Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении болтов холодной объемной штамповкой.
Известен способ формирования многогранных головок болтов, включающий на позиции предварительной высадки цилиндрической головки ограничение течения металла в радиальном направлении, формируя на торцевой и опорной поверхностях головки заготовки фаски, при этом головку заготовки высаживают высотой 0,8 - 0,9 высоты головки болта (SU, а.с. 1764757, кл.В 21 К 1/46, 1989).
К недостаткам известного способа относится низкое качество штампованных болтов вследствие образования наплывов на торцевой и опорной поверхностях головок. Кроме того, для осуществления способа требуется инструмент сложной конструкции, стойкость которого из-за больших воспринимаемых нагрузок невысокая.
Наиболее близким к предлагаемому является способ штамповки головок болтов, включающий высадку цилиндрической головки с наружной фаской и цилиндрическим подголовком и обрезку цилиндрической головки под окончательную конфигурацию и размеры (Холодная объемная штамповка. Справочник под ред. Г. А.Навроцкого. - М.: Машиностроение, 1973, с.265, табл.5, строка 1).
Такой способ обеспечивает хорошее качество головок болтов, но имеет следующие недостатки: во-первых, при обрезки цилиндрической головки много металла уходит в отход; во-вторых, вследствие больших воспринимаемых нагрузок обрезной инструмент обладает низкой стойкостью.
Предлагаемым изобретением решается задача снижения расхода металла и повышения стойкости обрезного инструмента.
Для достижения указанного технического результата в способе, включающем высадку цилиндрической головки с наружной фаской и цилиндрическим подголовком и обрезку цилиндрической головки под окончательные конфигурацию и размеры, согласно изобретению, цилиндрическую головку высаживают диаметром, равным 1,13 минимального размера под ключ, и высотой, равной 0,75-0,85 окончательной высоты головки болта, а после высадки часть ее редуцируют под окончательные конфигурацию и размеры до получения окончательной высоты головки болта, затем производят обрезку нередуцированной цилиндрической части головки.
За счет введения операции частичного редуцирования головки существенно снижается расход металла, уходящего в отход, и значительно повышается стойкость обрезного инструмента.
На чертеже показана схема изготовления болтов по операциям на холодновысадочном многопозиционном автомате, где а - отрезка заготовки, б - формирование заготовки в виде усеченного конуса, в - высадка цилиндрической головки, г - редуцирование части цилиндрической головки, д - обрезка оставшейся части цилиндрической головки.
Способ осуществляют следующим образом.
