Изобретение относится к космической, авиационной, транспортной, химической и другим отраслям техники, а более конкретно к изобретениям тонкостенных герметизирующих оболочек (лейнеров) из коррозионностойких сталей для металлопластиковых емкостей (баллонов) высокого давления.
Одной из важнейших характеристик качества таких баллонов является минимизация доли массы пустого баллона в массе заряженного. В выпускаемых в настоящее время емкостях (металлопластиковых баллонах) эта характеристика относительно высока из-за значительной массы герметизирующей оболочки (лейнера).
Известен способ изготовления металлической оболочки (или баллона), включающий изготовление выпуклых днищ с цилиндрическим участком или пояском, сборку и сварку частей баллона по их кромкам с использованием, по меньшей мере, одного внутреннего подкладного кольца (см., например, патент РФ №2167019, кл. В 21 Д. 51/24, В 23 К 9/14 от 03.02.2000 г.). Сборку частей такого баллона осуществляют надвиганием днищ на подкладное кольцо, постепенно распирая кромки до полного их совпадения и обеспечения необходимого сварочного зазора.
Однако такой способ не может быть использован для изготовления тонкостенных оболочек из-за потери устойчивости днищ при наложении осевой нагрузки при сборке оболочки.
Известны металлопластиковые баллоны (емкости) высокого давления и способы их изготовления, содержащие замкнутую тонкую металлическую оболочку из стали толщиной стенок 0,5...0,9 мм и внешнюю органопластиковую оболочку вокруг всей поверхности металлической оболочки (лейнера) (см., например, патент РФ №2077682, кл. F 17 C 1/06 от 29.04.1994 г.).
При сварке отдельных частей тонкой металлической оболочки таких баллонов (емкостей) используются подкладные кольца, которые при окончательной полной сварке лейнера остаются внутри лейнера, ухудшая массовые характеристики емкости.
Известен также способ изготовления тонкостенной оболочки (бака), заключающийся в том, что изготавливают по отдельности металлические выпуклые днища с цилиндрическим пояском и подкладное кольцо. При этом наружный диаметр подкладного кольца выполняют размером, обеспечивающим плотную насадку на него днищ при комнатной температуре, состыковывают днища с использованием подкладного кольца, охлаждают его до криогенных температур, производят стыковку свариваемых частей оболочки, нагревают полученную сборку до комнатной температуры, обеспечивая плотную посадку подкладного кольца в цилиндрических поясках днищ и производят сварку днищ по стыку полученной сборки (см., например, европейский патент ЕР 0833097, кл. F 17 C 1/14, F 17 C 1/02, В 23 К 20/12, опубликован 01.04.1998 г.).
Однако и этот способ имеет недостатки - в частности, увеличенные массовые характеристики из-за того, что подкладное кольцо остается внутри оболочки.
Задачей настоящего изобретения является создание способа изготовления тонкостенной герметизирующей оболочки (лейнера) металлопластиковых баллонов с достижением технического результата в виде упрощения технологии и улучшения массовых характеристик оболочек.
Данная задача решается тем, что в способе изготовления тонкостенной оболочки, заключающемся в том, что изготавливают по отдельности тонкостенные металлические выпуклые днища с цилиндрическим пояском и подкладное кольцо, при этом его наружный диаметр выполняют размером, обеспечивающим плотную насадку днищ при комнатной температуре, предварительно состыковывают днища с использованием подкладного кольца и охлаждения до криогенных температур, нагревают полученную сборку до комнатной температуры, обеспечивая плотную посадку подкладного кольца в цилиндрических поясках днищ, и производят сварку днищ по стыку полученной сборки.
В соответствии с изобретением подкладное кольцо изготавливают из материала с коэффициентом теплового расширения большим, чем коэффициент теплового расширения материала днищ, подкладное кольцо охлаждают до криогенной температуры одновременно вместе с днищами в предварительно собранном виде, в этом охлажденном состоянии надвигают днища на подкладное кольцо до соприкосновения цилиндрических поясков днищ, производят сварку полученной сборки после ее нагрева до комнатной температуры и затем подкладное кольцо удаляют химическим фрезерованием (травлением).
С использованием данного способа изготавливают емкости различного увеличенного объема, вводя в конструкцию промежуточные цилиндрические обечайки диаметром, соответствующим диаметру днищ.
