Изобретение относится к металлургии, а именно к машинам непрерывного литья металлических заготовок прямоугольного поперечного сечения.
Известен способ производства заготовок методом непрерывной разливки, в котором слиток получают путем отливки в ручье МНЛЗ с последующим обжатием в валках правильно-тянущего устройства.
Недостатком способа является ухудшение качества заготовки при изменениях скорости разливки, вследствие несовпадения положения зоны обжатия слитка валками и зоны конца жидкой лунки, что ограничивает технологические возможности процесса.
Известен также способ непрерывной разливки, при котором возможность обработки заготовки давлением при различных режимах вытягивания реализуется с помощью обжимной клети, устанавливаемой на различных участках ручья МНЛЗ перед началом процесса разливки.
Недостатком способа являются необходимость частой перенастройки машины в периоды технологических пауз, а также невозможность реализации способа при колебаниях скоростей разливки в процессе непрерывной работы МНЛЗ, по причине изменения длины жидкой лунки слитка.
Известен также способ непрерывной разливки (принятый за прототип), согласно которому отливаемая заготовка подвергается последовательному пластическому деформированию, осуществляемому подлине всей жидкой лунки посредством взаимодействия с валками бочкообразной фоомы.
Недостатком способа является невозможность резкого отсечения коь.ца жид кой лунки заготовки вследствие постепенно возрастающего обжатия слитка каждой парой роликов, что ухудшает качество .заготовки из-за дефекта осевая трещина. Более того, использование возрастающего обжатия слитка по его длине затрудняет управле-ч