Отрезанную заготовку подают на первую формообразующую позицию, где осуществляют предварительный конический набор головки. Затем заготовку переносят на другую позицию и производят высадку цилиндрической головки болта с диаметром D= 1,13 S min, наружной фаской и цилиндрическим подголовком, при этом высоту цилиндрической головки H1 формируют равной 0,75-0,85 окончательной высоты головки болта Н. На следующей позиции редуцируют часть цилиндрической головки под окончательные конфигурацию и размеры до получения окончательной высоты головки болта, причем редуцирование можно производить как в пуансоне верхней части головки, так и в матрице нижней части головки, прилегающей к стержню болта.
Далее заготовку подают на последнюю позицию и осуществляют обрезку оставшейся части цилиндрической головки под окончательные конфигурацию и размеры.
Предлагаемый способ является более экономичным и обеспечивает хорошее качество головок болтов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ШТАМПОВКИ БОЛТОВ С МНОГОГРАННОЙ ГОЛОВКОЙ | 2002 |
|
RU2236926C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БОЛТОВ С ФЛАНЦЕМ | 2012 |
|
RU2489224C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БОЛТОВ С ФЛАНЦЕМ | 2002 |
|
RU2222408C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БОЛТА С ФАСОННОЙ ГОЛОВКОЙ И ФЛАНЦЕМ | 2004 |
|
RU2265494C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БОЛТА С ФАСОННОЙ ГОЛОВКОЙ И ФЛАНЦЕМ | 2007 |
|
RU2344015C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ТИПА ЗАГОТОВОК БОЛТОВ | 2000 |
|
RU2161082C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОГРАННЫХ ИЗДЕЛИЙ | 2003 |
|
RU2241569C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШАРОВЫХ ПАЛЬЦЕВ | 2002 |
|
RU2212973C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЕСНЫХ БОЛТОВ | 2001 |
|
RU2207930C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БОЛТА С ФАСОННОЙ ГОЛОВКОЙ И ФЛАНЦЕМ | 2001 |
|
RU2207931C2 |
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении болтов холодной объемной штамповкой. Производят высадку цилиндрической головки с наружной фаской и цилиндрическим подголовком. Цилиндрическую головку высаживают диаметром, равным 1,13 минимального размера под ключ, и высотой, равной 0,75-0,85 окончательной высоты головки болта. После высадки часть головки редуцируют под окончательные конфигурацию и размеры до получения требуемой высоты головки болта. Затем производят обрезку нередуцированной цилиндрической части головки под окончательные размеры и конфигурацию. Редуцирование части головки производят в пуансоне или матрице. В результате обеспечивается снижение расхода металла и повышение стойкости обрезного инструмента. 2 з.п. ф-лы, 1 ил.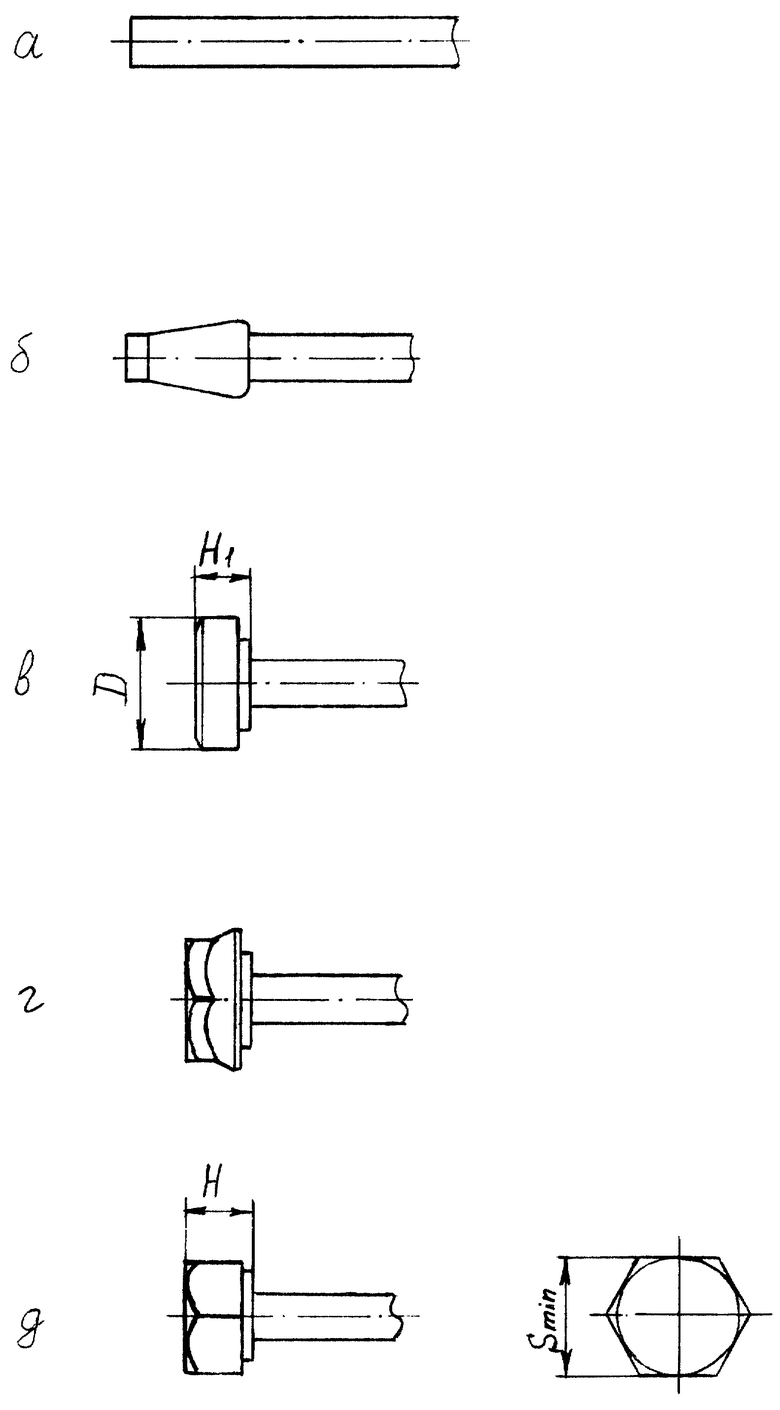
| Холодная объемная штамповка: Справочник/Под ред.НАВРОЦКОГО Г.А | |||
| - М.: Машиностроение, 1973, с.265, табл.5 | |||
| Способ изготовления стержневых изделий с многогранной головкой и мертвой шайбой | 1972 |
|
SU464374A1 |
| Способ изготовления болтов | 1978 |
|
SU703214A1 |
| Способ изготовления многогранных деталей | 1987 |
|
SU1484431A1 |
| Способ обнаружения неисправной ячейки распределительной системы передачи информации шахтной механизированной крепи | 1989 |
|
SU1627693A1 |

