Изобретение относится к области металлургии, а именно, к технологии производства катанки и сортовой заготовки в совмещенных литейно-прокатных агрегатах, в состав оборудования которых входит планетарный прокатный стан, и может быть использовано для поточного производства стальной катанки в бунтах из качественных легированных марок сталей и поточного производства товарной длинномерной сортовой заготовки в условиях компактных металлургических производств ограниченной производительности до 100 тысяч тонн проката в год.
Известен способ поточного производства катанки из нержавеющих сталей и прецизионных и жаропрочных сплавов с использованием литейно-прокатного агрегата (RU 2100109, опубл. 27.12.1997.), включающий непрерывную разливку в радиусный кристаллизатор сортовой заготовки, ее прокатку на планетарном стане, включающем задающую и универсальную планетарную прокатные клети, последующее обжатие на сортовом прокатном стане в катанку диаметром 5-12 мм и смотку готовой катанки в бунт. В известном способе сортовую заготовку отливают прямоугольной формы с отношением сторон 0,7-0,8, при толщине заготовки 55-65 мм, кристаллизатор в процессе разливки качают вдоль его оси с частотой 110-200 1/мин при амплитуде 15-3,0 мм. Перед подогревом непрерывно-литой заготовке придают форму петли высотой 1-1,2 м. Подогрев заготовки ведут до температуры, на 100-150°С меньшей максимально допустимой температуры прокатки для данной марки стали (сплава). Прямоугольную непрерывно-литую заготовку в задающей клети планетарного стана обжимают в круг или скругленный квадрат с вытяжкой 1,32-1,37. В универсальной планетарной клети заготовку обжимают в ребровой квадрат с вытяжкой 30-40, с междеформационными паузами, не превышающими 0,1 с. Прокатку катанки на сортовом стане ведут в системе калибров овал-круг, всего за 6-7 проходов, с вытяжкой 2-2,5 и с натяжением в непрерывной группе клетей, равным 1,5-2% предела текучести материала. Контролируют температуру конца прокатки, поддерживая ее в пределах 660-1100°С для всей группы материалов, а внутри этих пределов - для каждого материала в своем узком диапазоне, определяющем режим контролируемой прокатки. Заготовку после прокатки в универсальной планетарной клети до входа в сортовой прокатный стан принудительно подстуживают, для обеспечения необходимой температуры конца прокатки.
Недостатком известного способа является расположение демпфирующей петли перед индукционными нагревателями, которое приводит к ухудшению качества непрерывно-литой заготовки, т.к. ее литая, не подвергнутая пластической деформационной проработке структура имеет низкую пластичность в условиях циклических растягивающих напряжений, что повышает вероятность поверхностного трещинообразования, которое особенно выражено в сложно-легированных нержавеющих и жаропрочных марках сталей. Кроме того, неоптимальная форма сечения заготовки, сформированная в задающей двух-валковой клети в виде круга или квадрата с большими угловыми радиусами скругления, приводит к увеличенной ширине площади контакта рабочего валка при прокатке заготовки в универсальной планетарной прокатной клети и, следовательно, к увеличенным энергосиловым параметрам планетарной прокатки.Кроме того, подкат, получаемый в универсальной планетарной прокатной клети, с сечением в виде ребрового квадрата с острыми углами, также ухудшает качество катанки при контролируемой прокатке, т.к. такая форма сечения является неоптимальной при подстуживании, и приводит к неравномерному охлаждению поверхности, с переохлаждением в углах сечения, и дефектам при контролируемой прокатке катанки в сортовом прокатном стане
Также известен способ поточного производства стальной катанки с использованием литейно-прокатного агрегата (RU 2173227, опубл. 10.09.2001), содержащего последовательно установленные машину непрерывной разливки заготовок, участок образования петли заготовки за машиной непрерывной разливки, средства правки заготовки на выходе из участка образования петли, индуктор для подогрева заготовок, планетарный стан в составе задающей и универсальной планетарной клетей, ножницы, группу сортовых клетей, участок приемки проката. Известный литейно-прокатный агрегат снабжен промежуточным рольгангом, установленным между средствами правки заготовки на выходе из участка образования петли и задающей клетью планетарного стана, а также ножницами для резки заготовок, установленными в зоне промежуточного рольганга с возможностью перемещения вдоль него, сталкивателем заготовок с промежуточного рольганга, боковым накопителем и отводящим рольгангом, установленным параллельно промежуточному рольгангу.
Недостатком известного способа и литейно-прокатного агрегата для его осуществления является последовательное расположение технологического оборудования в одну горизонтальную линию, приводящее к увеличению общей длины литейно-прокатного агрегата, что вызывает необходимость подогрева непрерывно-литой заготовки перед прокаткой. Расположение промежуточного рольганга, установленного между средствами правки заготовки на выходе из участка образования петли и задающей клетью планетарного стана сужает технологические возможности комплекса, исключая возможность его использования для производства длинномерной товарной квадратной заготовки, например при плановой остановке планетарного и сортового прокатных станов, что приводит к вынужденным простоям сталеплавильного оборудования металлургического комплекса.
Предлагаемая группа изобретений решает техническую проблему, связанную с устранением отмеченных недостатков известных технических решений. Техническим результатом группы изобретений является расширение технологических возможностей литейно-прокатного агрегата и обеспечение двухпоточного производства катанки и длинномерной товарной квадратной заготовки при повышении качества получаемой катанки из легированных марок сталей за счет расположения демпфирующей дуги между правильно-обжимным прокатным блоком и задающей прокатной клетью планетарного стана, а также создания оптимальной геометрии поперечных сечений сортовой заготовки в задающей и планетарной прокатных клетях, обеспечивающих снижение усилия прокатки в планетарной клети и повышающих равномерность охлаждения сечения проката за планетарной прокатной клетью при подстуживании перед сортовым прокатным станом.
