Изобретение относится к электрифицированному железнодорожному транспорту и может использоваться при стыковании контактных проводов.
Известен безболтовой соединительный зажим для проводов, содержащий корпус S-образной формы (см. SU 1315348 А1, 07.06.1987).
Недостатками прототипа являются:
1) Нестабильное обжатие верхней части прессуемого зажима с несущим многопроволочным проводом, вследствие чего может иметь место недостаточно надежный электрический контакт между проводом и зажимом из-за неплотного прилегания поверхности зажима к нижней части многопроволочного провода.
2) Из-за причин в п.1 снижается допустимая токовая нагрузка зажима, для восстановления которой необходимо увеличивать ширину зажима, вследствие чего возрастает в 2-4 раза время опрессовки.
3) При указанной конфигурации зажима нет критерия окончания процесса опрессовки, что не может гарантировать недопрессовку зажима и в процессе эксплуатации нарушение качества электрического контакта между проводом и зажимом.
Техническим результатом изобретения является:
- наличие выступа на верхней части края верхней полки зажима позволяет при помощи пресса и соответствующей конструкции оснастке производить не только качественную опрессовку зажима на проводе, но и запрессовывать указанный выступ в зону между нижней частью верхнего провода (например, несущего троса цепной подвески) и средней частью зажима, что улучшает качество электрического контакта между проводом и зажимом и, в свою очередь, увеличивает токовую нагрузочную способность последнего;
- наличие в конструкции зажима горизонтального паза в нижней его части позволяет определить при схождении его краев в процессе опрессовки момент завершения прессования;
- в процессе опрессовки время завершения монтажа зажимов при различном сортаменте проводов составляет всего 13÷19 с, что значительно превышает время монтажа известных зажимов.
Технический результат достигается тем, что безболтовой соединительный прессуемый зажим для проводов содержит корпус, в верхней части которого выполнена открытая полость для размещения в ней провода неограниченной длины, в нижней части корпуса выполнено отверстие с прорезью для размещения в нем провода ограниченной длины, при этом на кромке верхней части полости выполнен выступ по всей ширине зажима. Величина высоты выступа составляет от 2 до 6 мм в зависимости от диаметра соединяемого провода, а величина высоты прорези соответствует 0,3-0,4 диаметра провода ограниченной длины.
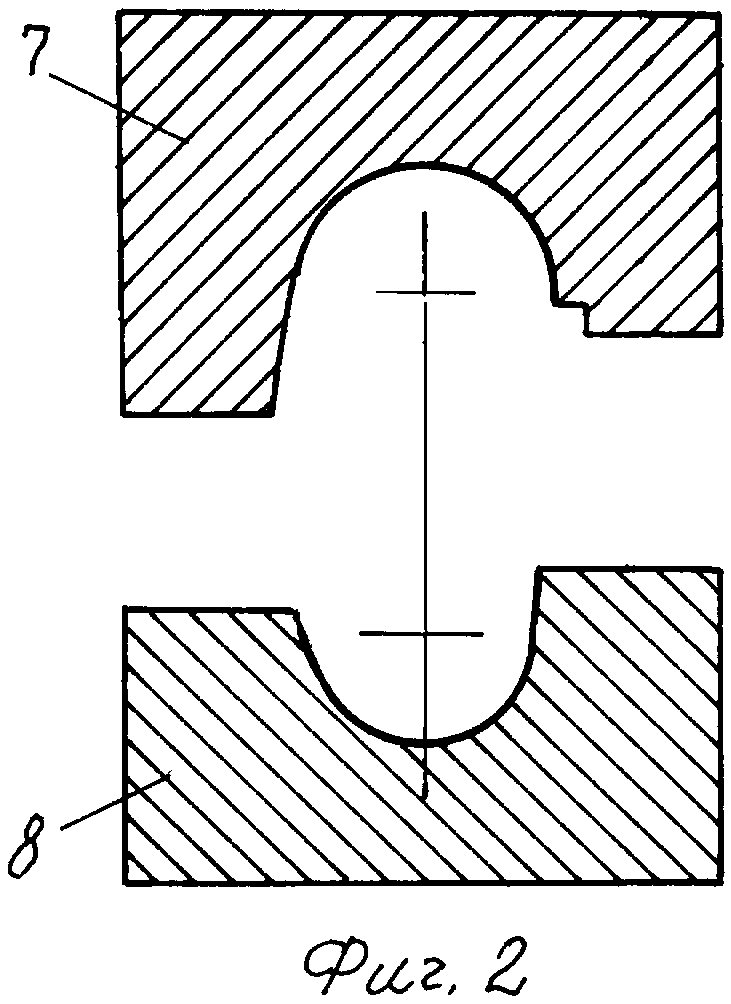
На фиг.1 представлен общий вид зажима.
