Изобретение относится к области обработки металлов давлением с помощью штампов и предназначено для использования при обрезке по контуру головок болтов.
Известно устройство для обрезки по койтуру головок деталей стержневого типа, имеющее один корпус с установленной в нем матрицей с центральным отверстием и разMeuj. соосно отверстию выталкивающим стержнем и другой, корпус с пуансоном, выполненным в виде втулки 1.
Недостатком устройства является то, что на опорных торцах, обрезанных с его помощью головок, образуется заусенец, что приводит к необходимости выполнения на головках «мертвой щайбы, увеличивающей расход металла:Другим недостатком устройства является то, что при обрезке перемычки об.тоя .деформируется торец стержня детали и происходит его осадка, так как усилие обрезки облоя прикладывается к концу стержневой части через выталкивающий стержень.
Известно также устройство для обрезки по контуру головок деталей стержневого типа, имеющее жестко связанный с иодвижной
плитой основной пуансон, установленную на основании матрицу с рабочим профилем и размещенную под матрицей в основании подпружиненную втулку, охватывающую выталкиватель 2.
Такая конструкция устройства исключает деформирование конца стержня и его осадку, так как деталь при обрезке облоя опирается не стержневой частью, а непосредственно головкой детали. Данное устройство является наиболее, близким к изобретению по технической сущности и достигаемому результату.
Недостатком устройства является то, что оно не исключает образование заусенца на опорном торце, приводящего к ухудщению качества изготовляемых деталей и к необходимости выполнения «мертвой щайбы на опорном торце головки, увеличивающей расхОд металла.
Целью настоящего изобретения является повышение качества обработки и уменьщение расхода металла.
Указанная цель достигается тем, что в пуансоне установлен с возможностью перемещения стержень, а на подвижной плите
Смонтирован подпружиненный дополнительный пуансон с осевым отверстием, в котором размещен дополнительный стержень.
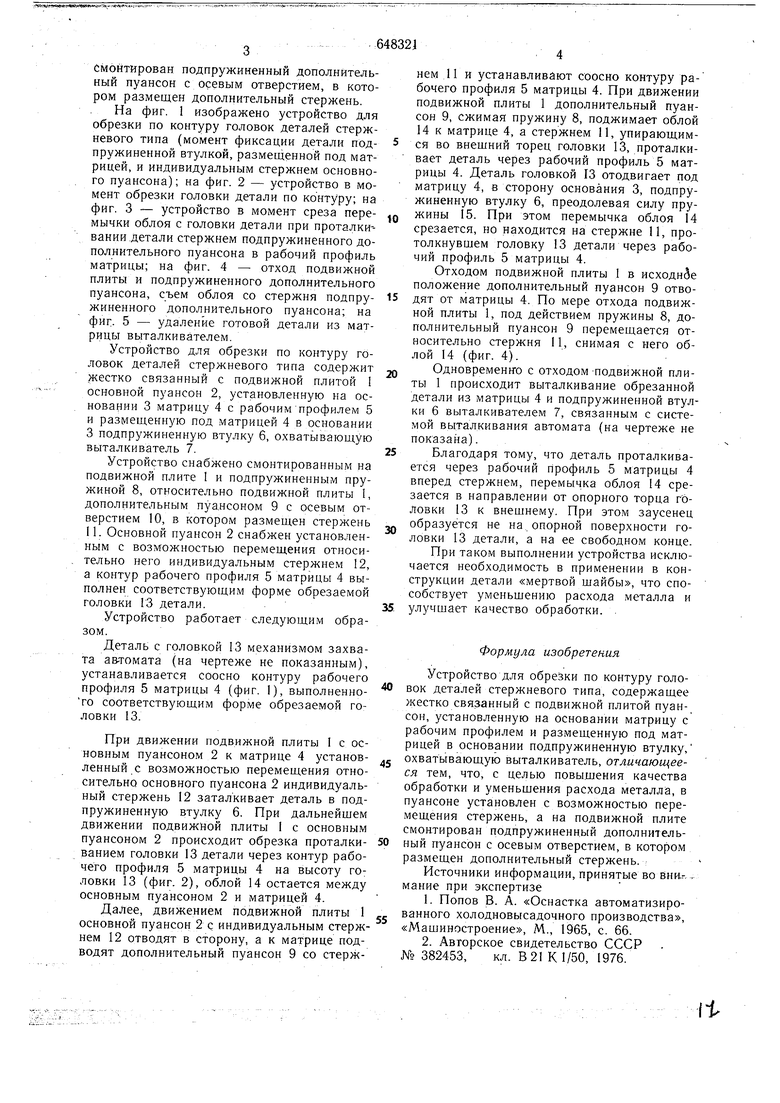
На фиг. 1 изображено устройство для обрезки по контуру головок деталей стержневого типа (момент фиксации детали подпружиненной втулкой, размещенной под матрицей, и индивидуальным стержнем основного пуансона); на фиг. 2 - устройство в момент обрезки головки детали по контуру; на фиг. 3 - устройство в момент среза перемычки облоя с головки детали при проталки-вании детали стержнем подпружиненного дополнительного пуансона в рабочий профиль матрицы; на фиг. 4 - отход подвижной плиты и подпружиненного дополнительного пуансона, съем облоя со стержня подпружиненного дополнительного пуансона; на фиг. 5 - удаление готовой детали из матрицы выталкивателем.
