Изобретение относится к способу переноса пленочных пакетов, подаваемых подающим средством в виде множества параллельных рядов на транспортирующее средство, которое транспортирует их дальше в виде непрерывного ряда, и к устройству для осуществления этого способа.
В настоящее время операции с пленочными пакетами, используемыми в качестве упаковок, выполняются автоматически, например их автоматически наполняют, закрывают и производят дальнейшие действия. Такие пленочные пакеты состоят, например, из двух боковых пленок, сваренных друг с другом по трем кромкам, а с четвертой кромкой сварена нижняя пленка, так что когда указанную нижнюю пленку разворачивают, в пакете образуется пространство для наполняемого продукта.
В автоматизированной поточной линии часто выполняют операцию с несколькими пленочными пакетами одновременно. Например, несколько пленочных пакетов одновременно открывают в устройстве для наполнения, транспортируют с помощью транспортирующего устройства, одновременно наполняют, транспортируют дальше и затем одновременно закрывают.
Однако в некоторые пункты поточной линии пленочные пакеты должны подаваться по отдельности. Типичным примером является пункт, где пленочные пакеты с напитком снабжают соломинками для питья.
При этом возникает проблема, связанная с тем, что пленочные пакеты должны перемещаться одним транспортирующим средством, подающим множество пакетов параллельно, к другому транспортирующему средству, с которого пленочные пакеты разгружаются в виде одного ряда для выполнения дальнейших операций с ними. Поэтому работа происходит с прерыванием, поскольку количество подаваемых пакетов, соответствующее числу параллельно подаваемых рядов, всегда должно переноситься одновременно, и транспортирующее средство останавливается. Кроме того, из-за используемых в настоящее время в таких поточных линиях скоростей во время переноса возникают большие силы ускорения и торможения, которые могут привести к повреждению изделий, особенно если речь идет о пленочных пакетах.
Поэтому целью настоящего изобретения является создание способа и устройства для переноса пленочных пакетов от подающего средства, которое подает пленочные пакеты одновременно в виде параллельных рядов, на транспортирующее средство, которое разгружает пленочные пакеты в один непрерывный ряд, причем способ и устройство должны обеспечивать возможность непрерывной работы и уменьшение сил ускорения и торможения, действующих на пленочные пакеты.
Указанная цель достигается в способе согласно п.1 формулы изобретения и устройстве согласно в п.6 формулы. Предпочтительные частные формы выполнения изобретения указаны в зависимых пунктах формулы.
В способе согласно изобретению соответствующее количество пленочных пакетов, которые подают одновременно в пункт переноса, забирают за один раз с помощью средства переноса, которое сообщает пакетам предварительное ускорение в направлении перемещения транспортирующего средства и разгружает на транспортирующее средство, и затем пакеты увозят транспортирующим средством по существу в направлении, перпендикулярном направлению подачи. Предлагаемый способ делает возможной непрерывную работу. В то время как несколько пленочных пакетов передается средством переноса на транспортирующее средство и транспортируется им, подающее средство подает в пункт переноса очередное количество пленочных пакетов. Транспортирующее средство продолжает двигаться, увозя уже перенесенные пакеты для дальнейших операций с ними, а средство переноса забирает несколько следующих пленочных пакетов от подающего средства и переносит их на транспортирующее средство. При соответствующем выборе относительной скорости между подающим средством и транспортирующим средством можно обеспечить непрерывность работы. В результате предварительного ускорения, сообщенного забранным пленочным пакетам в направлении транспортировки, силы ускорения при разгрузке на транспортирующее средство уменьшаются. Таким образом, предупреждается повреждение пакетов при их разгрузке на транспортирующее средство. Кроме того, благодаря малым силам ускорения во время разгрузки повышается точность позиционирования пакетов на транспортирующем средстве.
Способ согласно настоящему изобретению особенно эффективен, когда скорости транспортирующего средства и средства переноса согласованы так, что транспортирующее средство увозит несколько пленочных пакетов, перенесенных одновременно, за тот же период, в течение которого средство переноса забирает такое же количество следующих пленочных пакетов, транспортирует их и сообщает им предварительное ускорение для разгрузки на транспортирующее средство. Таким образом обеспечивается оптимальное использование возможностей транспортирующего средства, поскольку отдельные пленочные пакеты будут разгружаться с одинаковыми интервалами. Эта особенность облегчает выполнение дальнейших операций в пунктах автоматизированной поточной линии.
