной ориентацией вдоль присасывающего короба, который на своей стороне, обращенной к конвейерной ленте, имеет выемку, сообщенную с источником разрежения. Конвейерная лента имеет сквозные отверстия, расположенные с возможностью передачи разрежения от указанной выемки для удержания на конвейерной ленте транспортируемого упаковочного материала. Устройство по изобретению способствует эффективному, экономичному и хорошо ограниченному нагреванию краевой области упаковочного материала, предназначенной для термосваривания. Повышается надежность работы устройства. 9 з.п. ф-лы, 2 ил.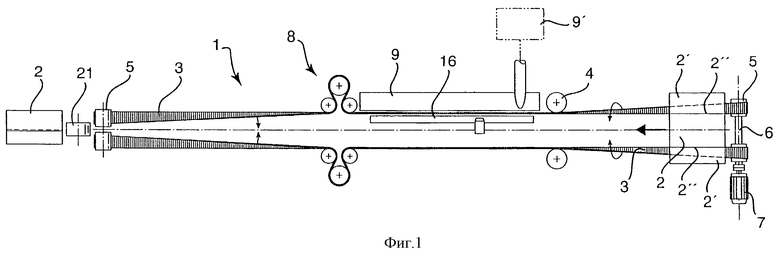
| Домовый номерной фонарь, служащий одновременно для указания названия улицы и номера дома и для освещения прилежащего участка улицы | 1917 |
|
SU93A1 |
| МОДУЛЬНЫЙ ТРАНСПОРТЕР ДЛЯ ТРАНСПОРТИРОВКИ И РАСПРЕДЕЛЕНИЯ ГРУЗОВ | 1991 |
|
RU2038274C1 |
| УСТРОЙСТВО для ПЕРЕМЕЩЕНИЯ ШТУЧНЫХ ГРУЗОВ | 0 |
|
SU204237A1 |
| Устройство для перемещения хрупкой тары | 1978 |
|
SU727538A1 |
| СПОСОБ ПОЛУЧЕНИЯ СУЛЬФИРОВАННЫХ СУЛЬФОФТАЛЕИНОВЫХ СОЕДИНЕНИЙ | 0 |
|
SU255261A1 |
| US 4520615 A, 04.06.1985. | |||