Для достижения указанного технического результата предлагается способ двухпоточного производства катанки и сортовой заготовки, согласно которому осуществляют непрерывную разливку сортовой заготовки на машине непрерывного литья заготовок (МНЛЗ) с двухклетьевым правильно-тянущим блоком, состоящим из последовательно установленных первой вертикальной и второй горизонтальной прокатных клетей, отлитую сортовую заготовку в двухфазном состоянии, с величиной остаточной жидкой фазы (0,45-0,65)S, где S - площадь сечения непрерывно-литой сортовой заготовки, подвергают последовательно мягкому горизонтальному и вертикальному обжатию в двух-клетьевом правильно-тянущем блоке МНЛЗ с суммарной вытяжкой λ1=1,16-1,29, на выходе из которого сформированную сортовую заготовку квадратного сечения, при поточном ее производстве, в горизонтальной плоскости направляют на отводящий рольганг с ножницами мерного реза и холодильником, а при поточном производстве катанки в вертикальной плоскости формируют демпфирующую дугу заготовки с радиусом Rд=(15-20)*bз, где bз - сторона квадратного сечения сортовой заготовки на выходе из правильно-тянущего блока, которую затем при температуре ее поверхности 1150-1200°С прокатывают в двухфазном состоянии с величиной остаточной жидкой фазы в сечении заготовки (0,12-0,23)Sз, где Sз - площадь сечения обжатой в правильно-тянущем блоке квадратной сортовой заготовки, в четырехвалковой задающей клети в подкат с трефовым сечением профиля, с вытяжкой λ2=1,25-1,36, причем вершины трефового профиля подката располагают в плоскостях вращения сепараторов универсальной планетарной прокатной клети, подкат с трефовым сечением профиля при температуре 1100-1150°С прокатывают в универсальной прокатной планетарной клети на правильный восьмиугольный профиль сечения с суммарной вытяжкой λ3=32-45,скорость задачи подката в универсальную планетарную прокатную клеть варьируют в интервале V=2,3-3,5 м/мин в зависимости от скорости разливки сортовой заготовки, при этом частоту вращения сепараторов задают n=240-350 об/мин, на выходе из универсальной клети планетарного прокатного стана из подката формируют подстуживающую петлю в охлаждающей камере, в которой подкат водо-воздушной смесью из форсунок охлаждают до оптимальной температуры tпр=870-920°C в зависимости от марки прокатываемой стали, осуществляют контролируемую прокатку на катанку в непрерывной группе прокатных клетей сортового стана и смотку готовой катанки в бунт с последующим самоотпуском в бунте, причем готовую катанку перед смоткой в бунт подвергают сорбитизации путем ускоренного охлаждения со скоростью 120-450°С/сек с температуры окончания прокатки до температуры самоотпуска tотп=360-520°С в проходной трубчатой камере встречным высоко-турбулентным потоком охладителя.
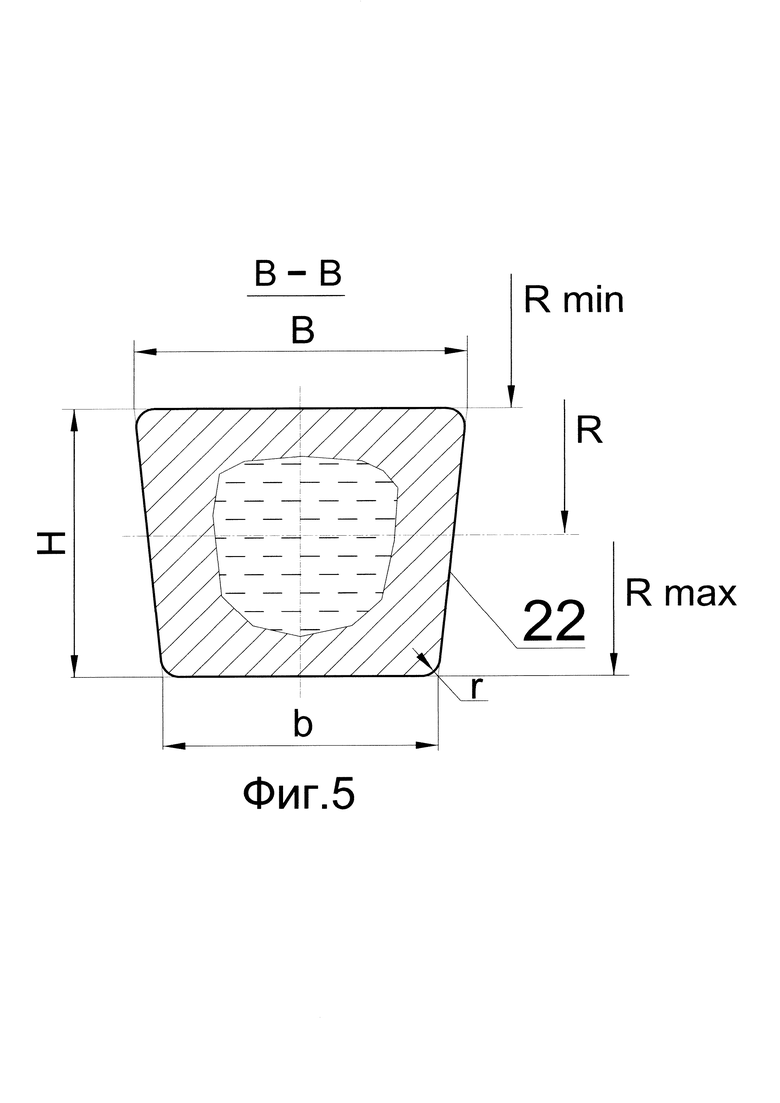
Кроме того, в изобретении предлагается также использовать радиусный кристаллизатор с сечением в форме равнобедренной трапеции, большее основание В которой лежит на грани сечения с минимальным продольным радиусом Rмин, а меньшее основание b трапеции - на грани сечения с максимальным продольным радиусом Rмак, с выполнением соотношения b/В≤Rмин/Rмакс, высотой трапеции Н=к*b, где к - величина вертикального мягкого обжатия непрерывно-литой заготовки в правильно-тянущем блоке МНЛЗ, к=1,12-1,25, причем задают радиус кривизны в углах трапеции r=(1,2-1,5)rтр, где rтр - радиус кривизны вершины трефового профиля подката в задающей прокатной клети планетарного стана.
Кроме того, при дробной планетарной прокатке выдерживают междеформационную паузу 0,04-0,028 сек.
Кроме того, обеспечивают полное затвердевание сортовой заготовки квадратного сечения, при поточном ее производстве, на отводящем рольганге, затем ее режут на заданную мерную длину ножницами и охлаждают со скоростью 60-120°С/мин на холодильнике.
