Изобретения относятся к созданию баков, используемых в ракетной, авиационной, химической и других отраслях промышленности, преимущественно для содержания криогенных топлив.
Криогенный бак наряду с внутренним давлением подвергается воздействию внешних осевых сил (изгиб, сжатие) по всему периметру обечайки.
Известны конструкции криогенных баков с обечайками конструкции с вафельным фоном, который служит для восприятия внешних сил сжатия, с герметичной оболочкой и с дополнительной оболочкой, соединяющейся с основной через соты (см. , например, В.Т. Лизин, В.А. Пяткин, "Проектирование тонкостенных конструкций".- M.: Машиностроение, 1994, с. 48-50).
Недостатком этих конструкций является то, что они имеют значительный вес за счет дополнительных элементов конструкции, воспринимающих осевое сжатие (вафли и сотовые элементы конструкции), значительную трудоемкость и стоимость баков.
Известна конструкция обечайки криогенного бака, содержащей внутреннюю металлическую оболочку и наружную неметаллическую оболочку, имеющие между собой адгезионную связь (см., например, авт.св. СССР N 765592, кл. F 17 C 3/04 от 16.05.78 г.).
Недостатком данной конструкции обечайки является ее значительная масса и вес по сравнению с желаемыми за счет того, что внешние силы (внутреннее давление и осевое сжатие) воспринимаются практически лишь простой предварительно ненапряженной металлической оболочкой, в то время как наружная оболочка в этом практически не участвует (эластичный материал сохраняет эластичность и при криогенной температуре, а жесткий пенопласт также предварительно не напряжен).
Известен способ изготовления обечайки бака (баллона), включающий изготовление внутренней оболочки, ее опрессовку и проверку на герметичность, изготовление частей наружной оболочки и соединение их с помощью адгезионной связи (см., например, патент РФ N 2094695, кл. F 17 C 1/00 от 14.12.78 г.).
Недостатками этого способа являются его большие трудоемкость и вес, например, за счет выполнения гофр, изготовления и установки колец и кольцевых ребер жесткости, заполнения полостей гофр упругим материалом, а также стоимость изготовления.
Задачей предлагаемых изобретений является создание обечаек баков, преимущественно для криогенных жидкостей, и способа их изготовления с достижением технического результата в виде экономии массы обечаек и как следствие самих криогенных баков, получение обечаек с тонкими стенками, в которых внутренние взаимоуравновешенныe усилия в сумме нейтрализуют силу внешнего и внутреннего воздействия на бак, снижение трудоемкости и стоимости изготовления.
Решение этой задачи достигается тем, что в обечайке криогенного бака, содержащей внутреннюю металлическую оболочку и наружную неметаллическую оболочку, имеющие между собой адгезионные связи, в соответствии с изобретением внутренняя оболочка выполнена из алюминиевого сплава, а наружная оболочка выполнена из углепластикового композиционного материала, при этом оболочки склеены друг с другом с предварительным напряжением в них за счет наддува в процессе склейки оболочек и/или заправки бака криогенной средой.
Решение этой задачи достигается также и тем, что в способе изготовления обечайки бака, включающем изготовлениe внутренней оболочки, ее опрессовку и проверку на герметичность, изготовление наружной оболочки и соединение их с помощью адгезионной связи, в соответствии с изобретением внутреннюю оболочку перед сборкой с наружной оболочкой наддувают до получения ею штатной формы, части наружной оболочки подвергают перед сборкой обработке на оправке, повторяющей наружный контур внутренней оболочки, на наддутую внутреннюю оболочку наклеивают внешнюю оболочку с получением предварительного напряжения в оболочках, после чего проводят повторную окончательную опрессовку с проверкой герметичности.
При этом предварительные напряжения в оболочках получают путем наддува внутренней оболочки до напряжений, не превышающих предела текучести, и при этом наддуве производят приклейку второй оболочки из углепластикового композиционного материала и/или предварительное напряжение в оболочках получают путем заправки бака криогенными средами. Склейку оболочек производят с использованием вакуумного мешка.
