Изобретение относится к обработке металлов давлением, а именно к холодновысадочному инструменту, и может быть использовано при изготовлении стержневых деталей с различными формами головок на холодновысадочных автоматах.
Известен инструментальный узел для обрезки по требуемому контуру цилиндрических головок стержневых деталей на холодновысадочных автоматах, содержащий пуансон отрезной с осевым отверстием, плитку, установленную в контакте одним из своих торцов с торцом пуансона и выполненную с соосным отверстию пуансона отверстием и углублением, расположенным на торце плитки, удаленном от пуансона, кольцевой демпфер, размещенный в упомянутом углублении плитки, и выталкиватель в виде стержня с головкой, установленный в отверстиях плитки и пуансона с возможностью взаимодействия головкой с демпфером (Ковка и штамповка. Справочник. Холодная объемная штамповка, т. 3, под ред. Г.А. Навроцкого. - М.: Машиностроение, 1987, с. 53, 56, рис. 18).
В известном инструментальном узле стержень выталкивателя обрывается часто из-за того, что демпфер, выполненный в виде шайбы, поглощает кинетическую энергию выталкивателя, не имеет возможности увеличиваться по наружному диаметру, т.к. нет степени свободы, он зажат.
Наиболее близким к изобретению по совокупности существенных признаков является инструментальный узел для обрезки по требуемому контуру цилиндрических головок стержневых деталей на холодновысадочных автоматах, содержащий пуансон обрезной с осевым отверстием, плитку, установленную в контакте одним из своих торцов с торцом пуансона и выполненную с соосным отверстию пуансона отверстием и углублением, расположенным на торце плитки, удаленном от пуансона, кольцевой демпфер со свободной полостью, размещенный в упомянутом углублении плитки, и выталкиватель в виде стержня с напрессованной на одном из его концов втулкой, при этом свободная полость демпфера обращена к втулке выталкивателя, а последний установлен в отверстиях плитки и пуансона с возможностью взаимодействия втулкой с демпфером (RU 2101120 C1, 10.01.1998, B 21 J 5/12).
В известном инструментальном узле демпфер хорошо поглощает кинетическую энергию, однако нетехнологичен в изготовлении, т.к. имеет узкую глубокую полость, для выполнения которой требуется специальный инструмент, что значительно повышает трудоемкость изготовления инструментального узла.
Изобретение решает задачу снижения трудоемкости изготовления инструментального узла за счет создания технологичного в изготовлении демпфера с сохранением его способности хорошо поглощать кинетическую энергию выталкивателя.
Поставленная задача решена тем, что в инструментальном узле для обрезки по требуемому контуру цилиндрических головок стержневых деталей на холодновысадочных автоматах, содержащем пуансон обрезной с осевым отверстием, плитку, установленную в контакте одним из своих торцов с торцом пуансона и выполненную с соосным отверстию пуансона отверстием и углублением, расположенным на торце плитки, удаленном от пуансона, кольцевой демпфер со свободной полостью, размещенный в упомянутом углублении плитки, и выталкиватель в виде стержня с напрессованной на одном из его концов втулкой, при этом свободная полость демпфера обращена к втулке выталкивателя, а последний установлен в отверстиях плитки и пуансона с возможностью взаимодействия втулкой с демпфером, согласно изобретению кольцевой демпфер выполнен в виде ступенчатого кольца, установленного с упором своим торцом, расположенным со стороны большего наружного диаметра, в дно углубления плитки, и дополнительного кольца, размещенного с упором в торец большего диаметра ступенчатого кольца со стороны его меньшего наружного диаметра, при этом свободная полость образована наружной поверхностью меньшего диаметра ступенчатого кольца и внутренней поверхностью дополнительного кольца, а напрессованная втулка установлена с возможностью взаимодействия с торцом ступенчатого кольца со стороны его меньшего наружного диаметра.