Кроме того, переднюю часть отливаемой сортовой заготовки формируют конусной, для чего головную часть гибкой затравки, устанавливаемой в радиусный кристаллизатор, оснащают композитной разрушаемой соединительной вставкой с конусной глухо-донной полостью, которую разрушают горизонтальным обжатием в первой вертикальной прокатной клети правильно-тянущего блока, и отделяют гибкую затравку МНЛЗ от головной части сортовой заготовки в межклетьевом промежутке Р натяжением со стороны второй горизонтальной прокатной клети правильно-тянущего блока, далее затравку выдают на отводящий рольганг и затем снимают ее с холодильника с помощью механизма уборки и хранения затравки.
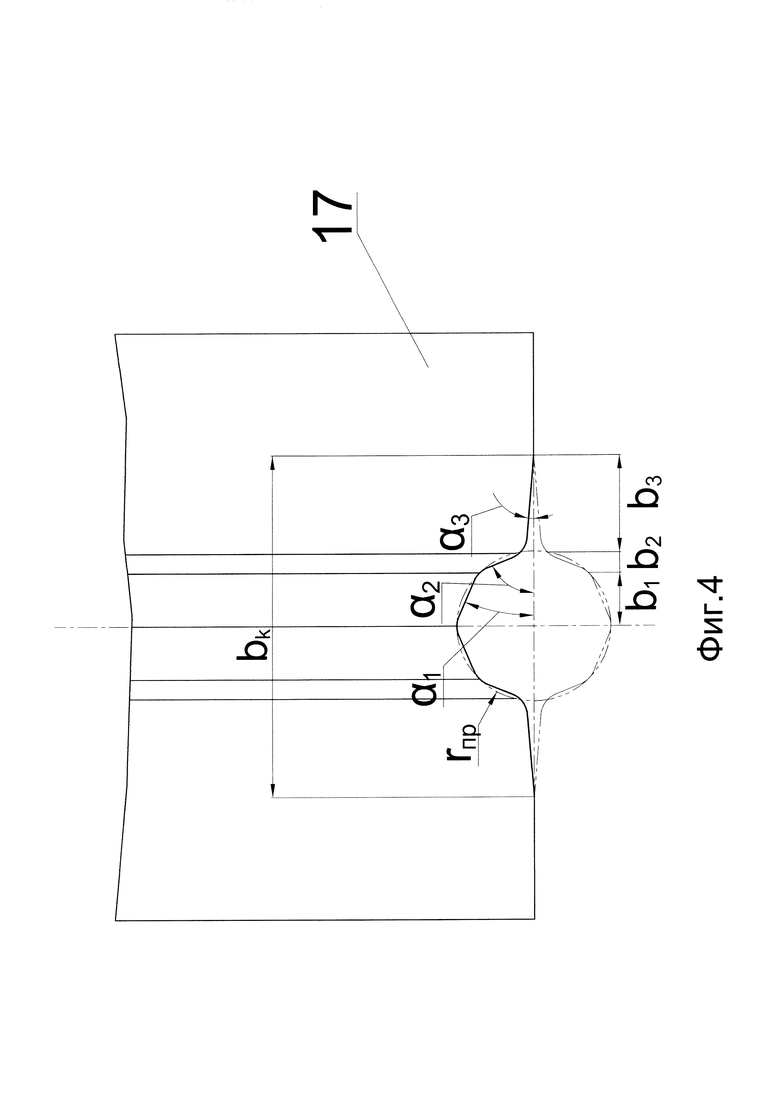
Достижение технического результата обеспечивается тем, что в литейно-прокатном агрегате для двухпоточного производства катанки и сортовой заготовки из легированных марок сталей, содержащем машину непрерывного литья сортовой заготовки (МНЛЗ) с радиусным кристаллизатором, имеющим сечение в форме равнобедренной трапеции, гибкой затравкой и двухклетьевым правильно-тянущим блоком, планетарный стан с задающей и универсальной планетарной прокатными клетями, сортовой прокатный стан с непрерывной группой прокатных клетей, участок смотки катанки в бунт и отводящий рольганг с ножницами мерного реза и холодильником, согласно изобретения, планетарный стан выполнен с вертикальной прокатной осью, задающая прокатная клеть выполнена с четырьмя прокатными валками с возможностью прокатки сортовой заготовки в трефовый профиль, имеющий соотношение Dвп/Dоп=0,52-0,65, где Dвп и Dоп соответственно диаметры вписанной и описанной окружностей трефового профиля, и радиус кривизны вершин rтр=(1,1-1,3)rпр, где rпр - радиус описанной окружности правильного восьмиугольного профиля подката в универсальной планетарной клети, рабочие валки которой смонтированы в приводных сепараторах, опираются на приводной опорный валок и выполнены с кольцевыми ручьями, правильно-тянущий блок МНЛЗ состоит из последовательно установленных первой вертикальной и второй горизонтальной прокатных клетей с консольными валками, выполненными с возможностью мягкого обжатия сортовой заготовки в двухфазном состоянии с формированием, при поточном производстве катанки, в вертикальной плоскости демпфирующей дуги заготовки на выходе из горизонтальной прокатной клети, причем кольцевой ручей рабочих валков планетарной прокатной клети имеет ось симметрии, а его рабочая поверхность образована последовательностью сопряженных конических поверхностей, при этом углы наклона образующих конических поверхностей по отношению к продольной оси вращения рабочего валка равны α1=21,0°-22,5°, α2=67,5°, α3=8,0°-12,5°, протяженность конических поверхностей, начиная от оси симметрии, составляет соответственно b1=0,71*rпр, b2=0,29*rпр, bз=1,28*rпр, мм, а ширина кольцевого ручья  , при этом планетарный и сортовой прокатные станы установлены на уровне +2,5-3,0 метра над линией отводящего рольганга с ножницами мерного реза и холодильником.
, при этом планетарный и сортовой прокатные станы установлены на уровне +2,5-3,0 метра над линией отводящего рольганга с ножницами мерного реза и холодильником.
Кроме того, головная часть гибкой затравки оснащается разрушаемой в двухклетьевом правильно-тянущем блоке МНЛЗ композитной соединительной вставкой, которая выполнена с внутренней конусной глухо-донной полостью.
