Настоящее изобретение касается способа изготовления пакетов из фольги, при котором подаются две ленты фольги для формирования боковых стенок пакета, подается фольга для формирования дна пакета и поданная фольга соединяется, а также касается устройства для осуществления этого способа.
Пакеты из фольги используются для помещения в них заполняющих материалов, например напитков. Такие пакеты содержат, например, две боковые стенки из фольги, которые герметично соединяются друг с другом вдоль двух противоположных кромок. Фольга для дна, которая в расправленном состоянии образует основание пакета и создает между боковыми стенками пространство для заполняющего материала, герметично присоединяется между соответствующими кромками третьего края пакета. После операции заполнения кромки четвертого края пакета герметично соединяются друг с другом.
Для изготовления таких пакетов фольга для боковых сторон пакета и фольга для дна разматывается в виде единых заготовок с соответствующих подающих барабанов автоматизированных линий обработки, помещается одна на другую с правильной последовательностью слоев и затем, как описано выше, герметично соединяется. Полученный в результате этого ряд пакетов из фольги нарезается по сварным швам на отдельные пакеты из фольги.
Для получения устойчивого пакета необходимо обеспечить, чтобы боковые стороны пакета были соединены также в области его дна. С этой целью в фольге для дна должны быть предусмотрены соответствующие вырезы, чтобы гарантировать, что боковые кромки боковых сторон пакета будут соединены также и в области дна.
Из-за сбоя может легко случиться, что вырезы будут дефектными, смещенными или вообще не будут выполнены. Так как фольга для дна находится между двумя боковыми слоями фольги и, таким образом, не видна, пока пакет из фольги не заполнен, визуальный контроль того, имеет ли фольга для дна соответствующие вырезы, затруднен и связан с замедлением или прерыванием дальнейших операцией по обработке.
Целью настоящего изобретения является создание способа и устройства для изготовления пакетов из фольги, при помощи которых выполнение соответствующих вырезов контролируется надежным образом.
Эта цель достигается с помощью способа по п.1 и устройства по п.15 формулы изобретения.
Во время операции подачи отверстия пробиваются по меньшей мере в фольге для дна, эти отверстия размещаются в направлении движения фольги для дна с интервалами, соответствующими ширине одного пакета из фольги. Эти отверстия располагаются по существу симметрично относительно осевой линии фольги дна в направлении движения фольги. Фольга для дна складывается по упомянутой осевой линии. Операция пробивания отверстий и операция складывания могут также взаимно меняться местами. Во время операции подачи после операции пробивки отверстий выполняется операция контроля для определения, были ли пробиты отверстия. Боковые ленты фольги и сложенная фольга для дна помещаются друг на друга и соединяются вдоль будущих боковых кромок пакета из фольги так, что в том месте, где фольга для дна помещена между боковыми сторонами, боковые кромки непосредственно соединяются только через пробитые отверстия. Наконец, последовательность соединенных слоев фольги разрезается так, что область, соединяющая боковые кромки, разделяется соответственно между двумя пакетами из фольги.
Следовательно, в способе согласно изобретению еще перед введением фольги для дна проверяется, были ли вообще пробиты отверстия и сделаны ли они в заданных местах и с заданным интервалом.
Оптический контроль может использоваться, например, для подачи акустического или оптического аварийного сигнала рабочему персоналу или для остановки устройства, производящего пакеты из фольги. Так как пробитые отверстия обнаруживаются еще до введения фольги для дна между боковыми лентами фольги, дефектные пакеты, которые требовалось бы отбраковывать позднее, не производятся. Таким образом, способ согласно изобретению увеличивает надежность и устраняет потери времени, вызываемые сбоями.
В способе согласно изобретению операция пробивки отверстий может быть выполнена до операции складывания фольги для дна. Например, наличие пробитых отверстий может быть проверено по отдельности для всех пробитых отверстий, которые расположены рядом друг с другом в направлении, перпендикулярном направлению движения фольги для дна. Однако также возможно, чтобы операция складывания выполнялась до операции пробивки отверстий. Таким образом операция пробивки и операция контроля отверстий могут быть выполнены эффективно и с минимальным количеством средств пробивки отверстий и контроля.
