Изобретение относится к металлургическому машиностроению и может быть использовано в машинах непрерывного литья заготовок (МНЛЗ).
На криволинейных МНЛЗ в процессе выпрямления непрерывно литой заготовки с жидкой сердцевиной, в ее оболочке возникают растягивающие напряжения, которые при определенных условиях могут превышать допустимые и приводить к дефектам слитка в виде трещин. Избежать появление таких дефектов можно путем сведения к минимуму или полному устранению растягивающих напряжений в оболочке слитка во время его выпрямления.
Известен способ регулирования индивидуальных приводов радиальной многороликовой клети для вытягивания непрерывной металлической заготовки, в частности из стали, и приводной механизм его осуществления [1]. Известное техническое решение состоит в том, что по меньшей мере часть указанных приводов роликов регулируется в отличие от остальной части в зависимости от вращающего момента. Благодаря этому в направлении движения непрерывной заготовки в ее поперечном сечении создаются сжимающие усилия за счет того, что приводы на радиальном участке направляющей линии работают в режиме двигателя, а приводы, начиная от прямого отрезка правильного участка, работают в генераторном режиме.
Недостатком известного устройства являются сложность системы управления приводами, не гарантирующая стабильность обеспечения заданных параметров силового воздействия на выпрямляемую заготовку.
Предлагаемое техническое решение направлено на повышение производительности и стабильности работы МНЛЗ при одновременном сокращении ее габаритов путем применения правильно-тянущего устройства, обеспечивающего выпрямление заготовки со смещением нейтральной оси правки в направлении верхней грани ее поперечного сечения, что позволяет снизить растягивающие напряжения при правке заготовки или полностью их исключить. Этим создаются условия для бездефектной правки еще не полностью закристаллизовавшейся заготовки, имеющей жидкую сердцевину, то есть находящуюся в двухфазном состоянии.
Правильно-тянущее устройство содержит два ряда рабочих роликов, расположенных со стороны верхней и нижней граней заготовки, где по крайней мере ролики нижнего ряда выполнены приводными с жесткой кинематической связью между собой таким образом, чтобы окружная скорость на бочках нижнего ряда роликов последовательно уменьшалась от ролика к ролику в направлении движения отливаемой заготовки, при этом величина отношения окружной скорости первого ролика (2) к окружной скорости последнего ролика (4) нижнего ряда в пределе равняется величине отношения внешнего радиуса отливаемой заготовки (R1) к внутреннему радиусу (R2) до ее выпрямления, когда нейтральная ось правки смещается до верхней грани заготовки и растягивающие напряжения полностью исключаются.
Кроме того, правильно-тянущее устройство может быть выполнено таким образом, что передаточное отношение между приводными роликами равно 1, а последовательное уменьшение окружной скорости на бочках роликов достигается за счет выполнения роликов с переменным диаметром их бочек.
На чертеже представлено схематическое изображение правильно-тянущего устройства, где 1 - отливаемая заготовка, 2 - первый ролик нижнего ряда, 3 - паразитные шестерни, 4 - последний ролик нижнего ряда, 5 - последний ролик верхнего ряда, 6 - первый ролик верхнего ряда.
Правильно-тянущее устройство работает следующим образом. Вращающий момент от электромеханического привода передается правящим роликам нижнего ряда, связанным между собой зубчатыми зацеплениями, например, через одну из паразитных шестерен 3. В процессе прохождения отливаемой заготовки 1 через правильно-тянущее устройство, ролики верхнего ряда с помощью известных устройств, например, гидравлических цилиндров, поджимаются к заготовке с определенным усилием, обеспечивающим надежное ее вытягивание и правку.
Расстояние между верхним и нижним рядами роликов может быть выбрано с учетом необходимого обжатия отливаемой заготовки.
Во время движения заготовки через правильно-тянущее устройство, на нижней грани заготовки, вдоль ее продольной оси, создаются сжимающие усилия за счет разницы окружных скоростей роликов нижнего ряда. В результате нейтральная ось правки смещается в сторону верхней грани заготовки и величина растягивающих напряжений в оболочке заготовки снижается. Этим достигается уменьшение вероятности возникновения дефектов заготовки в виде трещин.