ч|
00 VJ О
ние процессом разливки, так как требует значительного парка разнопрофилирован- ных роликов,
Целью изобретения является улучшение качества стальных слитков, за счет уменьшения длины жидкой лунки, и упрощение процесса управления обжатием заготовки.
Поставленная цель достигается тем, что обжатие двухфазной заготовки осуществляют с одинаковой степенью одновременно в нескольких поперечных сечениях, отстоящих друг от друга на расстоянии Т, где Т определяется из условия:
5«
/Г- Г / П
Т
С Р
1.5
120-Ah /F-V,
мин
К
где VMHH, VMQKC - интервал рабочих скоростей разливки от минимальной до максимальной, мм/с;
Ah - половина величины обжатия заготовки деформирующими роликами, мм;
С - константа (С 0,609
Р - наибольшее ферростатическое давление в жидкой лунке при /макс, бар;
h - половина толщины слитка, мм;
т- время полной кристаллизации слитка, мин;
К- постоянная затвердевания, мм/мин, причем обжатие заготовки в середине поперечного сечения осуществляют в интервале величин от 2 до 3%,
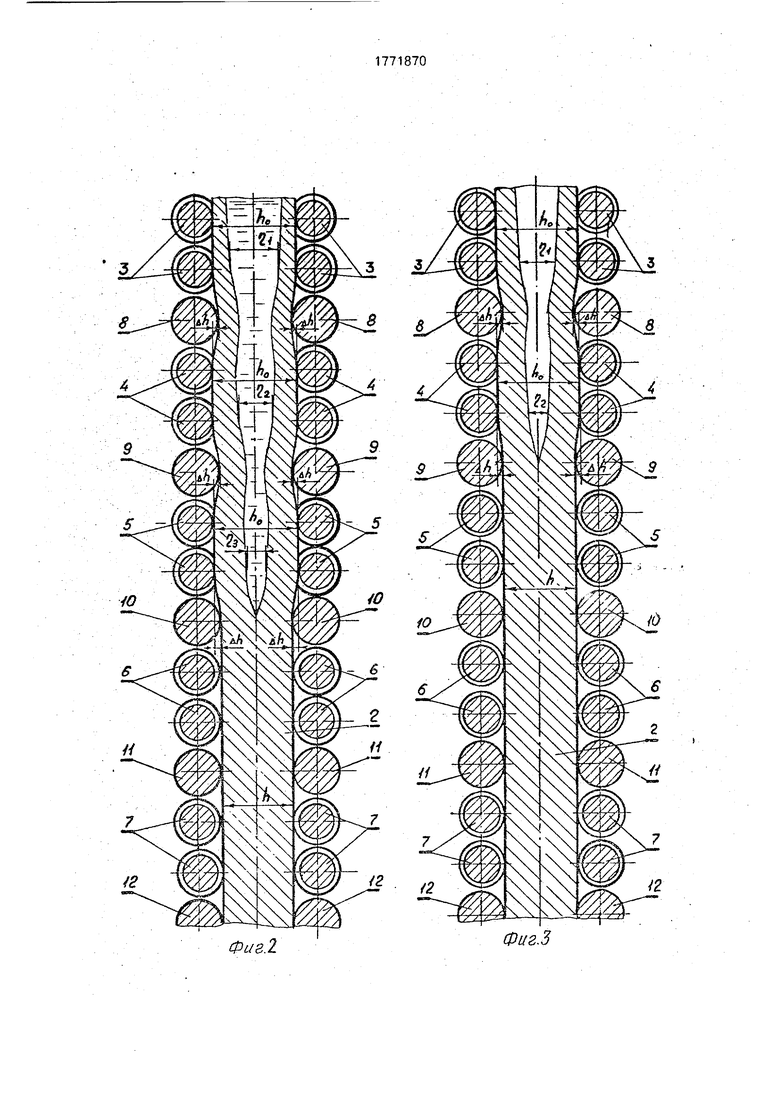
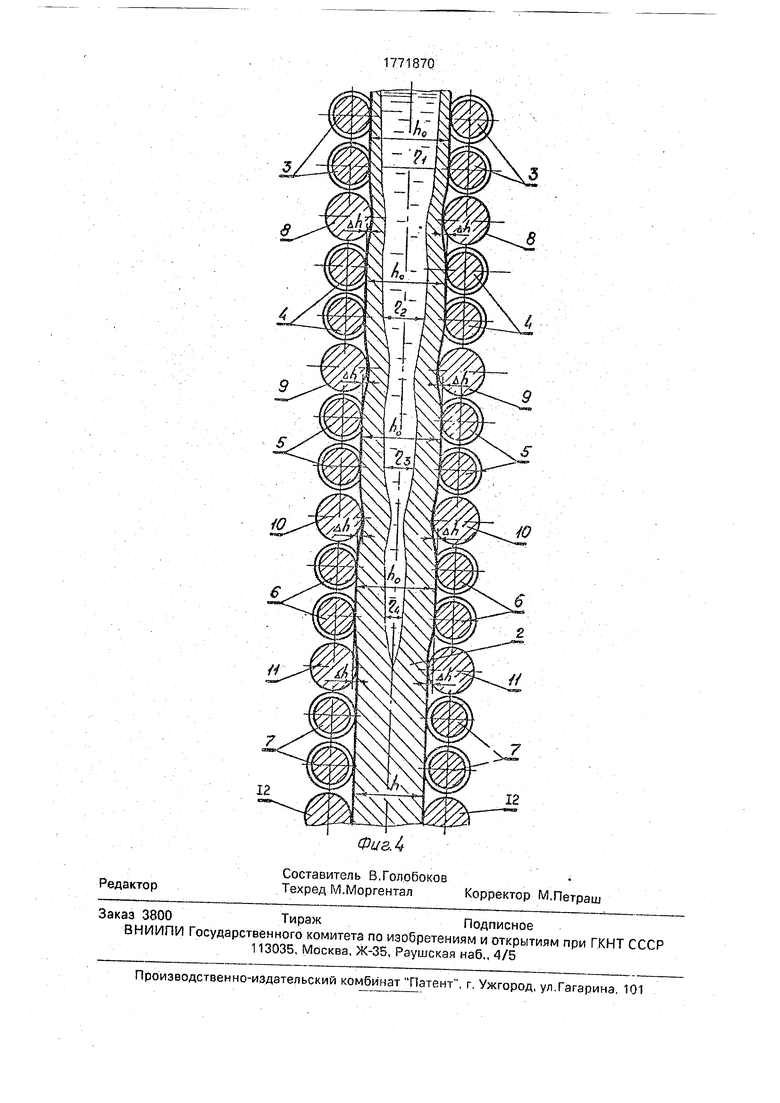
На фиг, 1 представлена схема формирования твердого слитка в роликовой проводке МНЛЗ; на фиг. 2-3 - схема деформирования твердой корки двухфазного слитка при отсечении конца жидкой лунки; на фиг. 4 - расчетная схема для определения математической зависимости между шагом установки обжимных роликов и основными технологическими параметрами процесса непрерывной разливки.