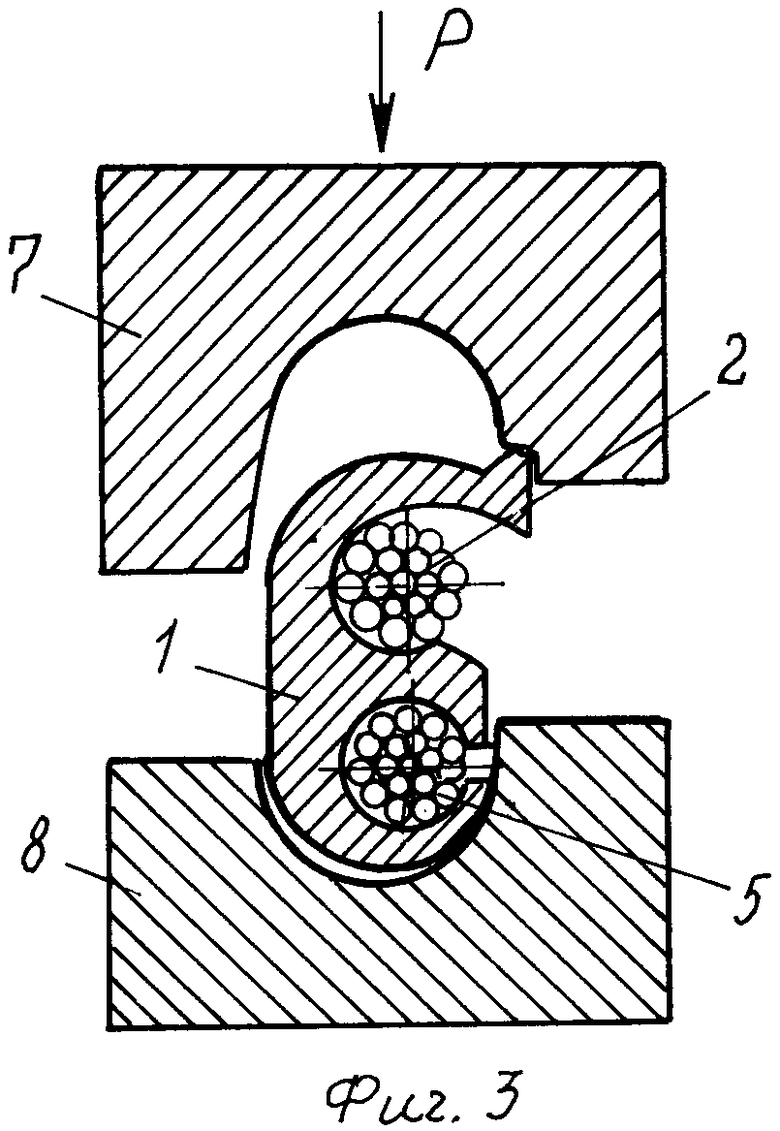
На фиг.2 - матрица и пуансон для опрессовки.
