Изобретение относится к способам изготовления древесных гранул (пеллет) и может быть использовано в производстве топлива из цельной древесины.
Известен способ производства древесных гранул (пеллет) путем гранулирования древесной муки, полученной из отходов деревообрабатывающего производства. Топливная гранула: Россия, Белорусь, Украина. Справочник. Санкт-Петербург, 2007 г. Основой гранулирования является прокатка древесной муки валиками пресса через вращающуюся матрицу круглой или плоской формы с цилиндрическими отверстиями. Их общая площадь меньше площади матрицы с загруженным слоем сырья, что обеспечивает высокое давление гранулирования при температуре до 100°С за счет трения частиц сырья. В результате происходит обжатие и спекание древесной муки в виде цилиндрических гранул (пеллет). Этот альтернативный по отношению к углеводородам вид топлива с учетом экологической чистоты, эффективности, возобновляемости и возможности использования в автоматизированных топочных установках имеет огромное значение для энергетики.
Недостатками указанного способа, включающего подготовку, измельчение, сушку сырья с последующим прессованием и охлаждением продукции, являются его энергоемкость и дороговизна. При этом древесные гранулы (пеллеты) часто не выдерживают предъявляемых требований на истирание, наличие примесей и связующих. Биотопливный портал: www.wood-pellets.com.
Из уровня техники известны многие технические решения, где в качестве сырья использована цельная древесина, например устройство для одноосного прессования заготовок сухой древесины SU 236749, кл. В27М 1/00, 1969. Здесь с помощью матрицы и пуансона под действием пресса происходит деформирование заготовок до заданной формы с расчетным уплотнением древесины. Подобные производства являются долговременными, дорогостоящими и штучными, т.к. требуют просушки, обработки в размер, предварительного нагрева и выдержки заготовок после прессования. От этих недостатков свободен предлагаемый способ получения древесных гранул (пеллет) из цельной древесины путем экструзии, т.е. формирования изделий выдавливанием материала через матрицу с отверстиями соответствующего сечения.
Известный способ формования топливных гранул из дисперсных горючих материалов RU 2129588, кл. C10L 9/00, 1999, включающий продавливание сырья через экструзионную перфорированную матрицу в виде платины с отверстиями трехступенчатой формы, в которых происходит уплотнение и формообразование материала, по большинству сходных существенных признаков принят за наиболее близкий аналог заявленному изобретению.
Главным недостатком аналога является наличие на входной рабочей поверхности матрицы сплошных площадок в форме криволинейных треугольников, где в процессе продавливания накапливается материал, который забивает рабочие каналы. Это основная причина неоднородности получаемых таким образом гранул, их низкие механические и физические свойства.
Предлагаемый способ производства древесных гранул (пеллет) свободен от упомянутых выше недостатков. Разделение сплошного массива древесины на равные шестигранные призмы происходит на параболических зубьях, обеспечивающих одновременный и полный захват древесины. Процесс обжатия принципиально отличается от аналога тем, что здесь отсутствует межслоевое перемещение материала, а происходит уменьшение межклеточного пространства с ростом плотности и прочности древесины. В отличие от аналога в цилиндрической части рабочих каналов матрицы нет уплотнения и упрочнения материала, а происходит сброс избыточного давления межклеточного пара и калибровка гранул.
Целью изобретения является улучшение качества и снижение затрат на производство цельных древесных гранул (пеллет).
Поставленная цель достигается тем, что в способе производства древесных гранул (пеллет) в качестве сырья использована цельная древесина, экструдируемая под давлением гидропресса через матрицу в виде пластины с отверстиями трехступенчатой формы, в которой происходит разделение сплошного объема древесины на равные части, уплотнение и формообразование материала в виде древесных гранул (пеллет). Разделение цельной древесины на строго равные части призматической формы происходит на первой ступени отверстий - острых гранях параболических зубьев с вершинами по углам шестигранников, показанных на фиг.1. Уплотнение древесины происходит во второй части отверстий - конических каналах - с углом конусности в 20°, а формообразование гранул - в третьей, цилиндрической чисти рабочих каналов.
В предлагаемом способе производства стволы низкосортной древесины лиственных пород, таких как осина, тополь, береза и др., после раскряжевки, под усилием поршня гидропресса продавливаются через матрицу. В процессе продавливания сплошная древесина делится на равные части, уплотняется до заданного значения и приобретает цилиндрическую форму нужного диаметра. Получаемые древесные гранулы (пеллеты) представляют собой уплотненную древесину, которая при предельно высокой теплотворной способности, равной теплоте сгорания дерева, имеют естественный уровень зольности древесины, лишены вредных примесей и обладают высокой механической прочностью, что обеспечивает соблюдение стандартов качества.