При осуществлении способа жидкий металл непрерывно подают в кристаллизатор 1 с выпуклыми широкими гранями, в котором формируется твердая корка двухфазного слитка 2. Безостановочно перемещаясь, на выходе из кристаллизатора твердо-жидкий слиток 2 попадает в зону вторичного охлаждения, где удерживается и направляется по оси ручья МНЛЗ приводными и холостыми поддерживающими роликами 3-7, бочки которых имеют вогнутую образующую. В зоне конца жидкой лунки слиток взаимодействует с обжимными роликами 8- 12, имеющими цилиндрическую форму бочек и попарно установленными ручья с шагом, удовлетворяющиству:
$Л,
/У. У.. Л h h4
Т
i/v0.32 сМ/макс
Ah h
С Р1 5
120-ДН- АГ-Умин К
Процесс отсечения конца жидкой лунки двухфазного слитка при изменении скорости разливки в интервале от УМИн до VMBKC осуществляется следующим образом.
До контакта с первой по ходу движения слитка парой обжимных роликов 8 двухфазная заготовка 2 перемещается в ролмковой проводке, образованной поддерживающими роликами 3, установленными попарно с
зазором h0. При этом толщина жидкой лунки двухфазного слитка равномерно уменьшается от ролика к ролику за счет роста толщины твердой корки, В контакте с первой паррй обжимных роликов 8, установленных
с зазором h, двухфазный слиток получает обжатие 2 A h h0 - h. При этом жидкая лунка испытывает локальное утонение 2 2 Ah. Так как 2 меньше толщины /1 жидкой лунки перед деформированием
слитка (2 Ar ;i), то смыкания фронтов кристаллизации не происходит, После контакта с роликами 8 под действием ферроста- тического давления жидкой фазы твердая корка прижимается к поддерживающим роликам 4, а слиток восстанавливает свою толщину до величины h0. При перемещении слитка 2 от первой ко второй паре обжимных роликов продолжается уменьшение толщины жидкой лунки с t до г/2, вследствне кристаллизации металла. В контакте со второй парой обжимных роликов 9 где слиток вновь получает обжатие 2 A h, условие смыкания фронтов кристаллизации не выполняется, т.к. 2 Дт/ /2. После деформации
слиток восстанавливает толщину h( в контакте с поддерживающими роликами 5 и перемещается к третьей паре обжимных роликов 10, имея перед обжатием толщину жидкой лунки уз тр. При деформировании
слитка третьей парой обжимных роликов 10 величина обжатия 2 Ah превышает толщину жидкой лунки г}з (2 A h 773), то есть вследствие происшедшего смыкания фронтов кристаллизации наблюдается отсечение
конца жидкой лунки и уплотнение сердцевины заготовки. При отсутствии жидкой фазы за обжимными роликами 10 толщин а слитка сохраняется на уровне h до выхода его из ручья МЫЛ 3. На этом участке слиток контактирует с обжимными роликами 11-12, которые выполняют функцию поддерживающих и направляющих роликов, не деформируя слиток,
При уменьшении скорости разливки интенсивность роста толщины твердой корки слитка, отнесенная к длине участка, возрастает. В этом случае толщина жидкой лунки уменьшается быстрее и условие смыкания фронтов кристаллизации (2 Дп тр) выполняется при обжатии слитка роликами 9, ли- бо, если 2 Дп )/i, роликами 8.