Группа изобретений поясняется чертежами, где
на фиг. 1 показан общий вид литейно-прокатного агрегата,
на фиг. 2 - вид А с прокатной осью Б, перпендикулярной продольной оси МНЛЗ 1;
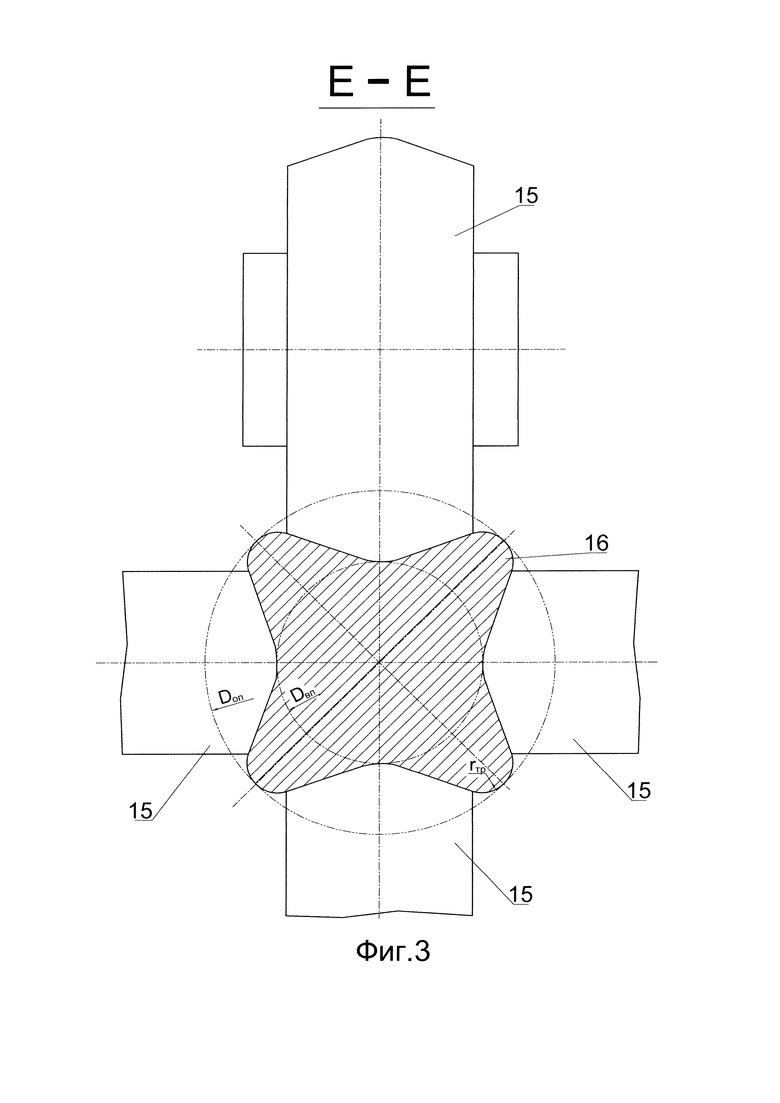
на фиг. 3 - сечение Е-Е задающей прокатной клети 7 планетарного стана;
на фиг. 4 - калибровка кольцевого ручья рабочего валка 17 планетарного стана;
на фиг. 5 - разрез В-В с поперечным сечением в виде трапеции разливаемой непрерывно-литой заготовки;
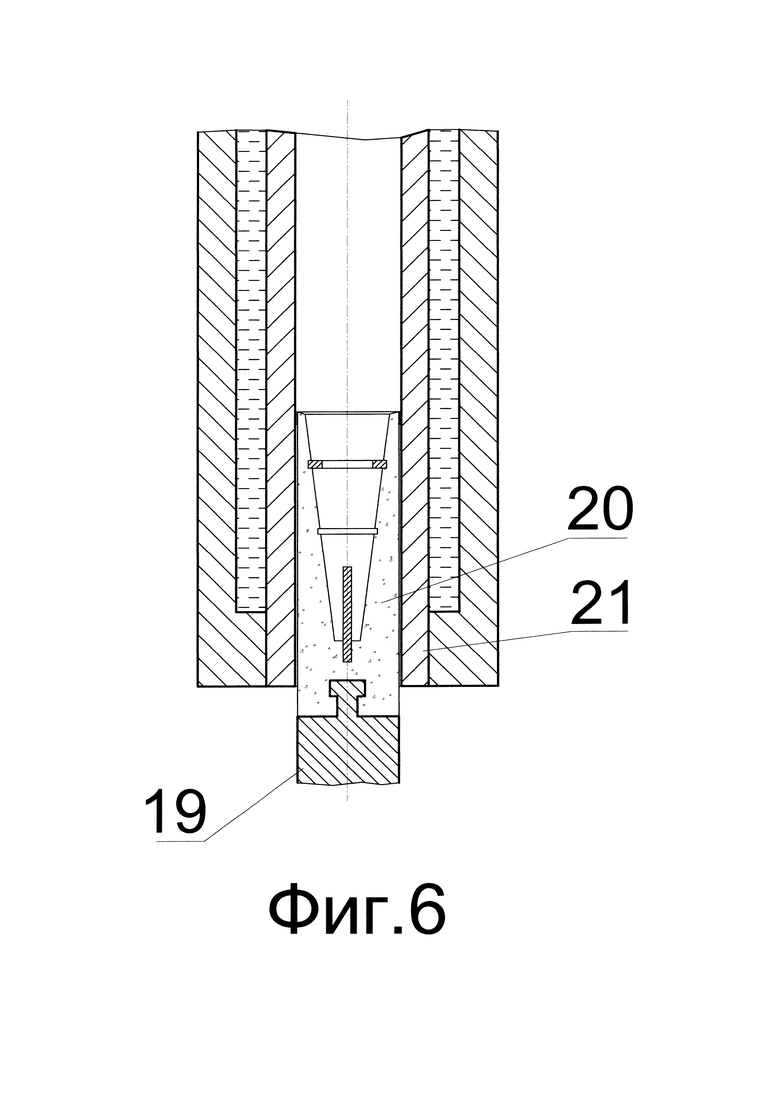
на фиг. 6 - продольное сечение кристаллизатора 21 МНЛЗ 1, со вставленной в его нижнюю часть разрушаемой керамической соединительной вставкой 20, установленной в головной части затравки 19;
на фиг. 7 - сечение D-D универсальной планетарной прокатной клети 8 с вертикальной осью прокатки.