Фольга может соединяться вдоль будущих кромок с помощью связующего. Однако спаянные или сваренные кромки очень просты и надежны.
Контроль за тем, были ли пробиты отверстия, может быть выполнен, например, с помощью соответствующих контактных датчиков. Однако предпочтительно использовать оптический контроль. Оптический контроль обеспечивает высоконадежную операцию бесконтактного контроля.
Другая предпочтительная форма осуществления изобретения предусматривает использование датчиков приближения, которые могут использоваться для фольги, содержащей металл, и менее восприимчивы к загрязнениям и влаге.
Пробитые отверстия располагаются симметрично относительно осевой линии фольги для дна, по которой она сложена. В направлении, перпендикулярном направлению движения фольги для дна, может быть пробито единственное отверстие, которое пробивается в то время, когда фольга для дна сложена. Однако надежность технологического процесса изготовления и устойчивость пакета из фольги увеличивается, когда предусматриваются два соответствующих пробитых отверстия в направлении, перпендикулярном направлению движения фольги для дна. Эти отверстия перекрываются при операции складывания.
В соответствии со способом согласно предпочтительной форме осуществления изобретения контроль выполняется прежде, чем слои фольги соединяются, чтобы определить, была ли вообще подана фольга для дна. Таким образом, сбой механизма подачи фольги для дна может быть легко обнаружен и может быть предотвращено соединение боковых слоев фольги без фольги для дна, помещенной между ними. Кроме того, таким способом также могут быть выявлены порванная фольга или конец фольги. Контроль фольги может быть использован, чтобы определить, запрашивается ли фольга для дна.
Наконец, датчик может использоваться для также обнаружения момента, когда сбой, типа обрыва фольги, происходит между датчиком и установкой для обработки фольги, которая находится далее по ходу прохождения фольги. Такой сбой обнаруживается, когда состояние сигнала датчика не изменяется.
Такой контроль также удобно выполнять оптическим способом, который делает возможным бесконтактное обнаружение, или с помощью датчика приближения. В соответствии со способом согласно простой форме осуществления изобретения контроль отверстий для обнаружения, имеются ли пробитые отверстия, и контроль фольги для определения, была ли подана фольга для дна, выполняется с помощью объединенного измерительного прибора.
Способ согласно изобретению может быть осуществлен наиболее эффективно, когда каждая из двух подаваемых боковых лент фольги имеет ширину, соответствующую протяженности множества пакетов из фольги, и подается соответствующее число заготовок фольги для дна. Таким образом можно производить множество пакетов из фольги рядом друг с другом и отдельные узлы, например средства соединения или режущие средства для нарезки фольги на отдельные участки, необходимы только в одном экземпляре.
Устройство для осуществления способа согласно изобретению содержит средства пробивки отверстий в фольге для дна, которые располагаются симметрично относительно осевой линии фольги для дна, а также первое средство контроля для обнаружения пробитых отверстий. В предпочтительном случае может быть предусмотрено второе средство контроля для обнаружения, имеется ли фольга для дна.
Первое средство контроля может содержать оптическое средство контроля или датчик приближения. Второе средство контроля может являться оптическим средством контроля или может содержать датчик приближения. Первое и второе средства контроля могут быть выполнены в виде объединенного пункта контроля.
Предпочтительная форма осуществления изобретения содержит фоторелейный барьер в качестве пункта контроля. Сигнал фотореле может быть легко считан и использоваться для непосредственного формирования аварийного сигнала или для выключения устройства.
Другая предпочтительная форма осуществления изобретения содержит в качестве пункта контроля датчик приближения. Такой датчик приближения менее восприимчив к загрязнению и воздействию влажности и, в частности, может использоваться для фольги, содержащей металл.
Форма осуществления устройства согласно изобретению ниже будет описана со ссылкой на приложенные чертежи, также будет описан способ согласно изобретению.
На фиг. 1 представлена схема устройства для изготовления пакетов из фольги.