При этом технический результат достигается за счет очень большого различия в коэффициентах линейного расширения внутренней оболочки из алюминиевого сплава (α =16·10-6 1/oC) и наружной оболочки из углепластикового композиционного материала (α = 1·10-6 1/oC), соединенных между собой клеем в момент нахождения внутренней оболочки под наддувом, что приводит к появлению в двух оболочках одинаковых по величине и разных по знаку, распределенных по контуру и образующим усилий, которые уравновешивают друг друга. И эти напряжения существенно увеличиваются (составляя до 80-90% от общего значения этих образованных при склеивании под наддувом усилий) при заполнении бака криогенной жидкостью (средой). Эти уравновешенные внутренние усилия не позволяют внешним силам (внутреннему давлению и осевому сжатию) менять напряжения в оболочках, пока эти силы не превысят силы, созданные в оболочках за счет охлаждения при указанных коэффициентах линейного расширения.
На чертеже показано схемное изображение обечайки криогенного бака по данному изобретению.
Обечайка содержит внутреннюю оболочку 1 из алюминиевого сплава и внешнюю оболочку 2 из углепластикового композиционного материала (УКМ), соединенные между собой клеем 3.
Изготовление обечайки криогенного бака производят следующим образом. Выполненную отдельно внутреннюю оболочку из алюминиевого сплава соединяют с днищами 4, опрессовывают и проверяют на герметичность. Отдельные части наружной оболочки наклеивают на наддутую до получения штатной формы внутреннюю оболочку. Возможно наддувать внутреннюю оболочку при этом до получения в ней остаточного напряжения. Наружную оболочку подвергают обработке на оправке, повторяющей наружный контур внутренней оболочки в автоклаве, после чего приклеивают на внутреннюю оболочку с помощью вакуум-мешка. Затем проводят повторную окончательную опрессовку с проверкой герметичности обечайки. Места стыка компенсируют накладками из этого же материала (внешней оболочки).
При работе адгезионно соединенных обечаек в силу одинакового температурного сжатия по двум осям в направлении этих осей образуются две пары одинаковых уравновешенных внутренних усилий 2N0=2Nк (см. чертеж). До преодоления величины этих внутренних сил внешними система обечайки не изменит свое предварительно деформированное состояние. Изменение деформативно-напряженного состояния наступит только после преодоления внешними силами предварительно напряженных усилий в оболочках. Помимо криогенного воздействия создание предварительно напряженных оболочек обеспечивается и за счет предварительного наддува бака до величины, не превышающей напряжения предела текучести материала. Согласно формуле  и в этом состоянии произвести приклейку оболочки из УКМ, где P - давление внутри бака, R - радиус обечайки, δ - толщина оболочки из алюминиевого сплава, σос.доп - допускаемое напряжение.