Литейно-прокатный агрегат для осуществления способа двухпоточного производства катанки и сортовой заготовки из легированных марок сталей содержит МНЛЗ 1 радиального типа (Фиг. 1), правильно-тянущий блок 3 которой состоит из чередующихся вертикальной и горизонтальной прокатных клетей с консольными валками и межклетьевым промежутком Р. За правильно-тянущим блоком 3 установлены отводящий рольганг 5,ножницы 2, с возможностью выдачи на холодильник 6 длинномерной квадратной заготовки 18, при поточном ее производстве, и затравки 19, механизм 25 уборки и хранения затравки 19 (Фиг. 2). Над отводящим рольгангом 5 смонтирован планетарный прокатный стан с вертикальной осью прокатки. При поточном производстве катанки 14 между правильно-тянущим блоком 3 и планетарным станом в вертикальной плоскости образована демпфирующая дуга 4 (Фиг. 1). Планетарный прокатный стан состоит из четырехвалковой задающей прокатной клети 7, с прокатными валками 15 (Фиг. 3), универсальной планетарной прокатной клети 8 с рабочими валками 17 и опорным приводным валком 23, валки 17 смонтированы в приводных сепараторах 24 (Фиг. 7).Валками 15 задающей клети 7 образован открытый калибр под прокатку трефового профиля сечения подката 16 (Фиг. 3). На рабочих валках 17 нарезаны кольцевые ручьи с калибровкой под правильный восьмиугольный профиль подката (Фиг. 4). За планетарным прокатным станом в прокатной линии с осью Б (Фиг. 2) сформирована подстуживающая петля 9 в охлаждающей камере, с водо-воздушными форсунками, далее, установлены летучие ножницы 10, непрерывная группа прокатных клетей сортового прокатного стана 11, линия ускоренного охлаждения проката 12, участок 13 смотки катанки 14 в бунт. Во внутреннюю полость кристаллизатора 21, с сечением исходной непрерывно-литой заготовки 22 в виде равнобедренной трапеции (Фиг. 5), установлена композитная, разрушаемая в правильно-тянущем блоке 3 соединительная вставка 20, с конусной глухо-донной полостью. Вставка 20 смонтирована на головной части гибкой затравки 19 (Фиг. 6).
Способ осуществляют следующим образом.
Непрерывно-литую сортовую заготовку 22 разливают в радиусный кристаллизатор 21 МНЛЗ 1 с сечением в форме равнобедренной трапеции, большее основание В которой лежит на грани сечения с минимальным продольным радиусом Rмин, а меньшее основание b трапеции - на грани сечения с максимальным продольным радиусом Rмакс, с выполнением соотношения b/В≤Rмин/Rмакс, высотой трапеции Н=к*b, где к - величина вертикального мягкого обжатия непрерывно-литой заготовки 22 в горизонтальной прокатной клети правильно-тянущего блока 3 МНЛЗ 1, к=1,12-1,25, задают радиус кривизны в углах трапеции r=(1,2-1,5)rтр, где rтр - радиус кривизны вершины трефового профиля подката 16 в задающей прокатной клети 7 планетарного стана, при этом переднюю часть непрерывно-литой сортовой заготовки 22 отливают конусной, которая кристаллизуется в конусной глухо-донной полости композитной разрушаемой соединительной вставки 20. Форма и соотношение размеров равнобедренной трапеции сечения обеспечивает благоприятные условия при мягком боковом обжатии с одновременным распрямлением непрерывно-литой заготовки 22 в вертикальной клети правильно-тянущего блока 3. Конусная форма головной части непрерывно-литой заготовки 22 гарантирует плавный надежный захват заготовки 22 в прокатных клетях правильно-тянущего блока 3 и в задающей 7 и планетарной клети 8 планетарного прокатного стана. При этом, соединительную вставку 20 разрушают боковым обжатием в первой вертикальной прокатной клети правильно-тянущего блока 3, и отделяют гибкую затравку 19 от головной части непрерывно-литой сортовой заготовки 22 в межклетьевом промежутке Р продольным натяжением со стороны второй горизонтальной прокатной клети правильно-тянущего блока 3, далее, затравку 19 выдают на отводящий рольганг 5 и, затем, убирают ее с рольганга устройством уборки и хранения затравки 25 на холодильнике 6. Сечение конусной головной части сортовой заготовки 22 полностью затвердело, что позволяет плавно, надежно произвести ее захват и боковое обжатие с распрямлением в первой вертикальной прокатной клети правильно-тянущего блока 3. Распрямление непрерывно-литой заготовки 22 происходит в условиях двухосного напряженно-деформированного состояния с преобладанием напряжений сжатия, что допускает уменьшение технологического радиуса МНЛЗ 1, повышает качество заготовки 18 по литьевым дефектам.
Отлитую непрерывно-литую сортовую заготовку 22 в двухфазном состоянии, с величиной остаточной жидкой фазы (0,45-0,65)S, где S - площадь сечения непрерывно-литой сортовой заготовки 22, подвергают последовательно мягкому горизонтальному и вертикальному обжатию в двухклетьевом правильно-тянущем блоке МНЛЗ 1 с суммарной вытяжкой λ1=1,16-1,29, на выходе из которого, при поточном производстве катанки, в вертикальной плоскости формируют демпфирующую дугу 4 с радиусом Rд=(15-20)*b3, где b3 - сторона квадратного сечения сортовой заготовки 18 на выходе из правильно-тянущего блока 3. Затем, сортовую заготовку 18 без предварительного подогрева, при температуре ее поверхности 1150-1200°С, прокатывают с вытяжкой λ2=1,25-1,36 в двухфазном состоянии с величиной остаточной жидкой фазы в сечении заготовки (0,12-0,23)Sз, где Sз - площадь сечения обжатой в правильно-тянущем блоке квадратной сортовой заготовки 18 Sз=b32, в четырехвалковой задающей клети 7 в подкат с трефовым сечением профиля 16, с выполнением соотношений Dвп/Dоп=0,52-0,65, где Dвп и Dоп соответственно диаметры вписанной и описанной окружностей трефового профиля 16, радиус кривизны вершин трефового профиля 16rтр=(1,1-1,3)rпр, где rпр - радиус описанной окружности правильного восьмиугольного профиля подката в универсальной планетарной клети 8, причем вершины трефового профиля подката 16 располагают в плоскостях вращения сепараторов универсальной планетарной прокатной клети 8. Трефовая форма сечения подката 16 приводит к снижению ширины площади контакта рабочего валка 17 при прокатке заготовки 16 в универсальной планетарной прокатной клети 8 и, следовательно, к снижению энергосиловых параметров планетарной прокатки. Далее, подкат с трефовым сечением профиля16 при температуре 1100-1150°С прокатывают в универсальной прокатной планетарной клети 8 на правильный восьмиугольный профиль сечения с суммарной вытяжкой λ3=32-45, при дробной планетарной прокатке выдерживают междеформационную паузу 0,04-0,028 сек, ось прокатки задающей 7 и универсальной планетарной 8 прокатных клетей располагают вертикально, скорость задачи подката 16 в универсальную планетарную прокатную клеть 8 варьируют в интервале V=2,3-3,5 м/мин, в зависимости от скорости разливки непрерывно-литой сортовой заготовки 22, при этом частоту вращения сепаратора задают n=240-350 об/мин.
