Изобретение относится к табачной промышленности и может быть использовано для изготовления бесконечных форматных лент сигаретных машин, а также в текстильной и других отраслях народного хозяйства для изготовления гибких связей, например плоскоременных передач.
УРОВЕНЬ ТЕХНИКИ.
Для изготовления бесконечных форматных лент используют пряжи различного происхождения, сырьевого состава, а также виды переплетения в ткачестве и многочисленные способы обработки.
Известна лента, выполненная переплетением основных и уточных нитей из химических волокон /Патент США 4344463/.
Однако известная лента имеет низкую износостойкость, что делает ее непригодной в использовании на высокоскоростных сигаретных машинах.
Известен способ обработки бесконечной ленты, включающей операции ткачества и последующего растяжения ее /Патент ФРГ 3405693, D 02 J 11/00/. Данный способ не обеспечивает повышение износостойкости ленты и увеличение срока ее службы.
Наиболее близким по технической сущности и достигаемому эффекту является изготовление бесконечной ленты, включающее операции ткачества - переплетение основных и уточных нитей из химических волокон - сиблоновая пряжа 50 текс х 3 ( 20/3), затем тканную бесконечную ленту пропитывают составом, отжимают, сушат. В процессе сушки осуществляют растяжение ленты до технологической длины (Патент РФ 1640237, D 02 J 11/00/.
Основными недостатками известного решения являются:
- ограничение ассортимента;
- недостаточная износостойкость;
- большое удлинение (до 15%) при заданной нагрузке, температуре (>120oC и высокой влажности (низкая теплостойкость).
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
В основу настоящего изобретения поставлена задача создания такой бесконечной ленты и способа ее изготовления, позволяющие получить технический результат, состоящий в расширении ассортимента ленты при улучшении ее свойств, таких как износостойкость, минимальное удлинение (не более 1,2%) при заданных нагрузках и температуре; стабильность усадки при изменении влажности, высокая теплостойкость. Все эти свойства обеспечивают ленте длительный срок службы, получение высококачественного конечного продукта, использование ее на высокоскоростных сигаретных машинах. Новая лента относится к лентам нового поколения.
Этот технический результат достигается совокупностью действий: выработка текстильной бесконечной ленты и способ изготовления ее по технологической схеме.
Технический результат бесконечной форматной ленты сигаретных машин достигается тем, что она выработана переплетением - основный репс 2/2 из П-арамидных филаментных нитей линейной плотности 58,8-120 текс по основе и 29-120 текс по утку с числом кручений нитей 100-150 кр/м.
На фиг. 1 представлен вид переплетения - основный репс 2/2. Выработку ленты осуществляют на специальном бесчелночном рапирном ткацком станке с захватывающим устройством. В результате внутри ленты образуется самозакрепляющий узел двух уточных нитей. Лента по краям приобретает двойную плотность и не распускается (см. чертеж). Количество уточных нитей в ленте на 10 см составляет 35-367. П-арамидные филаментные нити обладают не только высокими прочностными свойствами, но и износостойкостью, особенно при высоких температурах, что очень важно, так как температура гарнитуры сигаретных машин в точках достигает 200-250°С. Использование других видов волокон невозможно (например сиблоновое волокно), так как они не выдерживают высоких температур и сгорают.
Эти свойства можно достигнуть рациональной структурой ленты, которая характеризуется многими показателями, включающими основные параметры строения: сырьевой состав основных и уточных нитей, линейную плотность, количество нитей в ленте по основе и утку на 10 см, вид ткацкого переплетения. Так в новой бесконечной ленте выбор переплетения - основный репс 2/2, который в сравнении с другими видами обеспечивает минимальную рыхлость ленты, позволяет получить формоустойчивую ленту; использование П-арамидных филаментных нитей обеспечивает повышенную прочность при высоких температурах; применение малокрученых филаментных нитей основы и утка способствует образованию застилистой поверхности. Выработанную бесконечную ленту после ткачества для придания ей необходимых дополнительных свойств подвергают обработке согласно новому способу.
В способе изготовления бесконечной ленты указанный технический результат достигается тем, что дополнительно осуществляют пропитку бесконечной ленты водным раствором ПВА в соотношении 1-10, 1-30 в течение 10 минут, затем проводят каландрирование двумя прижимными валиками при температуре 200°С, где происходит фиксация толщины ленты по всей длине с одновременным вытягиванием (усилие 350 Н) до технологической длины, затем на лицевую поверхность ленты наносят тонкий слой ~0,05 мм раствора натурального латекса 1-2 с последующей вулканизацией его для увеличения коэффициента трения (М) между лентой и сигаретной бумагой с 0,5 до 0,65, а на внутреннюю ее поверхность наносят кремнийорганический препарат, в данном случае для уменьшения коэффициента трения (М) с 0,2 до 0,13 между лентой и гарнитурой сигаретной машины.