Целесообразно, чтобы в способе согласно изобретению относительная скорость транспортирующего средства и пленочных пакетов в момент их разгрузки на транспортирующее средство была равна нулю или почти равна нулю. Таким образом, во время разгрузки полностью исключаются силы ускорения, действующие на пленочные пакеты, в результате чего дополнительно уменьшается опасность повреждения пакетов и повышается точность их позиционирования.
Пленочные пакеты увозят транспортирующим средством в слегка наклонном положении. Наклонное положение облегчает операцию разгрузки, поскольку пакеты держатся на разгрузочном устройстве благодаря их наклонному положению.
Пленочные пакеты могут быть непосредственно поставлены средством переноса на транспортирующее средство. Однако проще, если пленочные пакеты поднимают с подающего средства, транспортируют через транспортирующее средство и освобождают в указанном месте. При этом снижаются требования к точности разгрузки.
Устройство для осуществления предлагаемого способа содержит подающее средство, которое подает пленочные пакеты параллельными рядами, транспортирующее средство, которое увозит пленочные пакеты в виде непрерывного ряда в направлении, по существу перпендикулярном к направлению подачи, и средство переноса, которое забирает с подающего средства количество пленочных пакетов, соответствующее количеству подаваемых рядов, сообщает пакетам предварительное ускорение в направлении перемещения транспортирующего средства и разгружает их на транспортирующее средство.
Средство переноса может выполнять индивидуальные перемещения, например, как робот, управляемый микропроцессором. Однако особенно простой является конструкция средства переноса, которая содержит несущий элемент, параллельную ему поперечную балку с несущими средствами для пленочных пакетов и по меньшей мере одно рычажное плечо, соединяющее поперечную балку и несущий элемент, причем соединения выполнены так, что угол между рычажным плечом и несущим элементом или поперечной балкой может изменяться. В этом случае можно легко создавать предварительное ускорение забранных пленочных пакетов путем изменения угла.
Такая конструкция работает особенно стабильно, если имеются по меньшей мере два рычажных плеча и при этом несущий элемент, указанные рычажные плечи и поперечная балка образуют параллелограмм с изменяемым углом.
Указанный угол можно изменять различным путем. Проще всего поворачивать рычажное плечо с помощью двигателя. Двигателем можно управлять так, чтобы при разгрузке пленочных пакетов относительная скорость поперечной балки и транспортирующего средства была равна нулю или почти равна нулю. В этом случае силы ускорения во время операции разгрузки на пленочные пакеты не действуют, что уменьшает опасность их повреждения. Целесообразно, чтобы перемещение поперечной балки в зоне транспортирующего средства происходило на такой высоте, что поперечная балка находится немного выше пленочного пакета, расположенного на транспортирующем средстве. Тем самым не будет создаваться ситуация, когда перемещение поперечной балки мешает транспортировке пакетов. Кроме того, в этом случае при освобождении пакетов легко обеспечить их попадание на транспортирующее средство, что облегчает их разгрузку.
Для этого во время операции переноса поперечная балка может подниматься. С этой целью предусмотрена соединительная направляющая, которая обеспечивает подъем при изменении угла между по меньшей мере одним рычажным плечом и несущим элементом. Такая соединительная направляющая может иметь любую простую и недорогую механическую конструкцию. Подъем может также осуществляться пневматическими средствами или двигателем.
Несущие средства могут включать зажимы на поперечной балке, выполненные с возможностью захвата пленочных пакетов за их верхний конец. Подающее средство может представлять собой бесконечную ленту, на которой множество пленочных пакетов перемещается параллельно.
На бесконечной ленте могут быть расположены приемные коробки, в которых подаются пленочные пакеты. Подающее средство может состоять из проходящих параллельно цепей, на которых установлены приемные коробки, в которых подаются пленочные пакеты.
Средство разгрузки может содержать, например, транспортерную ленту. Целесообразно, чтобы на транспортерной ленте имелись держатели, в которых транспортируются пленочные пакеты. Такие держатели обеспечивают безопасную транспортировку. Безопасную транспортировку можно осуществить особенно просто, если держатели выполнены так, что пленочные пакеты транспортируются в слегка наклонном положении.
Пакеты можно транспортировать вплотную друг к другу. Однако предпочтительно, чтобы держатели имели боковые направляющие для пленочных пакетов, которые простым путем обеспечивают правильное положение пакетов на транспортерной ленте.
