Изобретение относится к электрифицированному транспорту и может быть использовано при монтаже контактной сети.
Известен способ изготовления переходного зажима из бронзы для соединения медных проводов с алюминиевыми способом литья плашек и выполнения на них желобов для размещения проводов (SU 1754509, 1990).
Недостатком известного способа изготовления зажима является то, что при изготовлении в плашки помещают внутреннюю пластину, выполненную из другого металла, в результате чего усложняется конструкция зажима и снижается надежность его работы в эксплуатации.
Наличие пластины часто приводит к ее разрушению и, как следствие, сбою движения поездов.
Техническим результатом является повышение надежности работы зажима, упрощение конструкции, обеспечение сцепления слоя алюминия с бронзовой плашкой не менее 2 кг/мм2.
Технический результат достигается тем, что способ изготовления переходного зажима для соединения медных проводов с алюминиевыми проводится путем выполнения на плашках желобов. Плашки изготавливают из медно-алюминиево-железистой бронзы путем горячей штамповки при T=880-930oC, затем поверхность одного из желобов обезжиривают растворителем, обрабатывают в двух режимах по пескоструйной и дробеструйной установках, после чего производят плазменное нанесение слоя алюминия в электромагнитном поле с толщиной 0,4-0,7 мм, при этом сила сцепления слоя алюминия с бронзой составляет 1,6-2,2 кг/мм2. Напыление производят не более чем через 24 часа после обработки желобов.
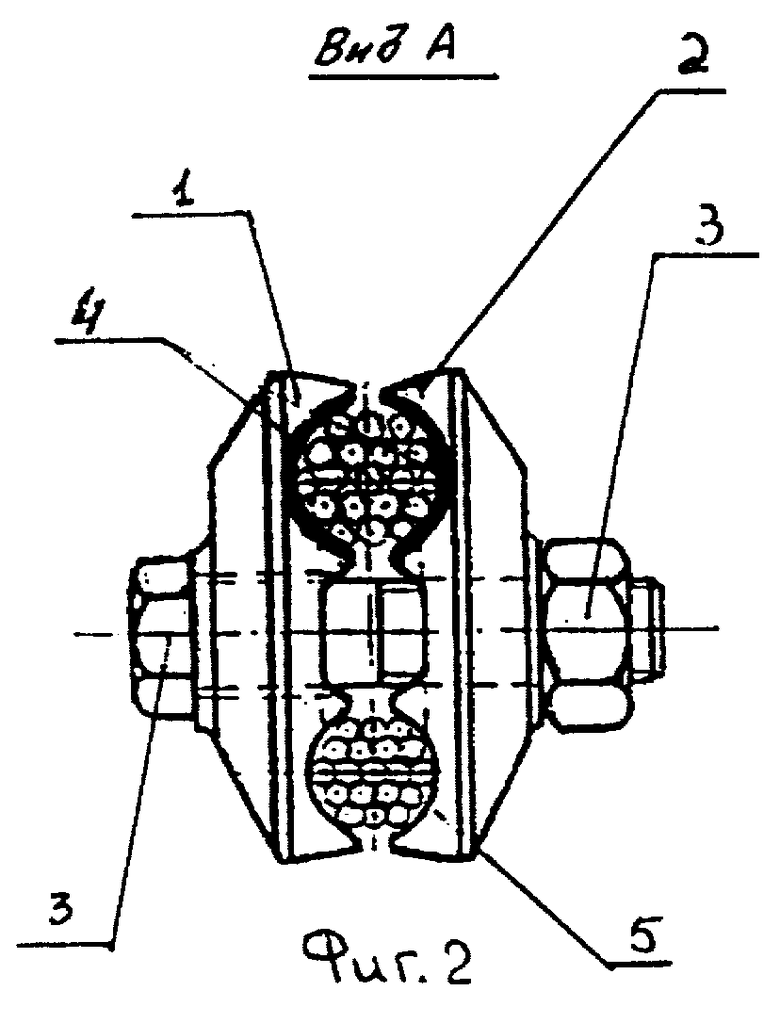
На фиг. 1 представлен переходной зажим.
На фиг. 2 - вид А на фиг. 1.
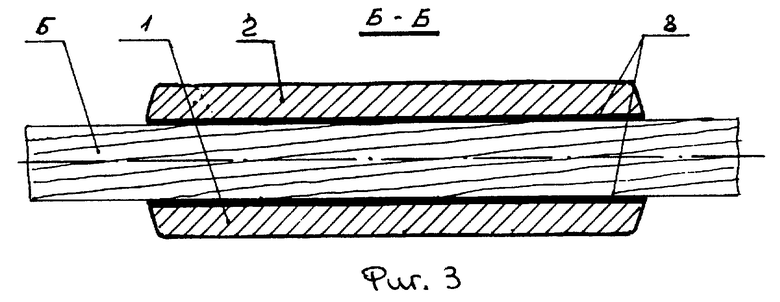
На фиг. 3 - разрез Б-Б на фиг. 1.
Переходной зажим, изготовленный по предложенному способу, содержит плашки 1 и 2, скрепленные болтовыми соединениями 3. В обоих плашках выполнены полукруглые 4 и 5 желоба для размещения в них проводов 6 и 7. На желоб 4 нанесено покрытие 8.