Свойства, которые приобретает выработанная бесконечная форматная лента по стадиям технологической цепочки, направлены на увеличение срока эксплуатации дорогостоящего оборудования и получения высококачественной продукции.
Изобретения иллюстрируются следующими примерами.
Пример 1 (прототип) 100% сиблоновую пряжу линейной плотности 50 текс х 3 в основе и утке подвергают ткачеству с образованием бесконечной ленты. Выработанную ленту пропитывают шлихтующим составом, отжимают валиками, сушат в сушильной машине при 140°С, где происходит вытягивание ленты до технологической длины.
Пример 2. Бесконечная форматная лента выполнена в ткачестве переплетением - основный репс 2/2 из П-арамидных филаментных нитей линейной плотности по основе 58,8 текс, по утку 29 текс с числом кручений их - 100 кр/м, количество уточных нитей в ленте на 10 см составляет 35. Переплетение осуществляют на специальном бесчелночном рапирном ткацком станке с захватывающим устройством. Выработанную бесконечную форматную ленту после ткачества стирают, отжимают и пропитывают в водном растворе ПВА в соотношении 1-10 в течение 10 минут, затем ее каландрируют двумя прижимными валиками при температуре 200°С, затем на лицевую поверхность ленты наносят тонкий слой (~0,05 мм) раствора 1-2 натурального латекса, а на внутреннюю ее поверхность наносят кремнийорганический препарат.
Пример 3. Отличается от примера 2 тем, что линейная плотность основных и уточных нитей составляет 120 текс, а крутка их - 150 кр/м, количество уточных нитей в ленте на 10 см равно 367. Выработанную бесконечную ленту подвергают обработке согласно примеру 2.
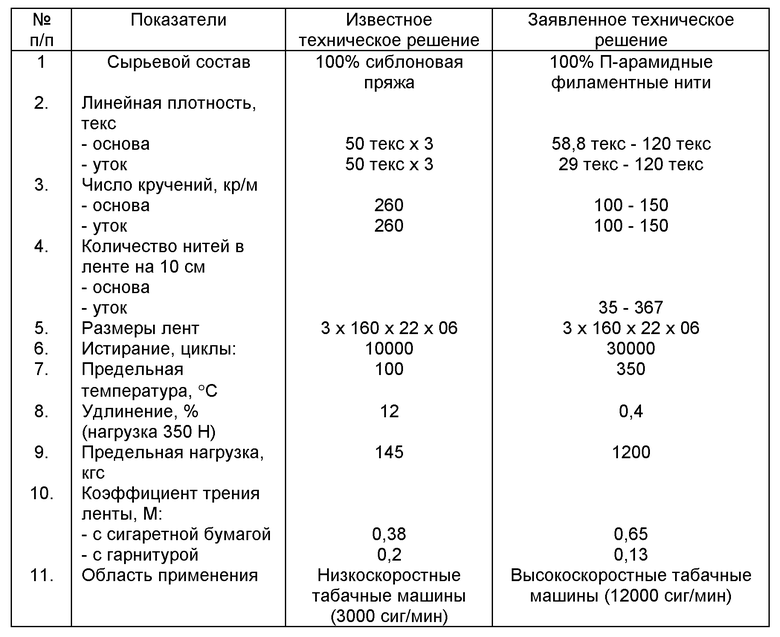
Основные показатели представлены в таблице.
Данные таблицы показывают, что новая бесконечная форматная лента и заявленный способ ее изготовления по своим показателям превосходят известную ленту, так удлинение уменьшается до 0,4% (против 12%), стойкость к истиранию соответствует 30000 циклов (против 10000), устойчивость к высоким температурам - 350°С (против 100-140) и нагрузкам - 1200 кгс (против 145), а также увеличение коэффициента трения с сигаретной бумагой до 0,65 (против 0,38) и уменьшение его с гарнитурой до 0,13 (против 0,2).
Все это способствует увеличению износостойкости ленты, росту экономического эффекта (выпуск сигарет в мин - 12000, против 3000), увеличению срока службы ее, получению высококачественного продукта.
Таким образом, только совокупность действий, а именно: выработка бесконечной форматной ленты и способа ее изготовления, т.е. суммарное действие их приводит к синергизму свойств, необходимых и достаточных для использования ее на высокоскоростных сигаретных машинах.