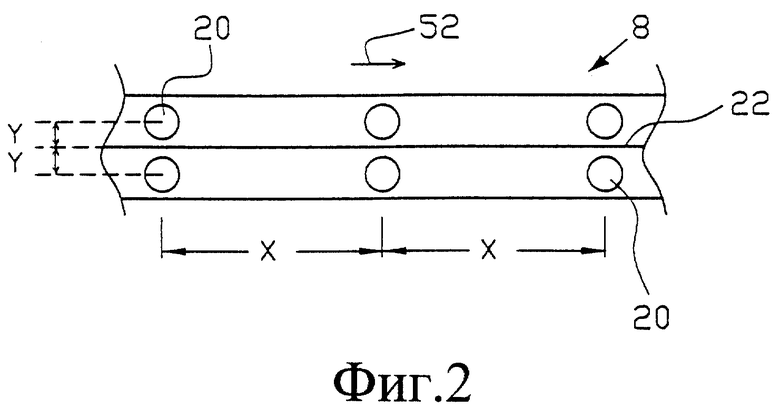
На фиг. 2 показана фольга для дна до операции сварки.
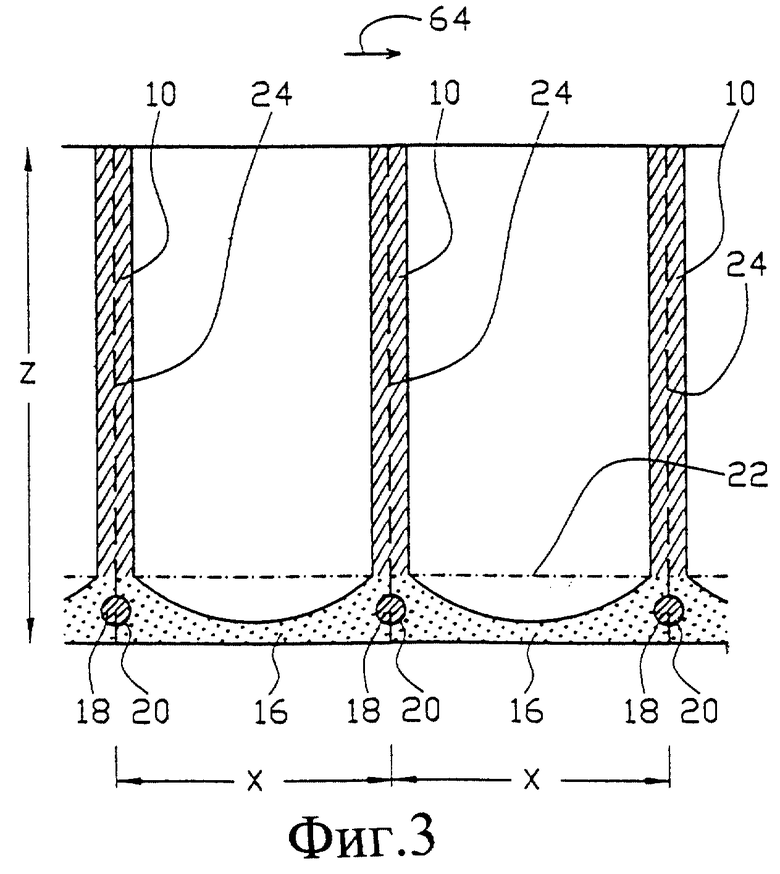
На фиг. 3 показаны сваренные боковые стороны и фольга для дна перед операцией разрезания.