Плашки изготавливают из медно-алюминиево-железистой бронзы методом горячей штамповки при Т=880-930oC, затем поверхность одного из желобов, выполненного на плашке, обезжиривают растворителем для удаления окислов бронзы и других посторонних включений, обрабатывают на пескоструйной установке - грубая обработка, и на дробеструйной установке свинцовой дробью - тонкая обработка, после чего производят плазменное напыление на указанный желоб слоя алюминия в электромагнитном поле с толщиной 0,4-0,7 мм, при этом сила сцепления слоя алюминия с бронзой составляет 1,6-2,2 кг/мм2. Испытания показали, что за пределами интервала 0,4-0,7 мм слой не держится и сдирается. Напыление производят на поверхность желоба не более чем через 24 часа после его обработки. Ток плазменного нанесения составляет 230-280 А, напряжение 32-38 В. Для нанесения напыления используется проволока с D=2 мм, которая расплавляется и потоком воздуха при давлении 5 атм наносится на поверхность желоба.
При температуре штамповки больше 930oС не достигается необходимая твердость материала плашки, а при температуре штамповки меньше 880oС плашка будет иметь повышенную твердость и будет врезаться в провод, поэтому интервал Tш=880-930oC является оптимальным. Напыление производят на поверхность желоба не более чем через 24 часа после его обработки. Ток плазменного напыления составляет 230-280 A, напряжение 32-38 В. Для нанесения напыления используется проволока с D=2 мм, которая расплавляется и потоком воздуха при давлении 5 атм наносится на поверхность желоба.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗАЖИМ КОСОЙ И РЕССОРНОЙ СТРУНЫ | 2001 |
|
RU2200096C1 |
| СТЫКОВОЙ ЗАЖИМ ДЛЯ КОНТАКТНЫХ ПРОВОДОВ | 2000 |
|
RU2165858C1 |
| ЗАЖИМ ДЛЯ УЗЛА СРЕДНЕЙ АНКЕРОВКИ | 2000 |
|
RU2165860C1 |
| СОЕДИНИТЕЛЬНЫЙ ЗАЖИМ | 2000 |
|
RU2165859C1 |
| УНИВЕРСАЛЬНЫЙ СТЫКОВОЙ ЗАЖИМ ДЛЯ КОНТАКТНЫХ ПРОВОДОВ | 2002 |
|
RU2209737C1 |
| УСТРОЙСТВО ДЛЯ ЗАЩИТЫ КОНТАКТНОГО ПРОВОДА ОТ ПЕРЕЖОГА | 2000 |
|
RU2165857C1 |
| БЕЗБОЛТОВОЙ СОЕДИНИТЕЛЬНЫЙ ЗАЖИМ | 2007 |
|
RU2335416C1 |
| ЗАЖИМ СТЫКОВОЙ ДЛЯ КОНТАКТНЫХ ПРОВОДОВ (ВАРИАНТЫ) | 2003 |
|
RU2255006C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УЗЛА СОЕДИНЕНИЯ КОНТАКТНЫХ ПРОВОДОВ, УЗЕЛ СОЕДИНЕНИЯ КОНТАКТНЫХ ПРОВОДОВ И УСТРОЙСТВО ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 2024 |
|
RU2832000C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОЙ ЗАГОТОВКИ ДЛЯ ПЛАШКИ СТЫКОВОГО ЗАЖИМА ДЛЯ КОНТАКТНЫХ ПРОВОДОВ, ПЛАШКА СТЫКОВОГО ЗАЖИМА, СТЫКОВОЙ ЗАЖИМ ДЛЯ КОНТАКТНЫХ ПРОВОДОВ | 2023 |
|
RU2810816C1 |
Изобретение относится к области электрифицированного железнодорожного транспорта и может быть использовано при монтаже контактной сети. Способ изготовления переходного зажима для соединения медных проводов с алюминиевыми состоит в том, что плашки изготавливают из медно-алюминиево-железистой бронзы путем горячей штамповки при Т=880-930oС, затем выполняют в них желоба. Поверхность желоба обезжиривают растворителем, обрабатывают в двух режимах на пескоструйной и дробеструйной установках, производят плазменное напыление слоя алюминия в электромагнитном поле толщиной 0,4-0,7 мм, при этом сила сцепления слоя алюминия с бронзой составляет 1,6-2,2 кг/мм2. Плазменное напыление слоя алюминия производят не более чем через 24 ч после обработки желоба. Техническим результатом изобретения является повышение надежности зажима. 1 з.п.ф-лы, 3 ил.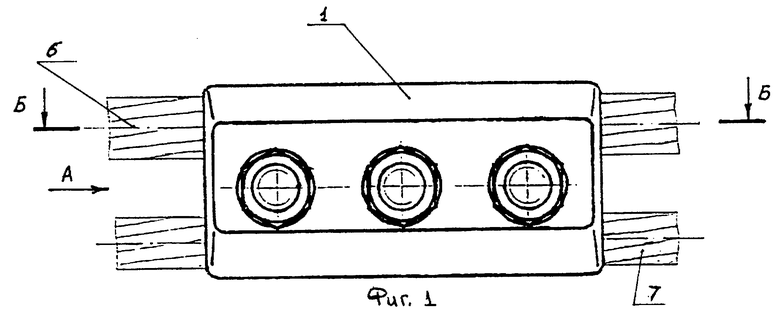
| Устройство для соединения проводов или тросов контактной сети | 1990 |
|
SU1754509A1 |
| RU 20011567 C1, 30.04.1994 | |||
| Устройство для соединения проводов контактной сети | 1984 |
|
SU1230880A1 |
| RU 94016272 A1, 10.10.1995. | |||