ПРОМЫШЛЕННАЯ ПРИМЕНИМОСТЬ
Предлагаемая бесконечная форматная лента и способ ее изготовления прошли апробацию в лабораторных условиях, внедрение намечено в полном объеме на фабриках табачной промышленности на IV квартал 2000 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗАЩИТНАЯ ТКАНЬ | 1998 |
|
RU2129173C1 |
| ЛЕНТА ТАКЕЛАЖНАЯ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2023 |
|
RU2816925C1 |
| Способ изготовления тесьмы | 1988 |
|
SU1640237A1 |
| ФИЛЬТРОВАЛЬНАЯ ТКАНЬ ДЛЯ ФИЛЬТРАЦИИ ВОЗДУШНЫХ И ГАЗООБРАЗНЫХ СИСТЕМ (ВАРИАНТЫ) | 2014 |
|
RU2592341C2 |
| Равноплотная ткань, способ её изготовления, композиционный материал и баллистический защитный пакет | 2018 |
|
RU2680129C1 |
| Термостойкая ткань из полимерных волокон и изделие, выполненное из этой ткани | 2016 |
|
RU2614002C1 |
| Термостойкая ткань | 2023 |
|
RU2814925C1 |
| СЕТЧАТАЯ ТКАНЬ | 1993 |
|
RU2101402C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БРЕЗЕНТА | 2020 |
|
RU2740350C1 |
| Ткань | 1989 |
|
SU1730245A1 |
Изобретение относится к легкой промышленности и касается бесконечной форматной ленты, выполненной переплетением основных и уточных нитей, причем основные и уточные нити выполнены переплетением - основный репс 2/2 из П - арамидных нитей линейной плотностью 58,8 - 120 текс по основе и 29-129 текс по утку, число уточных нитей в ленте на 10 см 35 - 367, причем крутка нитей составляет 100 - 150 кр/м. Предложен способ изготовления бесконечной форматной ленты, в котором сотканную ленту пропитывают, отжимают, сушат, вытягивают. Пропитку осуществляют водным раствором ПВА с последующим каландрированием прижимными валиками, затем наносят на лицевую поверхность ленты водный раствор натурального латекса, а на внутреннюю поверхность - кремнийорганический препарат, причем фиксацию ленты с одновременным вытягиванием осуществляют при каландрировании. Предложенное изобретение позволяет повысить износостойкость ленты и увеличить срок ее службы. 2 с. и 1 з.п. ф-лы, 1 ил., 1 табл.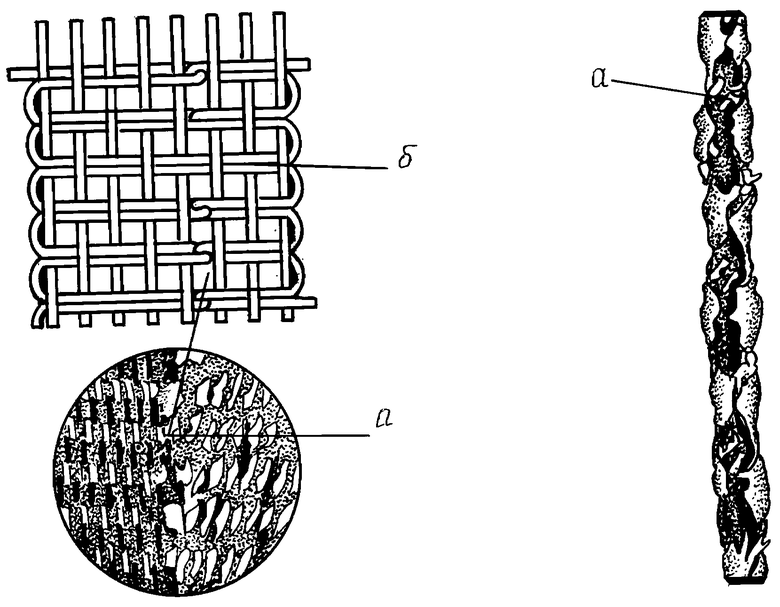
| Способ изготовления тесьмы | 1988 |
|
SU1640237A1 |
| СПОСОБ ОБРАБОТКИ ТЕКСТИЛЬНОГО МАТЕРИАЛА | 1994 |
|
RU2078865C1 |
| Муфта-тормоз | 1975 |
|
SU582427A1 |
| US 4151154 А, 24.04.1979 | |||
| DE 19807572 А, 22.08.1985 | |||
| DE 3405693 А1, 22.08.1985. | |||