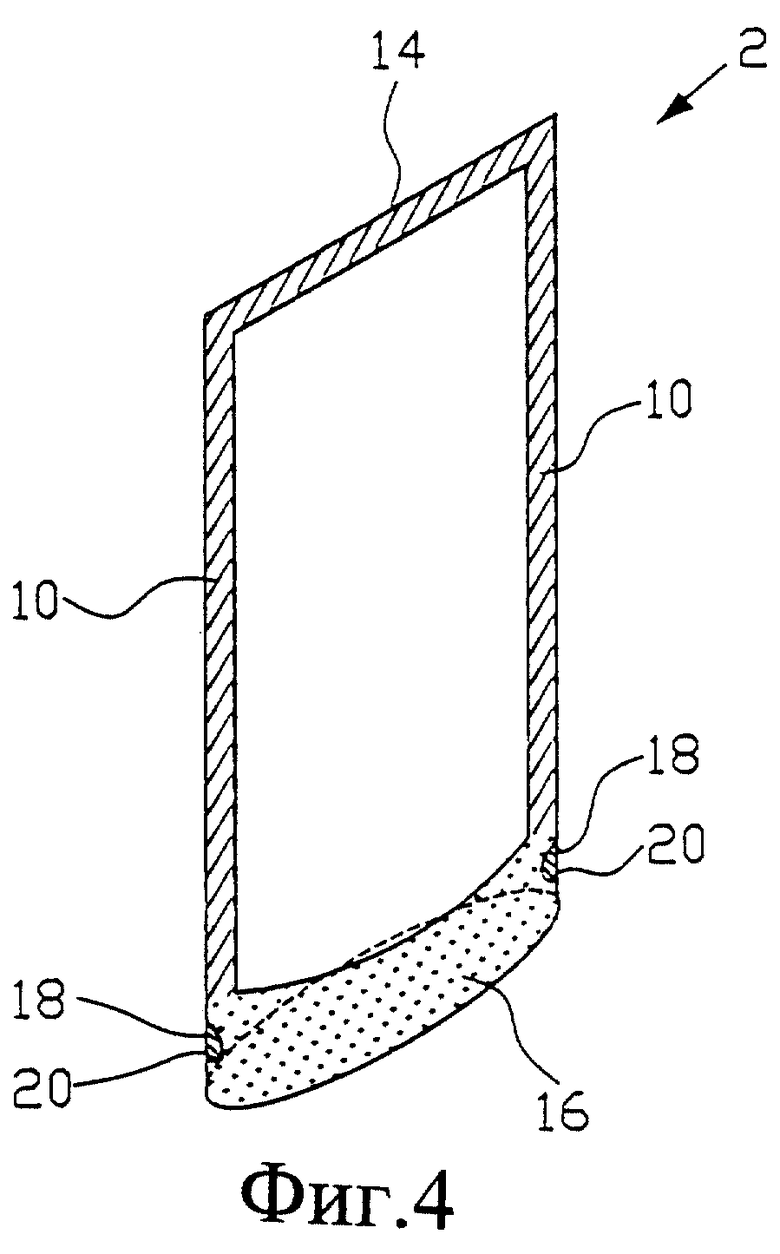
На фиг. 4 представлен вид готового пакета из фольги в перспективе.
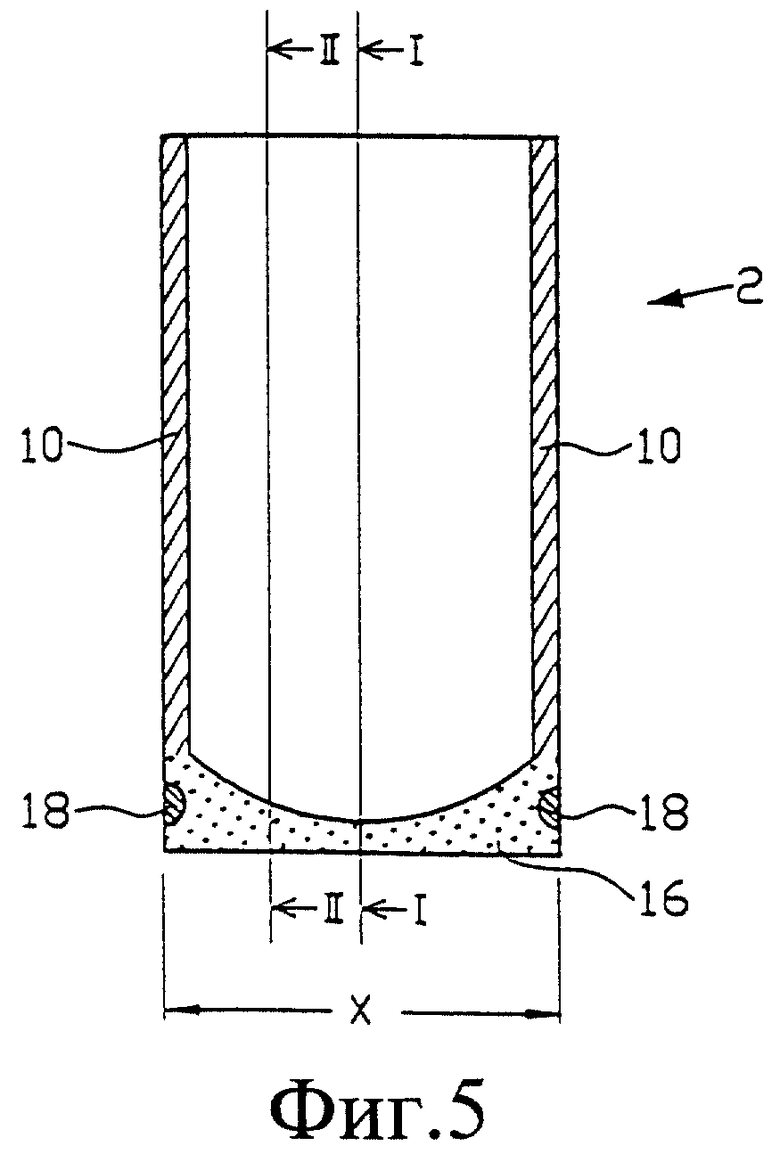
На фиг. 5 показан вид сбоку готового пакета из фольги.