Свободная полость, образованная меньшим наружным диаметром демпфера и внутренним диаметром дополнительного кольца, дает возможность легко поглощать кинетическую энергию выталкивателя за счет имеющейся степени свободы меньшего наружного диаметра демпфера, а ступенчатую часть демпфера легко выполнить обычным токарным резцом, т.е. конструкция демпфера технологична в изготовлении.
На чертеже представлен инструментальный узел для обрезки по требуемому контуру цилиндрических головок стержневых деталей на холодновысадочных автоматах.
Инструментальный узел для обрезки по требуемому контуру цилиндрических головок стержневых деталей на холодновысадочных автоматах содержит пуансон обрезной 1 с осевым отверстием, плитку 2, установленную в контакте одним из своих торцов с торцом пуансона 1 и выполненную с соосным отверстию пуансона отверстием и углублением, расположенным на торце плитки 2, удаленном от пуансона 1, кольцевой демпфер 3 и выталкиватель в виде стержня 4 с напрессованной на один из его концов втулкой 5, установленный в отверстиях плитки 2 и пуансона 1 с возможностью взаимодействия втулкой 5 с демпфером 3.
Демпфер 3 выполнен в виде ступенчатого кольца, при этом весь демпфер 3 расположен в углублении плитки 2 таким образом, что своим торцом со стороны большего диаметра демпфер 3 упирается в дно углубления плитки 2, а в торец большего диаметра демпфера 3 со стороны его меньшего наружного диаметра упирается дополнительное кольцо 6, вставленное в углубление плитки 2, при этом между меньшим наружным диаметром демпфера 3 и внутренним диаметром дополнительного кольца 6 образована свободная полость 7, обращенная к втулке 5 выталкивателя. Втулка 5 выталкивателя установлена с возможностью взаимодействия с торцом демпфера 3 со стороны меньшего его наружного диаметра.
Инструментальный узел работает следующим образом.
При рабочем ходе выталкивателя его втулка 5 ударяет по рабочему торцу меньшего наружного диаметра демпфера 3, который, уменьшаясь по длине и увеличиваясь по диаметру одновременно, заполняет часть свободной полости 7, образованной меньшим наружным диаметром демпфера 3 и внутренним диаметром дополнительного кольца 6, установленного в углублении плитки 2. Затем под действием упругих свойств демпфера 3 втулка 5 выталкивателя вместе со стержнем 4 перемещается в исходное положение, а демпфер 3 занимает первоначальное положение.
Предложенный инструментальный узел обладает простой конструкцией и низкой трудоемкостью изготовления.
Применение данного инструментального узла предотвращает преждевременную поломку выталкивателя на холодновысадочном автомате за счет хорошего поглащения кинетической энергии выталкивателя демпфером, а сам демпфер технологичен в изготовлении.