Предлагаемое изобретение подтверждается примером производства березовых древесных гранул (пеллет). Данный способ проиллюстрирован с помощью чертежей:
фиг.1 - вид сверху на рабочую поверхность экструзионной матрицы, где показаны треугольная сеть отверстий (фильер) и шестигранные контуры деления древесины;
фиг.2 - разрез матрицы по А-А (фиг.1), где в конических каналах глубины L происходит обжатие древесины;
фиг.3 - разрез матрицы по В-В (фиг.1), показывающий форму зубьев высотой Z, на которых происходит разделение древесины, конический канал обжатия и цилиндрические отверстия диаметром d, где древесина принимает форму переплета.
Березовые чураки продавливались гидропрессом через экструзионную матрицу, представляющую собой пластину толщиной Н=15 мм, перфорированную системой отверстий (фильер) диаметром d=6 мм, расположенных в вершинах правильных треугольников со стороной S=8 мм и образующих единую сеть (фиг.1). Это не единственный способ расположения фильер. Сеть может быть образована другими многоугольниками правильной формы с отверстиями по углам или в их центре. По толщине матрица имеет трехступенчатую форму, показанную на разрезах А-А и В-В (фиг.2, 3).
Продавливание осуществляется следующим образом. На первом этапе происходит разделение сплошного массива дерева на равные шестигранники (фиг.1) с использованием первой ступени экструзионной матрицы, имеющей трехступенчатую форму, показанную на разрезах А-А и В-В (фиг.2, 3). Первая ступень матрицы образована системой трехгранных параболических зубьев высотой Z, равной 3,6 мм, и вершинами, расположенными по углам правильных шестиугольников на рабочей поверхности матрицы (фиг.1). Продавливаемая поршнем цельная древесина режется гранями зубьев на правильные шестигранники (фиг.1) без значительных усилий смятия, так как площади реза и древесины совпадают.
На втором этапе осуществляется уплотнение древесины в конических каналах до глубины L, равной 9,3 мм, и углом конусности в 20° (фиг.2, 3). При этом коэффициент уплотнения, определяющий отношение плотностей сырья и древесных гранул (пеллет), в приведенном примере равен 0,51. Процесс обжатия древесины происходит за счет уменьшения межклеточного пространства без межслоевого перемещения материала. Далее уплотненная почти вдвое древесина поступает в цилиндрические каналы.
На третьем этапе осуществляется продавливание древесины через отверстия цилиндрической формы диаметром d=6 мм. Здесь происходит сброс избыточного давления межклеточного пара и калибровка гранул.
Ниже приведены основные характеристики древесных гранул (пеллет), полученных из отходов деревообработки и цельного березового чурака.
Сравнение приведенных в таблице характеристик доказывает качественное преимущество древесных гранул (пеллет), полученных из цельной древесины. Предлагаемый способ производства древесных гранул (пеллет) не требует значительных затрат на подготовку сырья (измельчение, сушка, пропарка и т.п.), что существенно снижает затраты на производство качественно нового вида топлива - цельных древесных гранул (пеллет).