Кольцевой ручей рабочих валков 17 планетарной прокатной клети 8 имеет ось симметрии, и его рабочая поверхность образована последовательностью сопряженных конических поверхностей, при этом, углы наклона образующих конических поверхностей по отношению к продольной оси вращения рабочего валка 17 равны α1=21,0°-22,5°, α2=67,5°, α3=8,0°-12,5°, протяженность конических поверхностей, начиная от оси симметрии, соответственно b1=0,71*rпр, b2=0,29*rпр, b3=1,28*rпр, мм, где rпр - радиус описанной окружности правильного восьмиугольного профиля подката, при этом выполняются соотношения - ширина кольцевого ручья  , где Dвп - диаметр вписанной окружности трефового профиля 16, мм; bк=2*(b1+b2+b3). Такая форма сечения является оптимальной при подстуживании, и приводит к равномерному охлаждению поверхности подката. Правильный восьмиугольный профиль подката обеспечивает также благоприятные условия при последующей контролируемой прокатке, повышая качество поверхности катанки 14.
, где Dвп - диаметр вписанной окружности трефового профиля 16, мм; bк=2*(b1+b2+b3). Такая форма сечения является оптимальной при подстуживании, и приводит к равномерному охлаждению поверхности подката. Правильный восьмиугольный профиль подката обеспечивает также благоприятные условия при последующей контролируемой прокатке, повышая качество поверхности катанки 14.
На выходе из универсальной прокатной клети 8 планетарного прокатного стана из подката формируют подстуживающую петлю 9 в охлаждающей камере, в которой подкат водо-воздушной смесью из форсунок охлаждают до оптимальной температуры tnp=870-920°С в зависимости от марки прокатываемой стали, под контролируемую прокатку на катанку 14 в непрерывной группе прокатных клетей сортового стана 11, затем прокатанную катанку 14 перед смоткой в бунт подвергают сорбитизации ускоренным охлаждением со скоростью 120-450°С/сек с температуры окончания прокатки до температуры самоотпуска tотп=360-520°С в проходной трубчатой камере линии ускоренного охлаждения 12 встречным высоко-турбулентным потоком охладителя и последующим самоотпуском в бунте, на участке 13 смотки катанки 14 в бунт, при этом планетарный 8 и сортовой 11 прокатные станы установлены на уровне +2,5-3,0 метра над линией отводящего рольганга 5 с ножницами мерного реза 2 и холодильником 6, на который выдают гибкую затравку 19 и, при плановом поточном производстве товарной длинномерной непрерывно-литой квадратной сортовой заготовки 18, производят ее горизонтальную выдачу из правильно-тянущего блока МНЛЗ 1 на отводящий рольганг 5.
Таким образом, вертикальное расположение оси прокатки планетарного стана 8 и его размещение над промежуточным рольгангом 5 уменьшает общую длину литейно-прокатного агрегата, исключает предварительный подогрев сортовой заготовки 18 перед прокаткой, расширяет технологические возможности литейно-прокатного агрегата, с возможностью его работы на поточное производство длинномерной товарной квадратной заготовки 18. Кроме того, при поточном производстве катанки расположение демпфирующей дуги 4 между правильно-обжимным прокатным блоком 3 и задающей прокатной клетью 7 планетарного стана, создание оптимальной геометрии поперечных сечений сортовой заготовки 22 и подката16 в задающей 7 и планетарной 8 прокатных клетях, обеспечивающих снижение усилия прокатки в планетарной клети 8 и повышающих равномерность охлаждения сечения проката за планетарной прокатной клетью 8 при подстуживании в петле 9 перед сортовым прокатным станом 11, обеспечивает повышение качества получаемой из легированных марок сталей катанки.
Пример.
Осуществляли плановое поточное производство катанки диаметром 8 мм из стали 25Х2МФА на бунт, весом 3,5 тонны в объеме товарной партии 100 тонн и плановое поточное производство сортовой заготовки квадрат 120×120 мм из стали 09Г2С длиной 12 метров в объеме товарной партии 60 тонн. Исходное разливаемое сечение непрерывно-литой заготовки- равнобедренная трапеция 135×120 мм, технологический радиус МНЛЗ - 2,5 метра. Высота Н трапеции - 135 мм, суммарная вытяжка в правильно-тянущем блоке λ1=1,2; размер квадратного сечения сортовой заготовки 120×120 мм на выходе из правильно-тянущего блока. При поточном производстве катанки радиус демпфирующей дуги задавался 2,0 метра; частота вращения сепаратора планетарной клети n=320 об/мин. Диаметры трефового профиля сечения Dвп=96 мм и Dоп=165 мм; скорость задачи в планетарную прокатную клеть V=2,7 м/мин; суммарное обжатие в планетарной клети λ3=41; радиус описанной окружности подката с правильным восьми-угольным профилем rпр=9 мм; температура подстуживания tпр=890°С; температура отпуска катанки tопт=470°С.