Ниже более подробно описаны вариант выполнения устройства и способ согласно изобретению со ссылками на сопровождающие чертежи, где
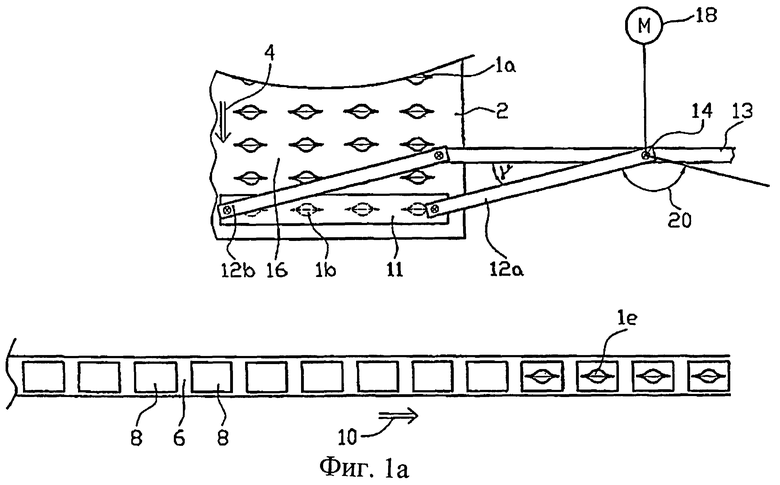
на фиг.1 схематично показан вид сверху на пункт переноса, когда забирают пленочные пакеты,
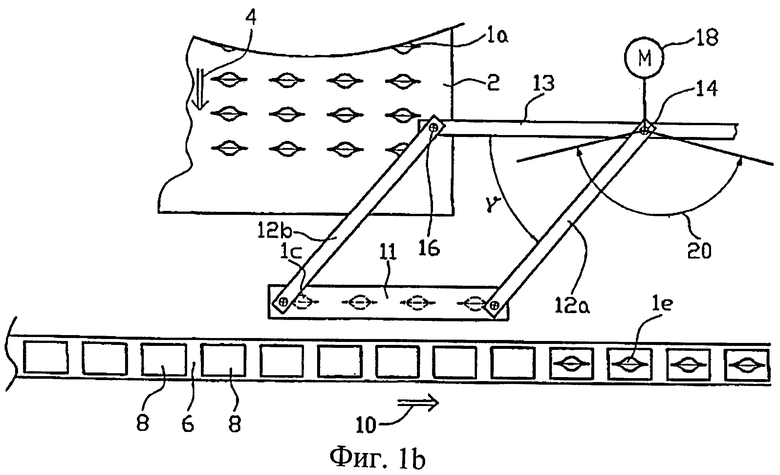
на фиг.1b схематично показан вид сверху на пункт переноса в промежуточном положении,
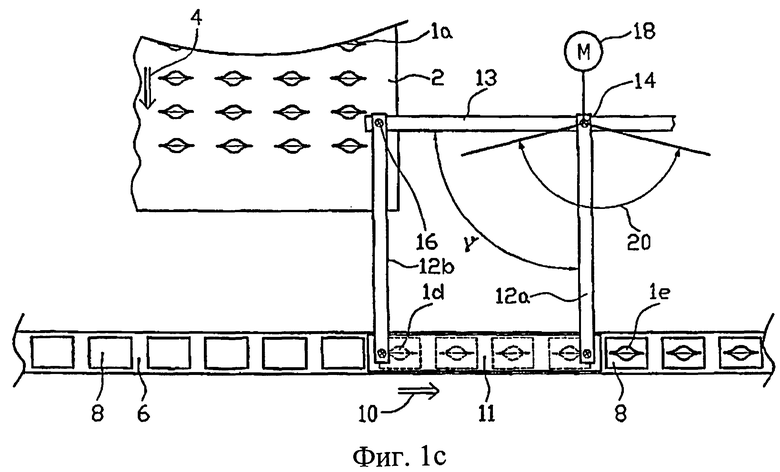
на фиг.1с схематично показан вид сверху на пункт переноса, когда пленочные пакеты разгружают,
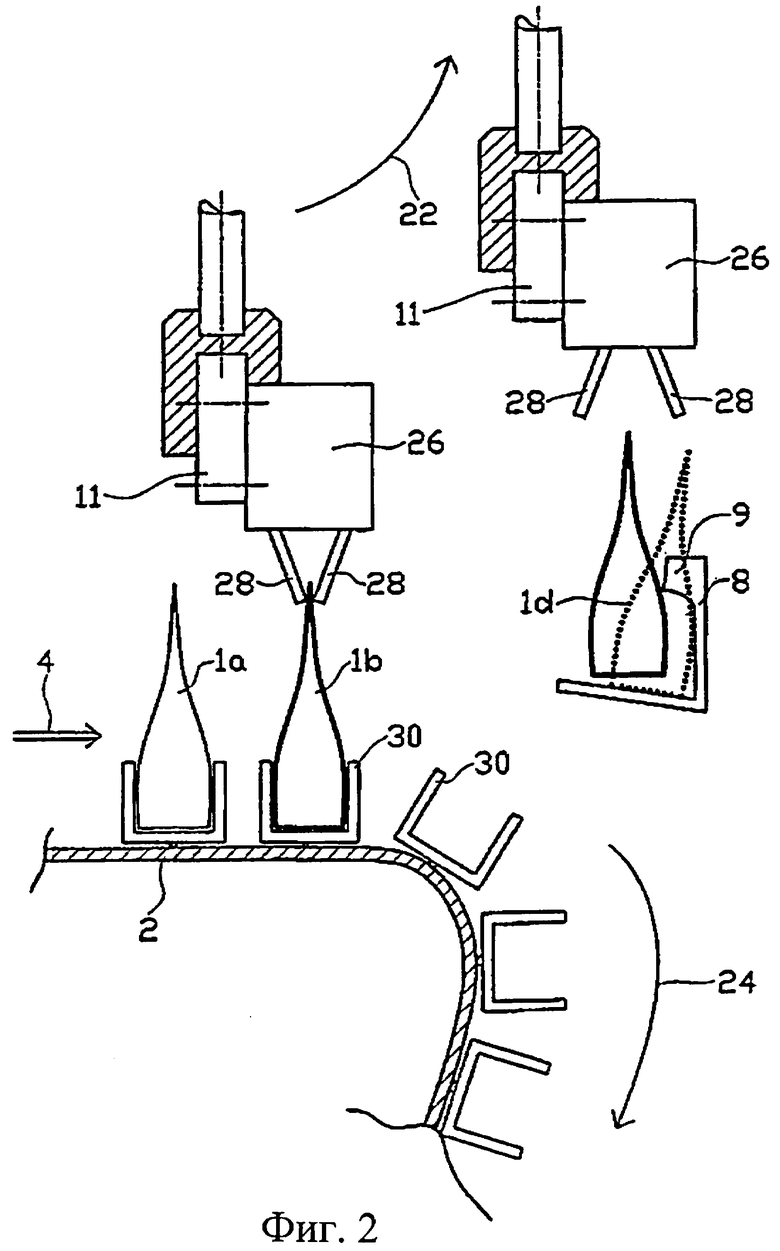
на фиг.2 схематично показан вид сбоку, иллюстрирующий всю операцию переноса.
На фиг.1-1с показана зона переноса. Эта зона переноса находится, например, в системе наполнения напитками. Наполненные напитком и закрытые пленочные пакеты 2 разгружают с помощью средства переноса на транспортирующее средство, которое транспортирует пакеты с напитком, например, в пункт, где вкладываются соломинки для питья.
Наполненные напитком и закрытые пленочные пакеты 1 подаются подающим средством 2 в направлении 4 подачи.