Устройство для обрезки по контуру головок деталей стержневого типа содержит жестко связанный с подвижной плитой 1 основной пуансон 2, установленную на основании 3 матрицу 4 с рабочим профилем 5 и размещенную под матрицей 4 в основании 3 подпружиненную втулку 6, охватьгвающую выталкиватель 7.
Устройство снабжено смонтированны.м на подвижной плите 1 и подпружиненным пружиной 8, относительно подвижной плиты 1, дополнительным пуансоном 9 с осевым отверстием 10, в котором размещен стержень 11. Основной пуансон 2 снабжен установленным с возможностью перемещения относительно него индивидуальным стержнем 12, а контур рабочего профиля 5 матрицы 4 выполнен соответствующим форме обрезаемой головки 13 детали.
Устройство работает следующим образом.
Деталь с головкой 13 механизмом захвата автомата (на чертеже не показанным), устанавливается соосно контуру рабочего профиля 5 матрицы 4 (фиг. I), выполненного соответствующим форме обрезаемой головки 13.
При движении подвижной плиты I с основным пуансоном 2 к матрице 4 установленный с возможностью перемещения относительно основного пуансона 2 индивидуальный стержень 12 заталкивает деталь в подпружиненную втулку 6. При дальнейшем движении подвижной плиты I с основным пуансоном 2 происходит обрезка проталкиванием головки 13 детали через контур рабочего профиля 5 матрицы 4 на высоту головки 13 (фиг. 2), облой 14 остается между основным пуансоном 2 и матрицей 4.
Далее, движением подвижной плиты 1 основной пуансон 2 с индивидуальным стержнем 12 отводят в сторону, а к матрице подводят дополнительный пуансон 9 со стержнем 11 и устанавливают соосно контуру рабочего профиля 5 матрицы 4. При движении подвижной плиты 1 дополнительный пуансон 9, сжимая пружину 8, поджимает облой 14 к матрице 4, а стержнем 11, упирающимся во внешний торец головки 13, проталкивает деталь через рабочий профиль 5 матрицы 4. Деталь головкой 13 отодвигает под матрицу 4, в сторону основания 3, подпружиненную втулку б, преодолевая силу пружины 15. При этом перемычка облоя 14 срезается, но находится на стержне II, протолкнувщем головку 13 детали через рабочий профиль 5 матрицы 4.
Отходом подвижной плиты 1 в исходное положение дополнительный пуансон 9 отводят от матрицы 4. По мере отхода подвижной плиты 1, под действием пружины 8, дополнительный пуансон 9 перемещается относительно стержня 11, снимая с него облой 14 (фиг. 4).
Одновременн-о с отходом -подвижной плиты 1 происходит выталкивание обрезанной детали из матрицы 4 и подпружиненной втулки 6 выталкивателем 7, связанным с системой выталкивания автомата (на чертеже не показана).
Благодаря тому, что деталь проталкивается через рабочий профиль 5 матрицы 4 вперед стержнем, перемычка облоя 14 срезается в направлении от опорного торца головки 13 к внешнему. При этом заусенец образуется не на опорной поверхности головки 13 детали, а на ее свободном конце.
При таком выполнении устройства исключается необходимость в применении в конструкции детали «мертвой шайбы, что способствует уменьшению расхода металла и улучшает качество обработки. .
Формула изобретения
Устройство для обрезки по контуру головок деталей стержневого типа, содержащее жестко связанный с подвижной плитой пуансон, установленную на основании матрицу с рабочим профилем и размещенную под матрицей в основании подпружиненную втулку, охватывающую выталкиватель, отличающееся тем, что, с целью повыщения качества обработки и уменьшения расхода металла, в пуансоне установлен с возможностью перемещения стержень, а на подвижной плите смонтирован подпружиненный дополнительный пуансон с осевым отверстием, в котором размещен дополнительный стержень. ;
Источники информации, принятые во вни.мание при экспертизе
1.Попов В. А. «Оснастка автоматизированного холодновысадочного производства, «Машиностроение, М., 1965, с. 66.
2.Авторское свидетельство СССР № 382453, кл. В 21 К 1/50, 1976.
)
(риг. 4
15
фиг.5
| название | год | авторы | номер документа |
|---|---|---|---|
| ::;С^:СОЮЗНАЯ | 1973 |
|
SU382453A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ ПРЕИМУЩЕСТВЕННО СО СЛОЖНОЙ ФОРМОЙ ГОЛОВКИ, ИМЕЮЩЕЙ ГРАНИ | 2005 |
|
RU2321472C2 |
| КОМБИНИРОВАННЫЙ ШТАМП | 1991 |
|
RU2021069C1 |
| Способ изготовления конических зубчатых колес | 1990 |
|
SU1729677A1 |
| Устройство для обрезки облоя и прошивки перемычки штампованных поковок | 1981 |
|
SU1026914A1 |
| Способ получения поковок типа стержня с головкой и штамп для его осуществления | 1988 |
|
SU1678491A1 |
| Способ горячей обрезки облоя и штамп для его осуществления | 1980 |
|
SU904763A1 |
| Комбинированный штамп | 1981 |
|
SU967656A1 |
| ШТАМП ДЛЯ ОБЪЕМНОГО ДЕФОРМИРОВАНИЯ И ОБРЕЗКИ ПОКОВОК | 1992 |
|
RU2018401C1 |
| СПОСОБ ОБРЕЗКИ ГОЛОВОК СТЕРЖНЕВЫХ ИЗДЕЛИЙ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2312731C1 |