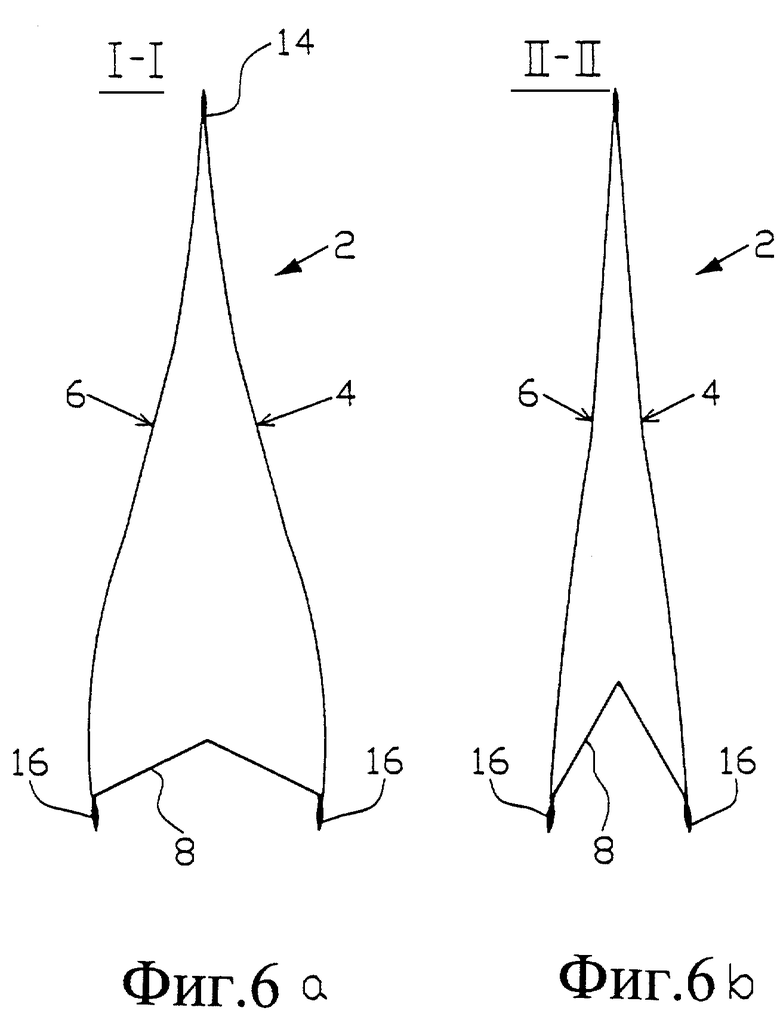
На фиг. 6a и 6b показаны сечения пакета фиг. 5 по линиям I-I и II-II соответственно.