и в этом состоянии произвести приклейку оболочки из УКМ, где P - давление внутри бака, R - радиус обечайки, δ - толщина оболочки из алюминиевого сплава, σос.доп - допускаемое напряжение.
Предложенная конструкция с использованием для оболочек материалов с различными коэффициентами линейного расширения и способ ее изготовления позволяют за счет внутренних взаимоуравновешенных усилий значительно снизить воздействие внешних сил на изделие, что позволяет уменьшить массу оболочек криогенных баков на 20-30% при одновременном снижении трудоемкости изготовления на 5-10%.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГОРЛОВИНА ЗАПРАВОЧНАЯ | 2000 |
|
RU2183787C2 |
| БЛОК ТОПЛИВНЫХ БАКОВ РАКЕТ-НОСИТЕЛЕЙ | 1999 |
|
RU2151718C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ И ПЕРИОДИЧЕСКОГО КОНТРОЛЯ ВЕЛИЧИН ДЕФОРМАЦИЙ ЧАСТЕЙ КОНСТРУКЦИЙ (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 1999 |
|
RU2180725C2 |
| ТОРОВЫЙ БАК | 1999 |
|
RU2156722C1 |
| ПРЕДОХРАНИТЕЛЬНЫЙ КЛАПАН | 2000 |
|
RU2183782C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННОЙ ОБОЛОЧКИ | 2004 |
|
RU2255829C1 |
| УЗЕЛ МОНТАЖА КРЫШКИ ЛЮКА СИСТЕМЫ ТЕРМОСТАТИРОВАНИЯ ЛЕТАТЕЛЬНОГО АППАРАТА | 1999 |
|
RU2158215C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ДЕТАЛЕЙ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ | 1999 |
|
RU2150344C1 |
| УЗЕЛ СОЕДИНЕНИЯ СТУПЕНЕЙ РАЗГОННОГО БЛОКА | 1999 |
|
RU2179942C2 |
| СИЛОВАЯ ОБЕЧАЙКА ТОПЛИВНОГО БАКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2003 |
|
RU2238225C1 |
Изобретение относится к области создания баков. Внутренняя оболочка выполнена из алюминиевого сплава, а наружная оболочка выполнена из углепластикового композиционного материала, при этом оболочки склеены друг с другом с предварительным напряжением в них за счет наддува в процессе склейки оболочек и/или заправки бака криогенной средой. Внутреннюю оболочку перед сборкой с наружной оболочкой наддувают до получения ею штатной формы, части наружной оболочки подвергают перед сборкой обработке на оправке, повторяющей наружный контур внутренней оболочки, на наддутую внутреннюю оболочку наклеивают внешнюю оболочку с получением предварительного напряжения в оболочках, после чего проводят повторную окончательную опрессовку с проверкой герметичности. В результате достигается снижение массы оболочек и снижение трудоемкости изготовления. 2 с. и 3 з.п. ф-лы, 1 ил.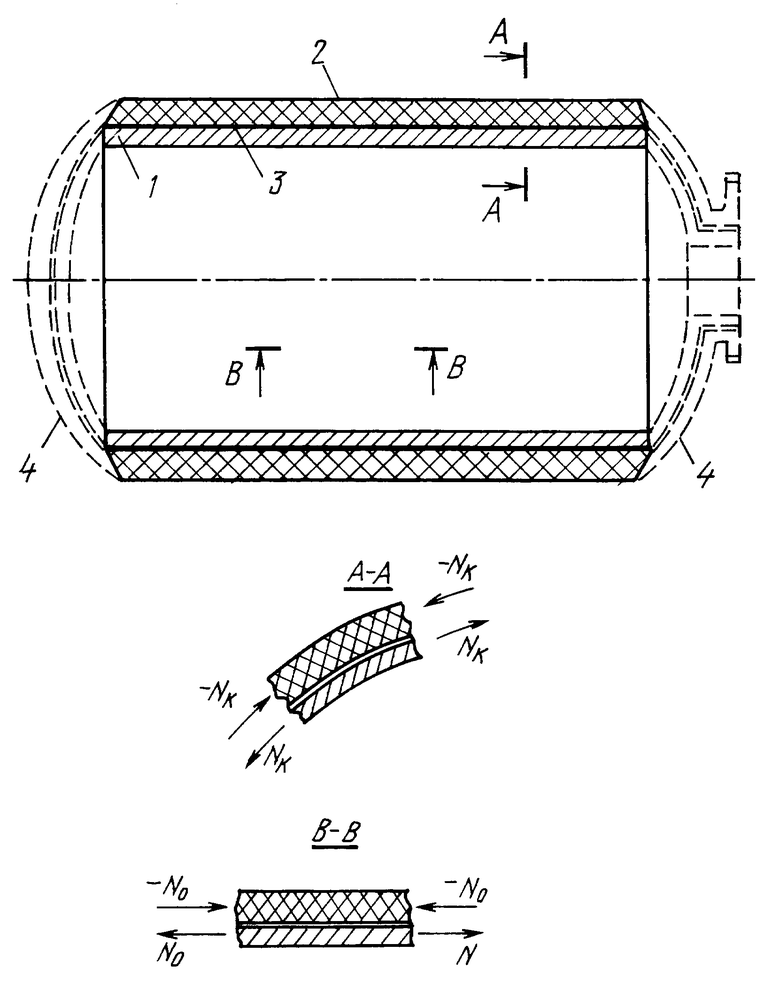
| БАЛЛОН ВЫСОКОГО ДАВЛЕНИЯ | 1984 |
|
RU2094695C1 |
| СПОСОБ ЗАЩИТЫ СОСУДОВ | 1995 |
|
RU2091660C1 |
| RU 2059147 C1, 27.04.1996 | |||
| Устройство для измерения динамических характеристик термометров | 1988 |
|
SU1566232A2 |
| СОСУД ДЛЯ ХРАНЕНИЯ КРИОГЕННЫХ ЖИДКОСТЕЙ | 1991 |
|
RU2021556C1 |