К несущему элементу 13 в точках 14 и 16 поворота шарнирно прикреплены рычажные плечи 12а, 12b. Для поворота в направлении стрелки 20 предусмотрен двигатель 18. Поперечная балка 11 имеет на нижней стороне зажимы, которые на фиг.1а-с не показаны. Пленочные пакеты 1b, которые забраны поперечной балкой 11, показаны на фиг.1 штриховой линией. Поперечная балка 11, два рычажных плеча 12а,12b и несущий элемент 13 образуют параллелограмм с изменяемым углом γ.
Транспортирующее средство 6 движется в направлении стрелки 10. На транспортирующем средстве 6 установлены держатели 8. Позицией 1е обозначены пленочные пакеты с напитком, которые уже транспортируются.
На фиг.1b показан тот же пункт переноса в более поздний момент, когда угол γ между рычажными плечами и несущим элементом увеличился. Позицией 1с обозначены пленочные пакеты, которые переносятся в подвешенном состоянии поперечной балкой 11.
На фиг.1с показан пункт переноса во время разгрузки пленочных пакетов 1d с поперечной балки 11 на транспортирующее средство 6.
Фиг.2 схематично изображает пункт переноса на виде сбоку. На поперечной балке 11 имеется зажимной механизм 26 с зажимами 28. Стрелка 24 показывает направление возврата опорожненных приемных коробок 30, в которых подавались пленочные пакеты 1.
Стрелкой 22 показано движение поперечной балки 11 вверх, которое, как будет описано ниже, начинается при повороте рычажных плеч 12а, 12b.