На фиг. 4 показан готовый пакет из фольги. Цифра 10 обозначает сварные швы, которые соединяют боковые слои фольги вдоль боковых кромок (заштрихованная часть). Цифра 16 обозначает область, в которой фольга для дна присоединяется к боковым сторонам (обозначено крестиками). В области дна в фольге дна имеются перфорированные части 20 для сварного соединения боковых сторон непосредственно друг с другом, то есть также в области дна. В результате получают непосредственные сварные или паяные соединения 18 боковая фольга/боковая фольга в области дна. После того как пакет заполнен, верхний край закрывается еще одним сварным швом 14. На фиг. 5 показан вид сбоку пакета из фольги 2, который незаполнен и открыт. Ширина пакета обозначена как x. Материалом фольги может являться, например, ламинированная (многослойная) алюминиевая фольга. Когда в настоящем описании упоминаются сварные швы или сварные или паяные соединения, имеются в виду непосредственно сваренные или спаянные, или же соединенные склеиванием или термосклеиванием части соответствующих листов фольги.
На фиг. 6a и 6b показан тот же самый пакет из фольги после того, как он был заполнен и закрыт. Сечения приблизительно соответствуют линиям I и II, которые показаны на фиг. 5 для незаполненного пакета из фольги. Приблизительно в центре пакета, который соответствует сечению фиг. 6a, фольга 8 дна в значительной степени развернута и между боковыми слоями фольги 6 и 4 имеется пространство для заполняющего материала. Ближе к боковой кромке пакета фольга 8 дна сложена в большей степени и пространство между боковыми слоями фольги 6 и 4 уменьшается с уменьшением расстояния до боковой кромки пакета. Непосредственно на боковой кромке боковые слои фольги 4 и 6 соединены сварным швом 10 и сварным или паяным соединением 18 боковая фольга/боковая фольга, как показано на фиг. 4 и 5. Устойчивость и надежное вертикальное положение пакета из фольги обеспечиваются сварным или паяным соединением 18 боковая фольга/боковая фольга.
На фиг. 1 схематично показано устройство, выполненное согласно изобретению. Боковые ленты фольги 4 и 6 сматываются с подающих барабанов, которые не представляют особого интереса в рамках настоящего изобретения, и подаются при помощи отклоняющих роликов 46 и подающих валков 40 на средство 36 сварки, которое включает сварочную головку 42, способную перемещаться вверх и вниз. Направление подачи обозначено цифрой 50. Фольга 8 для дна сматывается с подающего барабана 48 и перемещается подающими валками 40 в направлении 52 подачи. Цифра 30 обозначает средство пробивки отверстий, а 32 - оптическое средство контроля, например фоторелейные барьеры, которые по своему положению, перпендикулярному направлению 52 подачи, соответствуют средству 30 пробивки отверстий. Цифра 34 обозначает средство складывания, которое служит для складывания фольги дна вдоль направления 52 перемещения, конкретный способ его работы здесь не имеет значения. В другой форме осуществления изобретения средство 34 складывания может быть установлено до средства 30 пробивки отверстий, чтобы средство пробивки отверстий пробивало уже сложенную фольгу для дна. Цифра 38 обозначает средства разрезания, включающие нож 44, который проходит по всей ширине фольги. Цифра 62 обозначает сигнальные линии, которые связывают подающий барабан 48 фольги для дна, средство 30 пробивки отверстий и фоторелейный барьер 32 с блоком 60 управления. Цифра 64 обозначает устройство транспортировки сложенной фольги.
На фиг. 2 показана подаваемая фольга 8 для дна после прохождения через средство 30 пробивки отверстий. С интервалом x, который соответствует ширине незаполненного пакета из фольги, расположены пробитые отверстия 20, расстояние от которых до осевой линии 22 в каждом случае равно у. В зависимости от размеров готового пакета 2 из фольги размеры y и x составляют несколько миллиметров и сантиметров соответственно.
На фиг. 3 показано несколько пакетов из фольги после прохождения через средство 36 сварки и до прохождения через средство 38 разрезания согласно расположению этих средств, показанному на фиг. 1. Высота пакета из фольги в направлении, перпендикулярном направлению 50 подачи, обозначена через z. Цифрой 24 обозначены линии, по которым ряд пакетов из фольги должен быть разрезан ножом 44 средств 38 разрезания. Цифра 22 обозначает осевую линию фольги 8 для дна (см. фиг. 2), которая после операции пайки или сварки представляет собой сложенную кромку.