Полученные товарные партии катанки диаметром 8 мм из стали 25Х2МФА под производство метизов и сортовая заготовка квадрат 120×120 мм из стали 09Г2С под производство сортового фасонного проката характеризуются высоким уровнем механических характеристик и качеством поверхности.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОТОЧНОГО ПРОИЗВОДСТВА КАТАНКИ ИЗ НЕРЖАВЕЮЩИХ СТАЛЕЙ И ПРЕЦИЗИОННЫХ И ЖАРОПРОЧНЫХ СПЛАВОВ | 1996 |
|
RU2100109C1 |
| ЛИТЕЙНО-ПРОКАТНЫЙ АГРЕГАТ | 2000 |
|
RU2173227C1 |
| СПОСОБ ПОТОЧНОГО ИЗГОТОВЛЕНИЯ КАТАНКИ ИЗ ПРУЖИННЫХ СТАЛЕЙ И ЕЕ ПОСЛЕДУЮЩЕЙ ОБРАБОТКИ | 1996 |
|
RU2092257C1 |
| ЛИТЕЙНО-ПРОКАТНЫЙ АГРЕГАТ НЕПРЕРЫВНОГО ДЕЙСТВИЯ | 2011 |
|
RU2455091C1 |
| КОМБИНИРОВАННЫЙ СОРТОВОЙ ПРОКАТНЫЙ СТАН | 1971 |
|
SU298389A1 |
| ЛИТЕЙНО-ПРОКАТНЫЙ АГРЕГАТ | 2007 |
|
RU2356663C1 |
| УНИВЕРСАЛЬНЫЙ МОДУЛЬ ПРОИЗВОДСТВА МЕТАЛЛОПРОКАТА И ИЗДЕЛИЙ | 2000 |
|
RU2252829C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТОВАРНОЙ ПРОДУКЦИИ НА ЛИТЕЙНО-ПРОКАТНОМ КОМПЛЕКСЕ МЕТАЛЛУРГИЧЕСКОГО МИНИ-ЗАВОДА | 2005 |
|
RU2325960C2 |
| СПОСОБ УТИЛИЗАЦИИ ДЕМОНТИРОВАННЫХ МАГИСТРАЛЬНЫХ ТРУБ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2532677C1 |
| ЛИТЕЙНО-ПРОКАТНЫЙ АГРЕГАТ ДЛЯ ПРОИЗВОДСТВА ЛИСТОВОЙ ХОЛОДНОКАТАНОЙ ПРОДУКЦИИ ИЗ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 2011 |
|
RU2466808C1 |

Изобретение относится к двухпоточному производству катанки и сортовой заготовки. Осуществляют непрерывную разливку сортовой заготовки на машине непрерывного литья заготовок с двухклетьевым правильно-тянущим блоком, состоящим из последовательно установленных первой вертикальной и второй горизонтальной прокатных клетей. Отлитую сортовую заготовку в двухфазном состоянии подвергают последовательно мягкому горизонтальному и вертикальному обжатию в двухклетьевом правильно-тянущем блоке, на выходе из которого сформированную сортовую заготовку квадратного сечения при ее поточном производстве направляют на отводящий рольганг с ножницами мерного реза и холодильником, а при поточном производстве катанки формируют демпфирующую дугу заготовки. После прокатки готовую катанку перед смоткой в бунт подвергают сорбитизации путем ускоренного охлаждения. В результате расширяются технологические возможности. 2 н. и 5 з.п. ф-лы, 7 ил., 1 пр.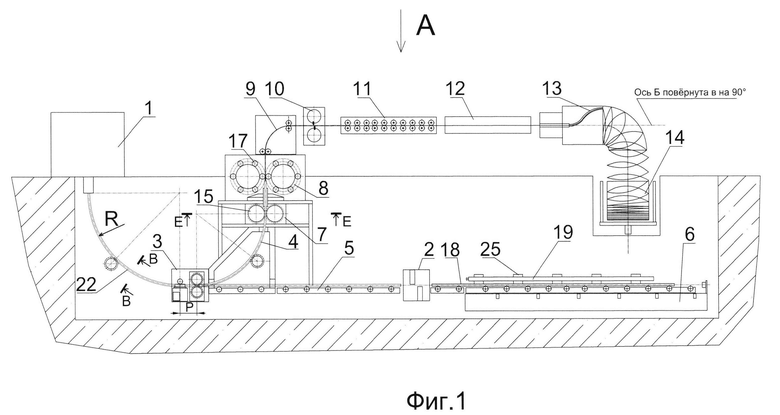
1. Способ двухпоточного производства катанки и сортовой заготовки из легированных марок сталей, характеризующийся тем, что осуществляют непрерывную разливку сортовой заготовки на машине непрерывного литья заготовок (МНЛЗ) с двухклетьевым правильно-тянущим блоком, состоящим из последовательно установленных первой вертикальной и второй горизонтальной прокатных клетей, подвергают упомянутую отлитую сортовую заготовку в двухфазном состоянии, с величиной остаточной жидкой фазы (0,45-0,65)S, где S - площадь сечения непрерывно-литой сортовой заготовки, последовательно мягкому горизонтальному и вертикальному обжатию в двухклетьевом правильно-тянущем блоке МНЛЗ с суммарной вытяжкой λ1=1,16-1,29, на выходе из которого сформированную сортовую заготовку квадратного сечения при ее сортовом поточном производстве направляют в горизонтальной плоскости на отводящий рольганг с ножницами мерного реза и холодильником, а при поточном производстве катанки в вертикальной плоскости формируют демпфирующую дугу заготовки с радиусом Rд=(15-20)b3, где b3 - сторона квадратного сечения сортовой заготовки на выходе из правильно-тянущего блока МНЛЗ, которую затем при температуре ее поверхности 1150-1200°С прокатывают в двухфазном состоянии с величиной остаточной жидкой фазы в сечении заготовки (0,12-0,23)Sз, где Sз - площадь сечения обжатой в правильно-тянущем блоке МНЛЗ квадратной сортовой заготовки, в четырехвалковой задающей прокатной клети планетарного стана в подкат с трефовым сечением профиля, с вытяжкой λ2=1,25-1,36, причем вершины трефового профиля подката располагают в плоскостях вращения сепараторов универсальной планетарной прокатной клети планетарного стана, причем упомянутый подкат с трефовым сечением профиля при температуре 1100-1150°С прокатывают в универсальной прокатной планетарной клети на правильный восьмиугольный профиль сечения с суммарной вытяжкой λ3=32-45, при этом скорость задачи подката в универсальную планетарную прокатную клеть варьируют в интервале V=2,3-3,5 м/мин в зависимости от скорости разливки сортовой заготовки, а частоту вращения сепараторов задают n=240-350 об/мин, на выходе из универсальной планетарной прокатной клети из подката формируют подстуживающую петлю в охлаждающей камере, в которой подкат водовоздушной смесью из форсунок охлаждают до температуры tпр=870-920°C в зависимости от марки прокатываемой стали, осуществляют контролируемую прокатку на катанку в непрерывной группе прокатных клетей сортового стана и смотку готовой катанки в бунт с последующим самоотпуском в бунте, причем готовую катанку перед смоткой в бунт подвергают сорбитизации путем ускоренного охлаждения со скоростью 120-450°С/с с температуры окончания прокатки до температуры самоотпуска tотп=360-520°С в проходной трубчатой камере встречным высокотурбулентным потоком охладителя.