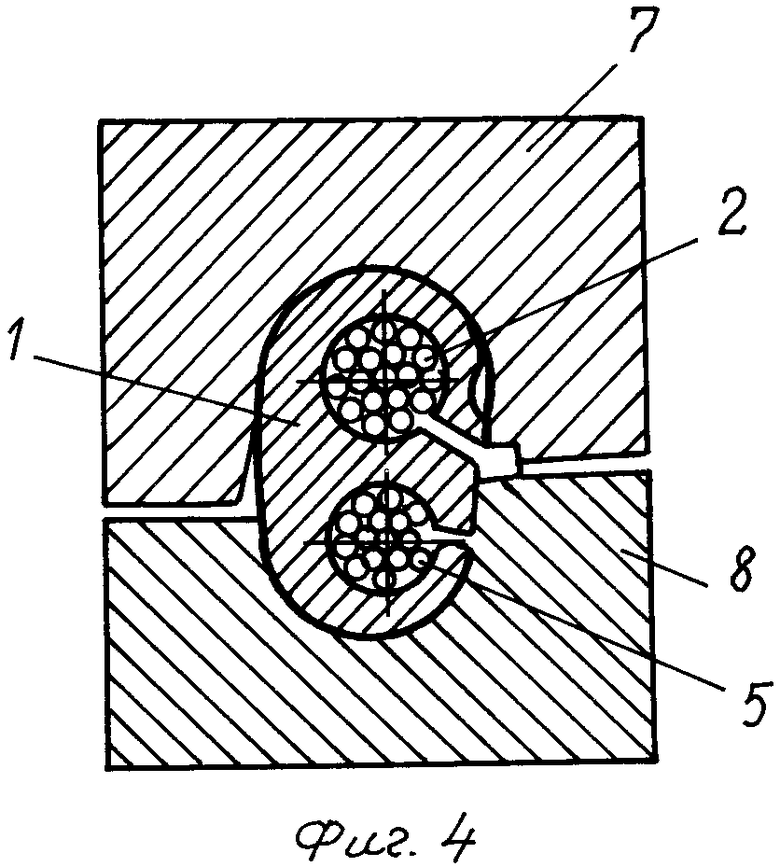
На фиг.3 - положение зажима в начальный момент опрессоки.
На фиг.4 - положение зажима и соединяемых проводов в конечный момент опрессовки.
Безболтовой соединительный прессуемый зажим для проводов содержит корпус 1, в верхней части которого выполнена открытая полость 2 для размещения в ней провода неограниченной длины, в нижней части корпуса выполнено отверстие 5 с прорезью 6 для размещения в нем провода ограниченной длины, при этом на кромке 3 верхней части полости выполнен выступ 4 по всей ширине зажима.
Величина высоты выступа составляет от 2 до 6 мм в зависимости от диаметра соединяемого провода, а величина высоты прорези соответствует 0,3-0,4 диаметра провода ограниченной длины.
Для возможности осуществления плотного контакта прессуемого зажима с проводом неограниченной длины на верхней части полости зажима имеется выступ 4, в который в процессе опрессовки упирается матрица 7, размещенная в силовой головке пресса, и заворачивает верхнюю часть полости консольной части зажима вокруг провода неограниченной длины, процесс опрессовки происходит до схождения края полости с корпусом зажима. Для опрессовки зажима использован пуансон 8.
В нижней части зажима имеется прорезь, расположенная в горизонтальной плоскости зажима, которая позволяет произвести опрессовку соединительного зажима вплоть до схождения краев прорези, при этом происходит опрессовка в зажиме проводов как неограниченной, так и ограниченной длины.
Размер прорези в прессуемом зажиме зависит от диаметра провода ограниченной длины и позволяет определить при схождении его краев в процессе опрессовки момент завершения прессования.