Литература
1. Патент ФРГ N 3011137, МПК В 22 D 11/128, 11/16, опубликован 20.08.81 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДВУХПОТОЧНОГО ПРОИЗВОДСТВА КАТАНКИ И СОРТОВОЙ ЗАГОТОВКИ ИЗ ЛЕГИРОВАННЫХ МАРОК СТАЛЕЙ И ЛИТЕЙНО-ПРОКАТНЫЙ АГРЕГАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2020 |
|
RU2747939C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СОРТОВОЙ ЗАГОТОВКИ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2681232C1 |
| СПОСОБ ПРОИЗВОДСТВА КАЧЕСТВЕННОЙ ПРУТКОВОЙ МЕТАЛЛОПРОДУКЦИИ | 2004 |
|
RU2260495C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 2010 |
|
RU2444413C1 |
| СПОСОБ ПРОИЗВОДСТВА ДВУТАВРОВОЙ БАЛКИ И ЛИТЕЙНО-ПРОКАТНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2620212C1 |
| ПРОФИЛЕГИБОЧНЫЙ АГРЕГАТ | 1995 |
|
RU2078632C1 |
| КОЛЬЦЕРАСКАТНЫЙ АВТОМАТ И СПОСОБ ИЗГОТОВЛЕНИЯ БАНДАЖЕЙ | 1998 |
|
RU2139163C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОИСТЫХ ИЗДЕЛИЙ | 1993 |
|
RU2056960C1 |
| СПОСОБ ПРОИЗВОДСТВА ТОНКОГО МЕТАЛЛИЧЕСКОГО ЛИСТА ИЗ ТОНКОЙ ЛИТОЙ ПОЛОСЫ И АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ ДЛЯ ПРОИЗВОДСТВА ТОНКОГО МЕТАЛЛИЧЕСКОГО ЛИСТА ИЗ ТОНКОЙ ЛИТОЙ ПОЛОСЫ | 2003 |
|
RU2250151C1 |
| Способ непрерывной разливки заготовок прямоугольного сечения | 1991 |
|
SU1771870A1 |
Изобретение относится к металлургическому машиностроению и может быть использовано в машинах непрерывного литья заготовок (МНЛЗ). Решение позволяет повышать производительность МНЛЗ при одновременном уменьшении габаритов машины. Правильно-тянущее устройство содержит два ряда рабочих роликов (РР). РР расположены со стороны верхней и нижней граней заготовки. По крайней мере РР нижнего ряда выполнены приводными с жесткой кинематической связью между собой. Окружная скорость на бочках нижнего ряда РР последовательно уменьшается от ролика к ролику в направлении движения отливаемой заготовки. Величина отношения окружной скорости первого ролика к окружной скорости последнего ролика нижнего ряда в пределе равняется величине отношения внешнего радиуса отливаемой заготовки R1 к внутреннему радиусу R2 до ее выпрямления, когда нейтральная ось правки смещается до верхней грани заготовки и растягивающие напряжения полностью исключаются. 1 з.п. ф-лы, 1 ил.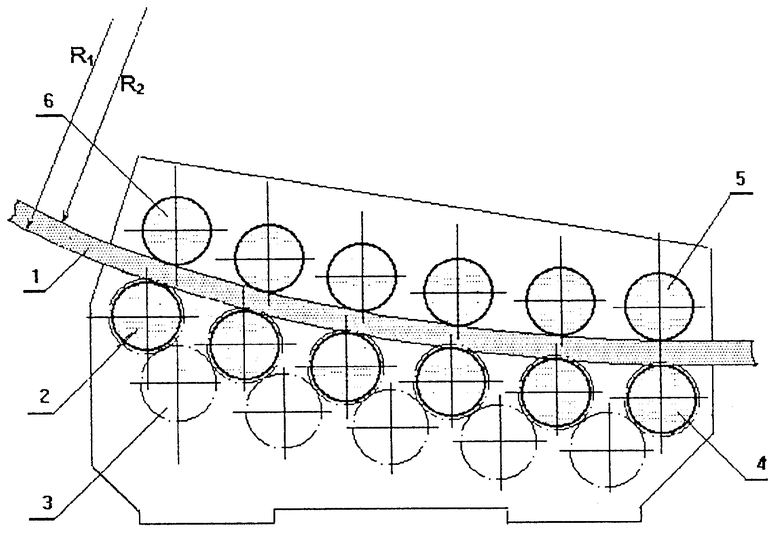
| DE 3011137, 20.08.1981 | |||
| SU 264635, 03.03.1970 | |||
| SU 226795, 16.09.1968 | |||
| JP 08238549, 17.09.1996. |