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства пеллет | 2024 |
|
RU2829738C1 |
| Способ производства пеллет | 2024 |
|
RU2832626C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОРЦЕВОЙ ДЕКОРАТИВНОЙ ПАНЕЛИ | 1997 |
|
RU2120854C1 |
| ПЕЛЛЕТЫ ИЗ ОТХОДОВ ДЕРЕВООБРАБАТЫВАЮЩЕГО ПРОИЗВОДСТВА (ГИДРОЛИЗНОГО ЛИГНИНА) И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 2018 |
|
RU2671824C1 |
| Промышленный комплекс для производства древесного угля безотходным способом низкотемпературного пиролиза из брикетированных древесных отходов | 2018 |
|
RU2678089C1 |
| СПОСОБ ПОЛУЧЕНИЯ БРИКЕТОВ | 2007 |
|
RU2369633C2 |
| Высококалорийные топливные брикеты из композиционного материала на основе древесных отходов (варианты) | 2017 |
|
RU2653513C1 |
| Способ производства пеллет | 2023 |
|
RU2821528C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ТОНКОЛИСТОВЫХ КРУПНОГАБАРИТНЫХ ИЗДЕЛИЙ И ПУАНСОН ПЛУНЖЕРНОГО ПРЕССА | 1993 |
|
RU2042452C1 |
| КОМПЛЕКС УТИЛИЗАЦИИ ЖЕЛЕЗНОДОРОЖНЫХ ДЕРЕВЯННЫХ ШПАЛ С ВЫРАБОТКОЙ ТЕПЛОЭНЕРГИИ, С ЛИНИЯМИ ПРОИЗВОДСТВА ОПИЛКОБЕТОНА И ДРЕВЕСНОНАПОЛНЕННЫХ ПЛАСТМАСС | 2008 |
|
RU2373001C1 |
Способ производства древесных гранул основан на использовании в качестве сырья топочного балласта из низкосортной древесины. Способ включает продавливание сырья через экструзионную перфорированную матрицу в виде пластины с отверстиями трехступенчатой формы, в которой происходит разделение сырья на равные части, уплотнение и формообразование материала в виде древесных гранул. В качестве сырья используют цельную древесину, экструдируемую под давлением гидропресса, при этом отверстия пластины расположены в вершинах правильных треугольников, разделение древесины происходит на равные шестигранники при помощи системы параболических зубьев, вершины которых расположены по углам шестигранников на рабочей поверхности матрицы, уплотнение древесины осуществляют в конических каналах с углом конусности в 20°, а формообразование - продавливанием древесины через отверстия цилиндрической формы. Способ производства древесных гранул (пеллет) позволяет избавиться от трудоемких и дорогостоящих операций по подготовке, измельчению и сушке сырья, что существенно снижает производственные затраты. 3 ил.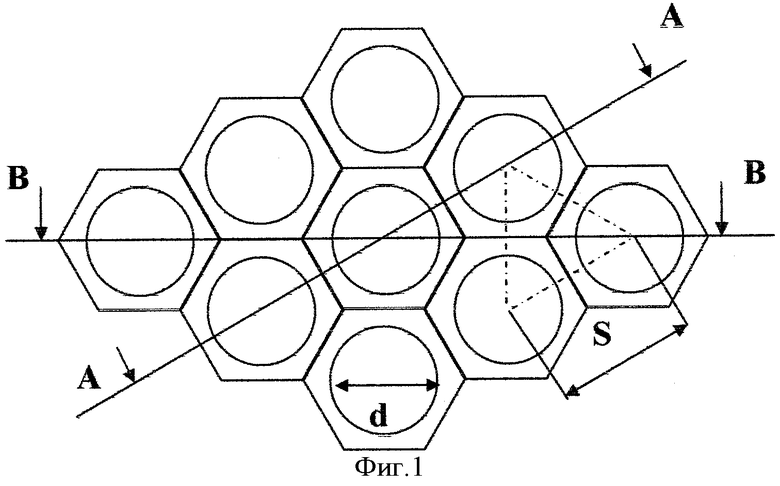
Способ производства древесных гранул (пеллет), включающий продавливание сырья через экструзионную перфорированную матрицу в виде пластины с отверстиями трехступенчатой формы, в которой происходит разделение сырья на равные части, уплотнение и формообразование материала в виде древесных гранул, отличающийся тем, что в качестве сырья используют цельную древесину, экструдируемую под давлением гидропресса, при этом отверстия пластины расположены в вершинах правильных треугольников, разделение древесины происходит на равные шестигранники при помощи системы трехгранных параболических зубьев, вершины которых расположены по углам правильных шестигранников на рабочей поверхности матрицы, уплотнение древесины осуществляют в конических каналах с углом конусности в 20°, а формообразование - продавливанием древесины через отверстия цилиндрической формы.
| СПОСОБ ФОРМОВАНИЯ ТОПЛИВА | 1997 |
|
RU2129588C1 |
| УСТРОЙСТВО для одноосного ПРЕССОВАНИЯ ЗАГОТОВОК СУХОЙ ДРЕВЕСИНЫ | 0 |
|
SU236749A1 |
| МАТРИЦА ДЛЯ ПРЕССОВАНИЯ ТОРФА | 1989 |
|
RU2008321C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТОПЛИВНЫХ БРИКЕТОВ И УСТАНОВКА ДЛЯ ИХ ПРЕССОВАНИЯ | 2001 |
|
RU2185420C1 |
| Способ получения топливных брикетов | 1990 |
|
SU1778161A1 |
| US 5342418 A, 30.08.1994. | |||