Напротив, при увеличении скорости разливки, когда длина жидкой лунки возрастает, условие смыкания фронтов кристаллизации (2 Д h 374) выполняется при обжатии слитка роликами 11, либо, если 2 Дп , роликами 12. С учетом нарастания толщины твердой корки слитка по закону квадратного корня и особенностей поведения корки двухфазного слитка под действием ферростатического давления, гарантированное отсечение конца жидкой лунки в одной из пар установленных обжимных роликов обеспечивается при выполнении условия
Vvgf&.Ah
ззг
И.5
Т
С Р1 120 -Др.- Ут -Умин К
При этом признак обжатия слитка в пределах 2...3% от высоты его сечения исключает образование и развитие внутренних под- корковых трещин в заготовке при ее деформировании обжимными роликами.
Пример. Деформирование двухфазного слитка осуществляют цилиндрически- ми роликами диаметром 380 мм, установленными в роликовой проводке зоны вторичного охлаждения наряду с поддерживающими роликами диаметром 380 мм, имеющими в результате механического износа образующую с вогнутостью 3 мм, что обеспечивает величину обжатия слитка 6мм (2%) при отливке слябов толщиной 300 мм. При колебаниях скорости разливки от 0,5 до 1,2 м/мин гарантированное отсечение конца жидкой лунки какой-либо из пар обжим- ных роликов обеспечивается их установкой на расстоянии 840 мм, т.е. при поочередном расположении на криволинейном участке роликов с вогнутым и цилиндрическим про50
5 0 5
0
филем. Первая пара обжимных роликов размещена на расстоянии 7500 мм от верхнего среза кристаллизатора по оси ручья. Количество обжимных пар роликов - 8.
Применение обжатия осевой части заготовки при указанных выше условиях снижает химическую неоднородность в осевых зонах сляба в 1,3...2,0 раза, уменьшает размеры осевых трещин в 3,5...5,0 раз.
Формула изобретения 1. Способ непрерывной разливки заготовок прямоугольного сечения, включающий подачу жидкого металла в вертикальный кристаллизатор, формирование твердой корки заготовки, последующее вытягивание двухфазной заготовки в зону вторичного охлаждения последовательно установленными приводными поддерживающими роликами с вогнутыми бочками и обжатие двухфазной заготовки в зоне конца жидкой лунки обжимными цилиндрическими роликами, отличающийся тем, что, с целью улучшения качества слитка и упрощения процесса управления обжатием заготовки, обжатие двухфазной заготовки осуществляют с одинаковой степенью одновременно в нескольких поперечных сечениях, расположенных друг от друга на расстоянии Т, определяемом по зависимости
5Л2,
5
Vv/0.32 . д h . Ь3.8 VMSKC An П
с P
1.5
т
120 Ah-VF-Умин
к
где VMHH и Умакс - соответственно минимальная и максимальная рабочие скорости разливки, мм/с;
Дп - половина величины обжатия заготовки деформирующими роликами, мм;
С 0,609 - константа;
Р - наибольшее ферростатическое давление в жидкой лунке при Умакс, 10 бар;
h - половина толщины слитка, мм;
г- время полной кристаллизации слитка, мин;
К - постоянная затвердевания, мм/мин .
2. Способ по п. 1, отличающийся тем, что обжатие заготовки в середине поперечного сечения осуществляют со степенью 2-3%.