Изобретение относится к обработке металлов давлением, а именно к холодновысадочному инструменту, и может быть использовано при изготовлении стержневых изделий с различными формами головок на холодновысадочных автоматах. Инструментальный узел содержит пуансон обрезной с осевым отверстием и плитку, установленную в контакте одним из своих торцов с торцом пуансона. Плитка имеет соосное отверстию пуансона отверстие и углубление, расположенное на торце, удаленном от пуансона. В углублении плитки размещен кольцевой демпфер, взаимодействующий с выталкивателем. Выталкиватель выполнен в виде стержня с напрессованной на один из его концов втулкой и размещен в отверстиях плитки и пуансона. Демпфер состоит из ступенчатого кольца, расположенного в углублении плитки с упором своим торцом со стороны большего наружного диаметра в дно углубления плитки, и дополнительного кольца. Последнее упирается в торец большего диаметра ступенчатого кольца со стороны его меньшего диаметра. Наружной поверхностью меньшего диаметра ступенчатого кольца и внутренней поверхностью дополнительного кольца образована свободная полость. Напрессованная втулка выталкивателя взаимодействует с торцом ступенчатого кольца со стороны его меньшего диаметра. В результате обеспечивается снижение трудоемкости изготовления инструментального узла. 1 ил.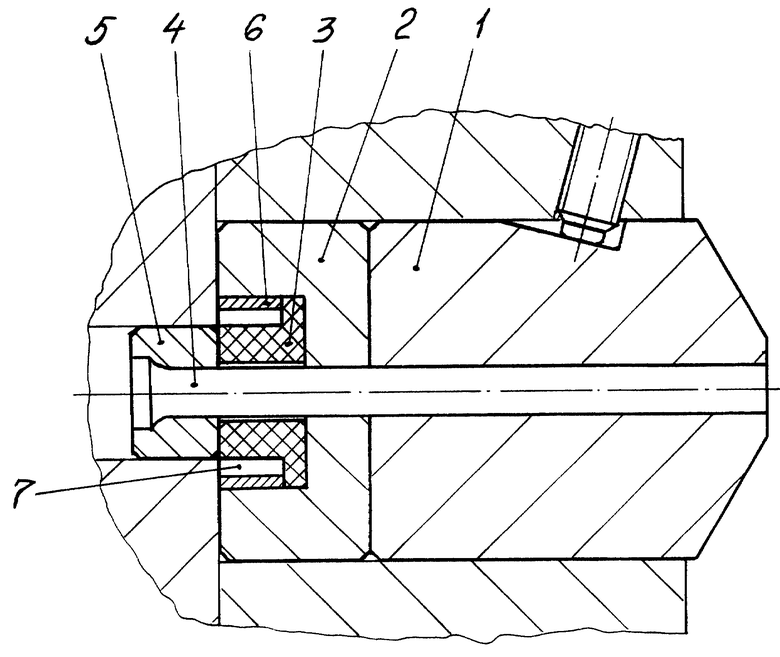
Инструментальный узел для обрезки по требуемому контуру цилиндрических головок стержневых деталей на холодновысадочных автоматах, содержащий пуансон обрезной с осевым отверстием, плитку, установленную в контакте одним из своих торцов с торцом пуансона и выполненную с соосным отверстию пуансона отверстием и углублением, расположенным на торце плитки, удаленном от пуансона, кольцевой демпфер со свободной полостью, размещенный в упомянутом углублении плитки, и выталкиватель в виде стержня с напрессованной на одном из его концов втулкой, при этом свободная полость демпфера обращена ко втулке выталкивателя, а последний установлен в отверстиях плитки и пуансона с возможностью взаимодействия втулкой с демпфером, отличающийся тем, что кольцевой демпфер выполнен в виде ступенчатого кольца, установленного с упором своим торцом, расположенным со стороны большего наружного диаметра, в дно углубления плитки, и дополнительного кольца, размещенного с упором в торец большего диаметра ступенчатого кольца со стороны его меньшего наружного диаметра, при этом свободная полость образована наружной поверхностью меньшего диаметра ступенчатого кольца и внутренней поверхностью дополнительного кольца, а напрессованная втулка установлена с возможностью взаимодействия с торцом ступенчатого кольца со стороны его меньшего наружного диаметра.
| ИНСТРУМЕНТАЛЬНЫЙ УЗЕЛ ДЛЯ ОБРЕЗКИ ЦИЛИНДРИЧЕСКИХ ГОЛОВОК ПО ТРЕБУЕМОМУ КОНТУРУ СТЕРЖНЕВЫХ ДЕТАЛЕЙ НА ХОЛОДНОВЫСАДОЧНЫХ АВТОМАТАХ | 1996 |
|
RU2101120C1 |
| Устройство для обрезки по контуру головок деталей стержневого типа | 1976 |
|
SU648321A1 |
| Одноударный холодновысадочный автомат | 1951 |
|
SU109118A1 |
| GB 1316391, 09.05.1973 | |||
| Ковка и штамповка | |||
| Справочник | |||
| Холодная объемная штамповка /Под ред | |||
| НАВРОЦКОГО Г.А., т.3 | |||
| - М.: Машиностроение, 1987, с.53, 56, рис.18. | |||