2. Способ по п. 1, отличающийся тем, что используют радиусный кристаллизатор с сечением в форме равнобедренной трапеции, большее основание В которой лежит на грани сечения с минимальным продольным радиусом Rмин, а меньшее основание b трапеции - на грани сечения с максимальным продольным радиусом Rмакс, с выполнением соотношения b/В≤Rмин/Rмакс, высотой трапеции Н=кb, где к-величина вертикального мягкого обжатия непрерывно-литой заготовки в правильно-тянущем блоке МНЛЗ, к=1,12-1,25, при этом задают радиус кривизны в углах трапеции r=(1,2-1,5)rтр, где rтр - радиус кривизны вершины трефового профиля подката в задающей прокатной клети планетарного стана.
3. Способ по п. 1 или 2, отличающийся тем, что при дробной планетарной прокатке выдерживают междеформационную паузу 0,04-0,028 с.
4. Способ по одному из пп. 1-3, отличающийся тем, что сортовую заготовку квадратного сечения при поточном ее производстве правильно-тянущим блоком направляют на отводящий рольганг, на котором обеспечивают ее полное затвердевание, затем ее режут на заданную мерную длину ножницами и охлаждают со скоростью 60-120°С/мин на холодильнике.
5. Способ по одному из пп. 1-4, отличающийся тем, что переднюю часть отливаемой сортовой заготовки формируют конусной, для чего головную часть гибкой затравки, устанавливаемой в радиусный кристаллизатор, оснащают композитной разрушаемой соединительной вставкой с конусной глуходонной полостью, которую разрушают горизонтальным обжатием в первой вертикальной прокатной клети правильно-тянущего блока, и отделяют гибкую затравку от головной части сортовой заготовки в межклетьевом промежутке натяжением со стороны второй горизонтальной прокатной клети правильно-тянущего блока, далее затравку выдают на отводящий рольганг и затем снимают ее с отводящего рольганга с помощью механизма уборки и хранения затравки.
6. Литейно-прокатный агрегат для двухпоточного производства катанки и сортовой заготовки из легированных марок сталей, содержащий машину непрерывного литья сортовой заготовки (МНЛЗ) с радиусным кристаллизатором, имеющим сечение в форме равнобедренной трапеции, гибкой затравкой и двухклетьевым правильно-тянущим блоком, планетарный стан с задающей и универсальной планетарной прокатными клетями, сортовой прокатный стан с непрерывной группой прокатных клетей, участок смотки катанки в бунт и отводящий рольганг с ножницами мерного реза и холодильником, при этом планетарный стан выполнен с вертикальной прокатной осью, задающая прокатная клеть выполнена с четырьмя прокатными валками с возможностью прокатки сортовой заготовки в трефовый профиль, имеющий соотношение Dвп/Dоп=0,52-0,65, где Dвп и Dоп соответственно диаметры вписанной и описанной окружностей трефового профиля, и радиус кривизны вершин rтр=(1,1-1,3)rпр, где rпр - радиус описанной окружности правильного восьмиугольного профиля подката в универсальной планетарной клети, рабочие валки которой смонтированы в приводных сепараторах, опираются на приводной опорный валок и выполнены с кольцевыми ручьями, правильно-тянущий блок МНЛЗ состоит из последовательно установленных первой вертикальной и второй горизонтальной прокатных клетей с консольными валками, выполненными с возможностью мягкого обжатия сортовой заготовки в двухфазном состоянии с формированием в вертикальной плоскости демпфирующей дуги заготовки на выходе из горизонтальной прокатной клети, причем кольцевой ручей рабочих валков планетарной прокатной клети имеет ось симметрии, а его рабочая поверхность образована последовательностью сопряженных конических поверхностей, при этом углы наклона образующих конических поверхностей по отношению к продольной оси вращения рабочего валка равны α1=21,0-22,5°, α2=67,5°, α3=8,0-12,5°, протяженность конических поверхностей, начиная от оси симметрии, составляет соответственно b1=0,71rпр, b2=0,29rпр, b3=1,28rпр, мм, а ширина кольцевого ручья  , при этом планетарный и сортовой прокатные станы установлены на уровне +2,5-3,0 метра над линией отводящего рольганга с ножницами мерного реза и холодильником.
, при этом планетарный и сортовой прокатные станы установлены на уровне +2,5-3,0 метра над линией отводящего рольганга с ножницами мерного реза и холодильником.
7. Литейно-прокатный агрегат по п. 6, отличающийся тем, что головная часть гибкой затравки оснащена разрушаемой в двухклетьевом правильно-тянущем блоке МНЛЗ композитной соединительной вставкой, которая выполнена с внутренней конусной глуходонной полостью.
| ЛИТЕЙНО-ПРОКАТНЫЙ АГРЕГАТ | 2000 |
|
RU2173227C1 |
| RU 96117682 A, 10.03.1998 | |||
| ЛИТЕЙНО-ПРОКАТНЫЙ АГРЕГАТ | 2007 |
|
RU2356663C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОКАТА КРУГЛОГО ПРОФИЛЯ | 2004 |
|
RU2281819C2 |
| Устройство для измерения погрешности перемещения рабочих органов станков | 1977 |
|
SU724920A1 |