Далее сущность изобретения поясняется более подробно с использованием чертежей, где
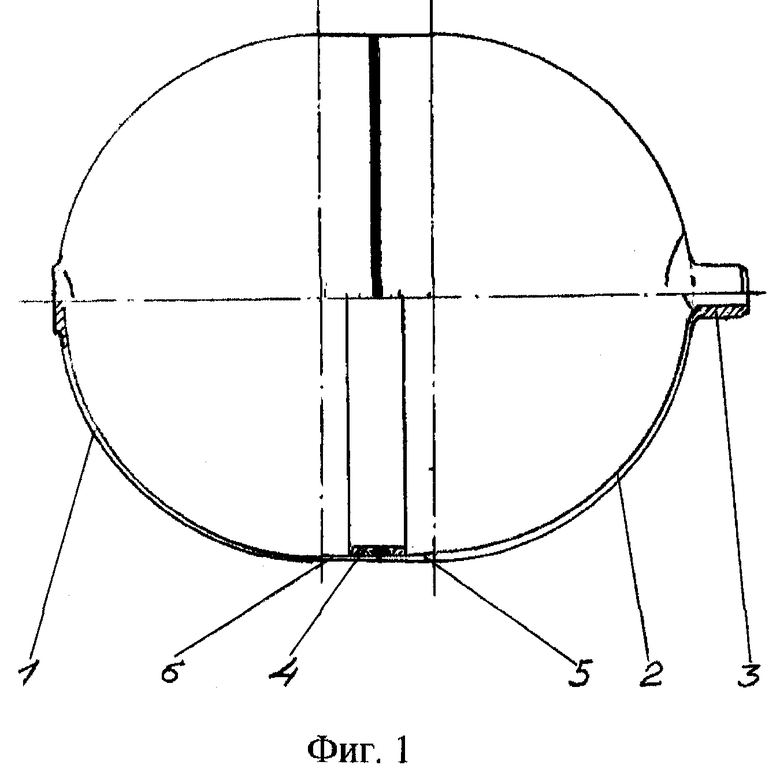
на фиг.1 изображена тонкостенная герметизирующая оболочка (лейнер) в собранном виде,
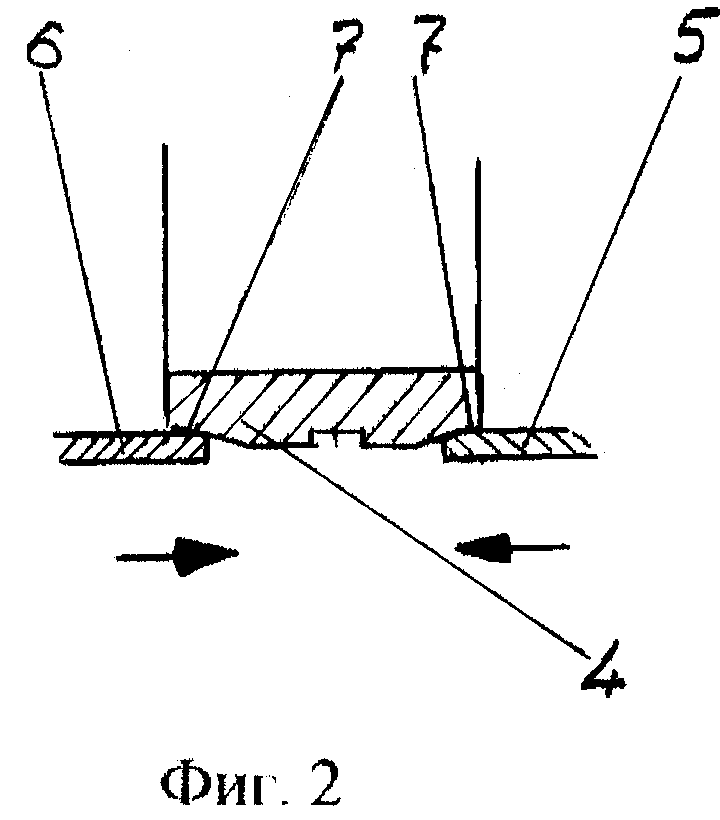
на фиг.2 - схема предварительной сборки днищ с подкладным кольцом до охлаждения,
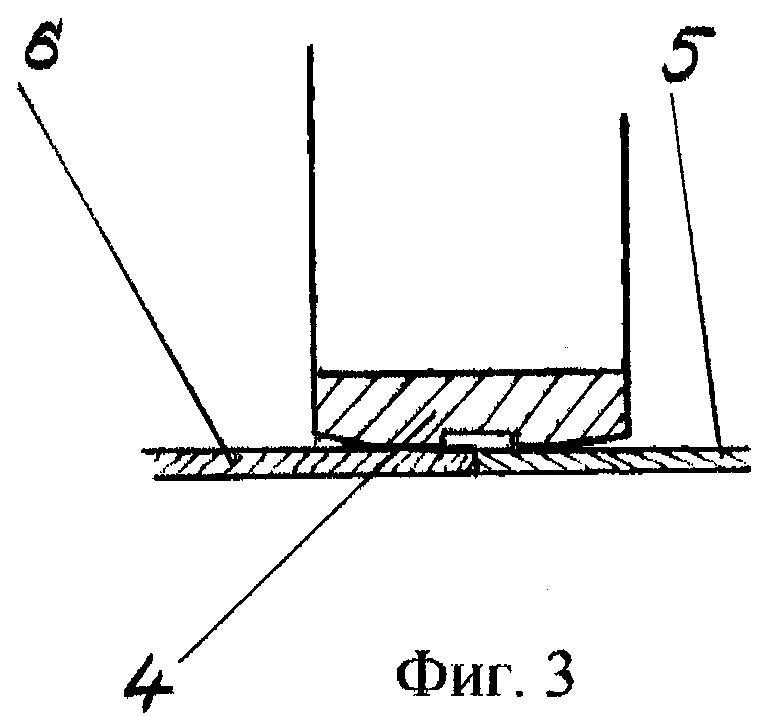
на фиг.3 - схема собранных днищ с подкладным кольцом после надвигания днищ на подкладное кольцо в охлажденном состоянии,
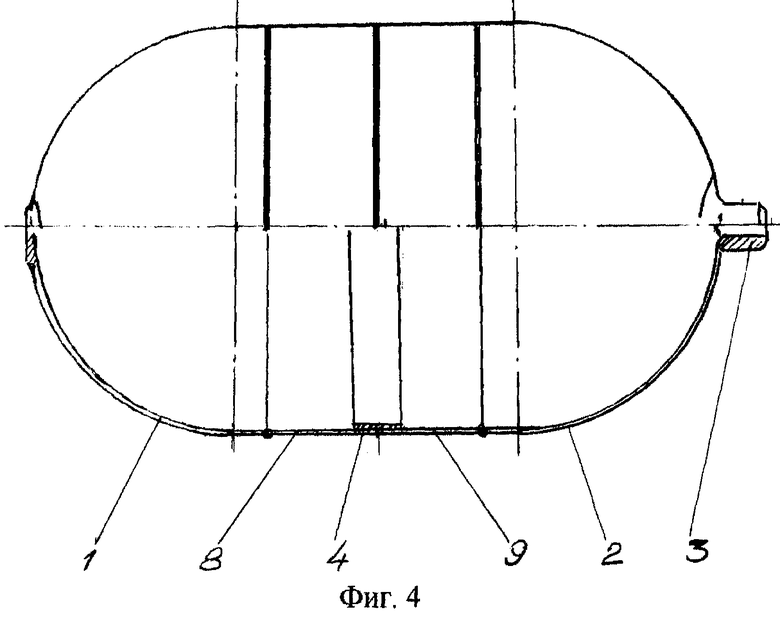
на фиг.4 - тонкостенная герметизирующая оболочка увеличенного объема.
Тонкостенная герметизирующая оболочка (лейнер) содержит два выпуклых (или полусферических) днища 1 и 2. На одном из днищ имеется штуцер 3 для подачи рабочей среды - сначала после сварки для заполнения внутренней полости лейнера реагентом, необходимым для удаления химическим фрезерованием (травлением) подкладного кольца 4, а далее - штатным продуктом (газом или жидкостью).
Предлагаемый способ изготовления реализуется следующим образом.