Время монтажа предложенного зажима сокращается до 12-19 с, что в несколько раз превышает время монтажа известных зажимов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СОЕДИНИТЕЛЬНЫЙ ЗАЖИМ | 2000 |
|
RU2165859C1 |
| ЗАЖИМ ДЛЯ УЗЛА СРЕДНЕЙ АНКЕРОВКИ | 2000 |
|
RU2165860C1 |
| СТЫКОВОЙ ЗАЖИМ ДЛЯ КОНТАКТНЫХ ПРОВОДОВ | 2000 |
|
RU2165858C1 |
| ЗАЖИМ КОСОЙ И РЕССОРНОЙ СТРУНЫ | 2001 |
|
RU2200096C1 |
| УНИВЕРСАЛЬНЫЙ СТЫКОВОЙ ЗАЖИМ ДЛЯ КОНТАКТНЫХ ПРОВОДОВ | 2002 |
|
RU2209737C1 |
| УСТРОЙСТВО ДЛЯ ЗАЩИТЫ КОНТАКТНОГО ПРОВОДА ОТ ПЕРЕЖОГА | 2000 |
|
RU2165857C1 |
| ЗАЖИМ СТЫКОВОЙ ДЛЯ КОНТАКТНЫХ ПРОВОДОВ (ВАРИАНТЫ) | 2003 |
|
RU2255006C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЕРЕХОДНОГО ЗАЖИМА | 2000 |
|
RU2166442C1 |
| СОЕДИНИТЕЛЬНЫЙ ПРЕССУЕМЫЙ ЗАЖИМ | 2017 |
|
RU2660172C1 |
| УСТРОЙСТВО ДЛЯ ОБЖИМНОГО СОЕДИНЕНИЯ ДВУХ МНОГОЖИЛЬНЫХ ПРОВОДОВ КОНТАКТНОЙ СЕТИ | 1990 |
|
RU2011567C1 |
Изобретение относится к электрифицированному железнодорожному транспорту и направлено на усовершенствование средств соединения проводов контактной сети. Безболтовой соединительный прессуемый зажим для проводов содержит корпус, в верхней части которого выполнена открытая полость для размещения в ней провода неограниченной длины. В нижней части корпуса выполнено отверстие с прорезью для размещения в нем провода ограниченной длины. На кромке верхней части полости выполнен по всей ширине зажима выступ, служащий для упора матрицы, расположенной в головке пресса, при опрессовке зажима. Техническим результатом является сокращение время монтажа и повышение надежности эксплуатации контактной сети. 1 з.п. ф-лы, 4 ил.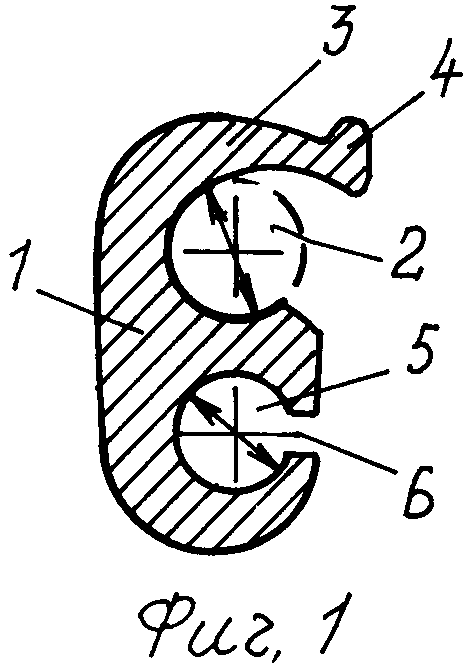
| УСТРОЙСТВО ДЛЯ ОБЖИМНОГО СОЕДИНЕНИЯ ДВУХ МНОГОЖИЛЬНЫХ ПРОВОДОВ КОНТАКТНОЙ СЕТИ | 1990 |
|
RU2011567C1 |
| DE 3043209 A1, 03.06.1982 | |||
| СПОСОБ ПОЛУЧЕНИЯ ВОЛОКНИСТОГО ПОЛУФАБРИКАТА | 2023 |
|
RU2807731C1 |
| US 5421068, 06.06.1995. | |||