А-А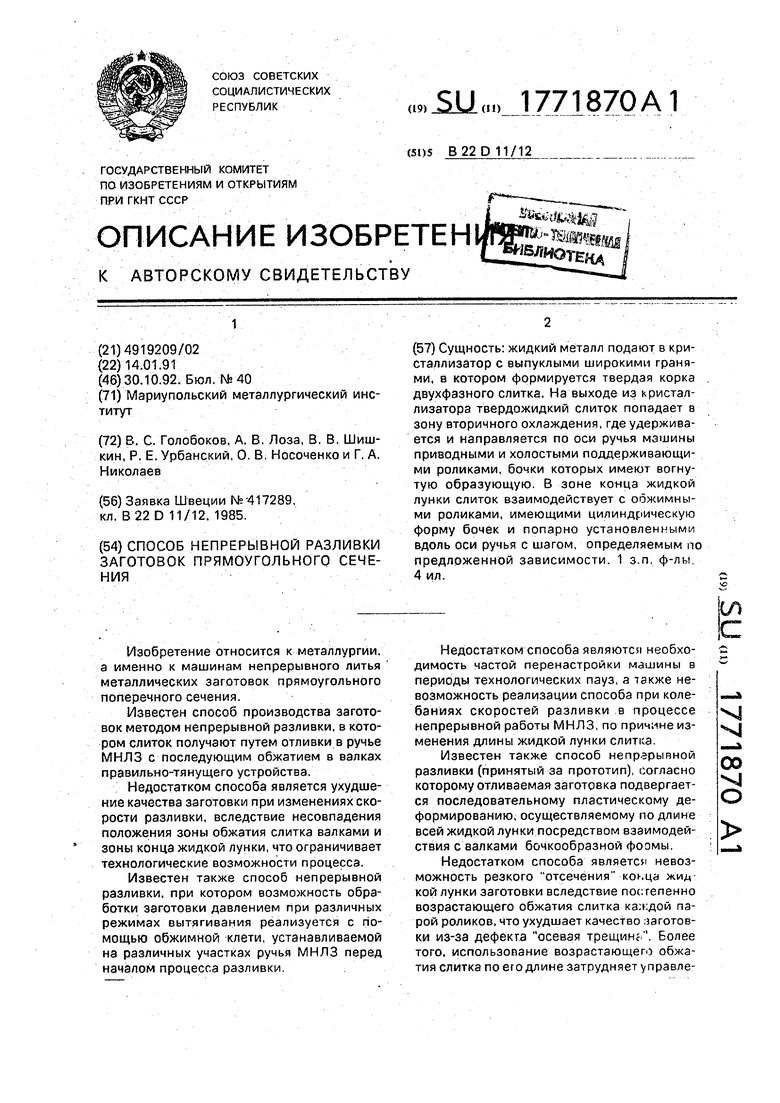
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 2004 |
|
RU2269395C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СОРТОВОЙ ЗАГОТОВКИ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2681232C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТОНКОСТЕННЫХ ЗАГОТОВОК СО ВЗАИМНО ПЕРЕСЕКАЮЩИМСЯ РАСПОЛОЖЕНИЕМ ЭЛЕМЕНТОВ ПРОФИЛЯ | 1989 |
|
RU2096126C1 |
| СПОСОБ ПРОИЗВОДСТВА НЕПРЕРЫВНО-ЛИТЫХ ЗАГОТОВОК НА МАШИНЕ НЕПРЕРЫВНОГО ЛИТЬЯ (МНЛЗ) КРИВОЛИНЕЙНОГО ТИПА | 2008 |
|
RU2427443C2 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ СЛЯБОВ | 1992 |
|
RU2017571C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНОГО ПРОКАТА | 2010 |
|
RU2433005C2 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 2012 |
|
RU2494834C1 |
| СПОСОБ ОБЖАТИЯ НЕПРЕРЫВНОЛИТОЙ СОРТОВОЙ ЗАГОТОВКИ В ЖИДКО-ТВЕРДОМ СОСТОЯНИИ | 2012 |
|
RU2511130C2 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛЬНЫХ ЗАГОТОВОК КРУПНОГО ПОПЕРЕЧНОГО СЕЧЕНИЯ | 1991 |
|
RU2063295C1 |
| СПОСОБ НЕПРЕРЫВНОЙ ГОРИЗОНТАЛЬНОЙ РАЗЛИВКИ СТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2532679C1 |
Сущность: жидкий металл подают в кристаллизатор с выпуклыми широкими гранями, в котором формируется твердая корка двухфазного слитка. На выходе из кристаллизатора твердожидкий слиток попадает в зону вторичного охлаждения, где удерживается и направляется по оси ручья машины приводными и холостыми поддерживающими роликами, бочки которых имеют вогнутую образующую. В зоне конца жидкой лунки слиток взаимодействует с обжимными роликами, имеющими цилиндрическую форму бочек и попарно установленными вдоль оси ручья с шагом, определяемым по предложенной зависимости. 1 з.п. ф-лы, 4 ил.
Фие.1
Фиг
Фиг.З
Редактор
Фиг. 4
Составитель В.Голобоков Техред М.Моргентал
Корректор М.Петраш
| 1972 |
|
SU417289A1 | |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