Способ согласно изобретению реализуется в описываемой форме осуществления изобретения следующим образом. Подающие средства 40, которые могут быть сконструированы, например, как вращающиеся валки, транспортируют боковые ленты фольги 4, 6 и фольгу 8 для дна. Фольга 8 для дна сматывается с подающего барабана 48 (см. фиг. 1). Ниже по направлению движения фольги при помощи средства 30 пробивки отверстий в фольге для дна пробиваются отверстия 20, которые располагаются симметрично относительно оси. Затем фольга для дна проходит через фоторелейные барьеры 32, которые располагаются в соответствии с положением пробитых отверстий. Всякий раз, когда пробитое отверстие 20 проходит через фоторелейный барьер 32, формируется соответствующий электрический сигнал, который подается через сигнальную линию 62 в блок 60 управления.
Кроме того, блок 60 управления получает сигнал с информацией о скорости подающего барабана 48 и частоте пробивки отверстий в средстве 30 пробивки отверстий. На основании скорости фольги для дна и частоты пробивки отверстий система 60 управления вычисляет, когда пробитые отверстия 20 должны достигнуть фоторелейного барьера 32, и сравнивает упомянутое вычисленное значение с сигналом от фоторелейных барьеров 32.
В случаях, когда фольга для дна отсутствует и, следовательно, фоторелейные барьеры 32 постоянно формируют сигнал, а также в случаях, когда пробитые отверстия 20 отсутствуют и, следовательно, фоторелейные барьеры 32 не формируют никаких сигналов, не будет никакой тождественности между расчетным сигналом и сигналом контроля от фоторелейного барьера 32 и блок управления 60 формирует аварийный сигнал, который может использоваться, например, для остановки всего устройства. Аналогично фоторелейные барьеры 32 не будут передавать никаких сигналов в случае сбоя, например при обрыве фольги, который произошел после средства пробивки отверстий и складывания по направлению движения фольги. В таком случае фольга больше не будет запрашиваться и состояние сигнала не будет изменяться.
В форме осуществления изобретения, показанной на чертежах, во время нормальной работы перфорированная фольга 8 для дна складывается в средстве 34 складывания по линии 22 и вводится между боковыми лентами фольги 4 и 6. Средство 36 сварки известным способом соединяет боковые слои фольги вдоль сварных швов 10, как показано на фиг. 3. Боковые слои фольги 4, 6 не соединяются непосредственно друг с другом в области 16 дна, за исключением областей 18, в которых в фольге 8 для дна расположены пробитые отверстия. Боковые слои фольги 4, 6 и фольга 8 для дна, которые собраны вместе и соединены, транспортируются дальше в направлении 64 и затем разрезаются по линиям 24. Разрезаемые кромки 24 располагаются так, что делят сварные швы 10 между двумя смежными пакетами из фольги и проходят через пробитые отверстия 20 в фольге 8 дна. Таким образом, с помощью пробитых отверстий 20 боковые слои фольги свариваются непосредственно друг с другом также и в области дна пакета 2 из фольги.