Изготавливают по отдельности тонкостенные металлические из коррозионностойких материалов (например, нержавеющих сталей) выпуклые днища с цилиндрическими поясками 5 и 6, подкладное кольцо, например, из алюминиевого сплава. При этом наружный диаметр подкладного кольца выполняют размером, обеспечивающим плотную посадку на него днищ при комнатной температуре, предварительно собирают днища и подкладное кольцо, охлаждают до криогенной температуры, например жидкого азота, одновременно днища и подкладное кольцо и в охлажденном состоянии надвигают днища на подкладное кольцо до соприкосновения цилиндрических поясков.
Для облегчения надвигания днищ на подкладное кольцо 4 в нем выполнены заходные конусы 7. Необходимый монтажный зазор при сборке достигается тем, что тонкостенные днища и опорное кольцо выполнены из материалов с различными коэффициентами теплового расширения. После этого полученную сборку нагревают до комнатной температуры. Собранная конструкция после достижения комнатной температуры обеспечивает необходимое совпадение свариваемых кромок, достаточное для проведения сварки способами с малыми тепловложениями, - электролучевой, лазерной и др. Далее производят сварку полученной сборки. Для улучшения массовых характеристик сварной оболочки (лейнера) подкладное кольцо удаляют методом химического фрезерования (травлением), причем днище из коррозионностойкого материала при этом не повреждаются.