Способ согласно изобретению гарантирует, что пробитые отверстия 20 действительно имеются в фольге для дна. Таким образом, можно обойтись без дальнейшей операции контроля за тем, соединены ли боковые стороны 4, 6 друг с другом также и в области дна. Такая требующая значительного времени операция проверки удлинила бы нежелательным образом процесс изготовления пакетов из фольги. Кроме того, в описанной форме осуществления изобретения гарантируется, что фольга 8 для дна действительно введена между боковыми лентами фольги 4, 6 и нет обрыва фольги, что еще более повышает надежность.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО И СПОСОБ ПОДАЧИ ФОЛЬГИ | 1999 |
|
RU2167798C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ И УПАКОВКИ ПАКЕТОВ ИЗ ФОЛЬГИ | 1999 |
|
RU2167767C2 |
| УСТРОЙСТВО И СПОСОБ СВАРКИ ФОЛЬГИ | 1999 |
|
RU2172248C2 |
| УСТРОЙСТВО И СПОСОБ ИЗГОТОВЛЕНИЯ ПАКЕТОВ ИЗ ФОЛЬГИ | 1999 |
|
RU2167765C2 |
| УСТРОЙСТВО ДЛЯ НАПОЛНЕНИЯ ПАКЕТОВ ПИЩЕВЫМИ ПРОДУКТАМИ (ВАРИАНТЫ) И СПОСОБ НАПОЛНЕНИЯ ПАКЕТОВ (ВАРИАНТЫ) | 2006 |
|
RU2328419C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПЕРЕНОСА ПЛЕНОЧНЫХ ПАКЕТОВ | 2002 |
|
RU2251521C2 |
| УСТРОЙСТВО И СПОСОБ ДЛЯ КРЕПЛЕНИЯ СОЛОМИНОК ДЛЯ ПИТЬЯ | 2002 |
|
RU2230011C2 |
| СПОСОБ НАПОЛНЕНИЯ ЖИДКОСТЬЮ ПАКЕТОВ ИЗ ФОЛЬГИ, СНАБЖЕННЫХ ШТУЦЕРОМ, И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2342292C2 |
| УСТРОЙСТВО ДЛЯ РАЗДЕЛЕНИЯ ПОТОКА ОБЪЕКТОВ И СПОСОБ ЕГО ИСПОЛЬЗОВАНИЯ | 2007 |
|
RU2390488C2 |
| КОНТЕЙНЕР ДЛЯ ПИЩЕВЫХ ПРОДУКТОВ И СПОСОБ ПЕРЕВОЗКИ ПИЩЕВЫХ ПРОДУКТОВ | 2006 |
|
RU2351518C2 |
В способе и устройстве для изготовления пакетов из фольги подают две ленты фольги для формирования боковых стенок пакета и фольгу для дна пакета, которая должна иметь пробитые в ней отверстия, расположенные в направлении подачи с интервалом, соответствующим ширине пакета из фольги. Во время подачи фольги контролируют, пробиты ли отверстия, затем боковые ленты фольги и фольгу для дна помещают друг на друга и соединяют друг с другом, после чего последовательность слоев фольги разрезают для формирования отдельных пакетов из фольги. Данные признаки позволяют создать способ и устройство для изготовления пакетов из фольги, при помощи которых выполнение соответствующих вырезов контролируется надежным образом. 2 c. и 24 з.п. ф-лы, 6 ил.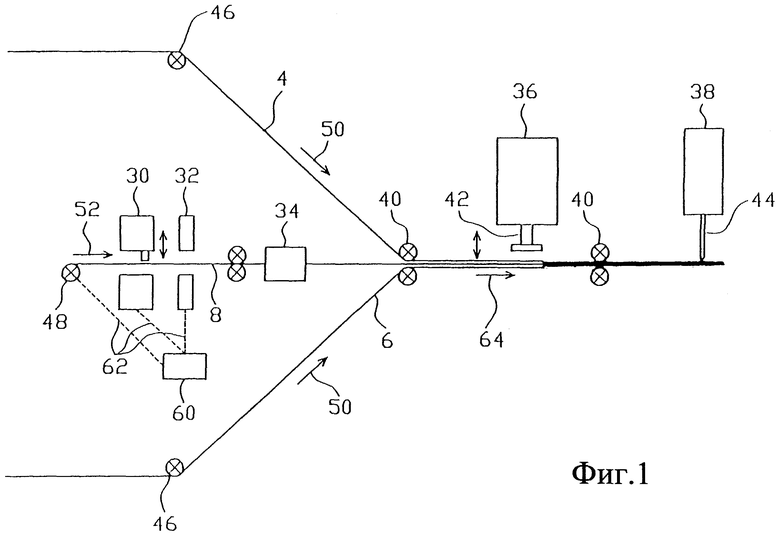
| Способ шампанизации вина и устройство для его осуществления | 1978 |
|
SU1194871A1 |
| DE 3214716 Al, 27.10.1983 | |||
| JP 5338603 A, 21.12.1993 | |||
| СПОСОБ ПОЛУЧЕНИЯ ГЕРМЕТИЧНОГО ДВУХСЛОЙНОГОПАКЕТА | 0 |
|
SU235966A1 |