При изготовлении емкостей увеличенного объема при неизменном диаметре днищ (см. фиг.4) к тонкостенным днищам предварительно приваривают промежуточные корпусные обечайки 8 и 9 на удаляемой оснастке (разжимном кольце), а заключительный сварной шов выполняют при условиях сварки, изложенных выше.
Такое решение обеспечивает получение баллонов различной емкости при минимизации расходов на изготовление входящих деталей.
Пример.
Изготовление оболочки (лейнера) металлопластикового баллона (емкости) внутренним диаметром 360 мм выполнено сваркой днищ толщиной 0,3 мм, изготовленных методом ротационной вытяжки. Сборка этих днищ под сварку выполнена на предварительно захоложенном совместно с днищами алюминиевом кольце с исходным диаметром 360,1 мм, который при охлаждении до Т=-196° (температура жидкого азота) уменьшен до размера 359,2 мм, обеспечив монтажный зазор 0,4...0,45 мм на сторону. Сварка выполнена лучом лазера на специальной установке.
В результате получена тонкостенная герметизирующая оболочка (лейнер) металлопластикового баллона, масса которой минимизирована по сравнению с массой аналогичных лейнеров, получаемых другими способами.
| название | год | авторы | номер документа |
|---|---|---|---|
| МЕТАЛЛОПЛАСТИКОВЫЙ БАЛЛОН ВЫСОКОГО ДАВЛЕНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2005 |
|
RU2289062C1 |
| Металлокомпозитный баллон для хранения сжатого водорода | 2023 |
|
RU2832629C2 |
| МЕТАЛЛОКОМПОЗИТНЫЙ БАЛЛОН ВЫСОКОГО ДАВЛЕНИЯ | 2009 |
|
RU2432521C2 |
| Способ изготовления металлопластиковых баллонов | 2019 |
|
RU2715072C1 |
| БАЛЛОН ВЫСОКОГО ДАВЛЕНИЯ | 2018 |
|
RU2708013C1 |
| СОСУД ВЫСОКОГО ДАВЛЕНИЯ (ВАРИАНТЫ) | 2007 |
|
RU2338955C1 |
| Металлокомпозитный баллон высокого давления с горловинами большого диаметра | 2020 |
|
RU2754572C1 |
| ЛЕЙНЕР БАЛЛОНА ВЫСОКОГО ДАВЛЕНИЯ | 2007 |
|
RU2353851C1 |
| Способ изготовления лейнера герметизирующего для металлокомпозитного баллона и лейнер для реализации способа | 2020 |
|
RU2765216C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛОПЛАСТИКОВОГО БАЛЛОНА ВЫСОКОГО ДАВЛЕНИЯ ДЛЯ КОСМИЧЕСКОГО АППАРАТА | 2016 |
|
RU2631957C1 |
Изобретение относится к машиностроению и может быть использовано при изготовлении герметизирующих оболочек (лейнеров) из коррозионностойких сталей для металлопластиковых емкостей (баллонов) высокого давления. По отдельности изготавливают металлические выпуклые днища с цилиндрическим пояском и подкладное кольцо. Коэффициент теплового расширения подкладного кольца больше, чем коэффициент теплового расширения днищ, а его наружный диаметр имеет размер, обеспечивающий плотную посадку на него днищ при комнатной температуре. Подкладное кольцо вместе с днищами в предварительно собранном виде охлаждают до криогенной температуры. В охлажденном состоянии днища надвигают на подкладное кольцо до соприкосновения цилиндрических поясков днищ. Полученную сборку нагревают до комнатной температуры, обеспечивая плотную посадку подкладного кольца в цилиндрических поясках днищ. Затем производят сварку днищ по стыку полученной сборки, после чего подкладное кольцо удаляют химическим фрезерованием. В результате обеспечивается упрощение технологии изготовления и улучшение массовых характеристик полученных оболочек. 1 з.п. ф-лы, 4 ил.
| ЕР 0833097 А2, 01.04.1998 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ БАЛЛОНОВ | 2000 |
|
RU2167019C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БАЛЛОНА | 1992 |
|
RU2009749C1 |
| Способ изготовления тонкостенных баллонов | 1989 |
|
SU1696066A1 |
| Лесопосадочная машина | 1978 |
|
SU1155174A1 |
| US 4121528 А, 24.10.1978. | |||