На верхней правой половине фиг.2 показано положение пункта переноса в более позднее время, когда после подъема 22 зажимы 28 раскрываются над держателями 8 на ленте 6 транспортирующего средства. Позицией 9 обозначены боковые направляющие держателей 8. На этой части фиг.2 видно, что нижняя поверхность держателей 8 выполнена наклонной и они имеют только одну заднюю стенку. Сплошной линией изображен пленочный пакет в положении сразу после раскрытия зажимов 28, а пунктирной линией изображен пакет в более поздний момент, когда он опирается на заднюю стенку держателя.
Нижепредлагаемый способ поясняется описанием работы предлагаемого устройства на примере средства переноса в машине для наполнения пленочных пакетов напитком.
Пленочные пакеты с напитком подаются с помощью подающего средства 2 параллельными рядами. Количество параллельных рядов может быть любым. Пленочные пакеты 1 с напитком перемещаются в приемных коробках 30, закрепленных на подающем средстве 2.
Как показано на левой половине фиг.2 и на в фиг.1а, в зоне переноса зажимы 28 захватывают пакеты 1b с напитком. Как только зажимы 28 смыкаются, двигатель 18 начинает перемещать рычажное плечо 12а в направлении 20. Устройство принимает положение, показанное на фиг.1b.
В то время как пакеты 1с с напитком снимаются с подающего средства 2 с помощью поперечной балки 11 и зажимов 28, подающее средство 2 непрерывно движется, доставляя в зону переноса очередное количество пакетов с напитком. Когда пленочные пакеты 1с с напитком увозятся, начинается подъем поперечной балки 11. Для этого предусмотрена, например, соединительная направляющая, которая не показана на чертежах, чтобы не усложнять их. В качестве альтернативы можно использовать привод от двигателя или пневматический привод. Простая конструкция получается при использовании наклонной поверхности, на которую опираются рычажные плечи 12а и 12b при повороте от двигателя 18.
Рычажные плечи 12а и 12b непрерывно поворачиваются в направлении 20 до положения, изображенного на фиг.1с. Скорость поворота выбирают такой, чтобы в момент времени, соответствующий фиг.1с, поперечная балка 11 имела ту же скорость в направлении 10 транспортировки, что и транспортерная лента 6.
В этом положении зажины 28, например, открывают с помощью средств управления и пленочные пакеты 1d падают в расположенные под ними держатели 8. При этом пакеты выравниваются в поперечном направлении боковыми направляющими 9. Как показано на фиг.2, держатели 8 имеют слегка наклонную нижнюю поверхность, так что пакеты устанавливаются в наклонном положении. Поскольку транспортерная лента 6 с держателями 8 движется непрерывно, пакеты 1е после их сброса транспортируются непрерывно. Относительная скорость пленочных пакетов 1d и транспортерной ленты 6 в процессе разгрузки равна нулю или близка к нулю, поэтому силы ускорения, способные повредить пленочные пакеты, отсутствуют.
После освобождения пакетов поворот рычажных плеч 12а и 12b продолжается, как показано стрелкой 20 на фиг.1а-1с. В заключение поворот рычажных плеч 12а и 12b происходит в обратном направлении и поперечная балка возвращается по тому же пути, который показан на фиг.1а-1с и описан выше.
Соединительная направляющая перемещается в обратном направлении. В качестве альтернативы можно использовать привод от двигателя или пневматический привод. Поскольку при подъеме 22 поперечная балка оказывается намного выше транспортерной ленты 6, гарантируется, что зажимы 28 во время возвратного перемещения поперечной балки 11 не заденут поставленные на ленту 6 пленочные пакеты 1е.
Поворот в обратном направлении продолжается до тех пор, пока не будет достигнуто положение, показанное на фиг.1а, и не начнется операция переноса с очередным количеством пленочных пакетов. Когда поперечная балка 11 поворачивается дальше или поворачивается в обратном направлении после операции разгрузки, изображенной на фиг.1с, и когда очередное количество пакетов 1b забирается зажимами 28 на поперечную балку и переносится на транспортерную ленту 6, эта лента продолжает непрерывно двигаться. При соответствующем согласовании этих перемещений во времени можно обеспечить продвижение транспортерной ленты 6 вперед в точности на такое расстояние, что сброшенные пакеты 1d окажутся на ней непосредственно за пакетами, разгруженными в предыдущий раз.
Таким образом, описанное устройство и соответствующий способ позволяют использовать две непрерывно движущиеся транспортерные ленты и осуществлять операцию переноса, хотя на одной ленте в пункт переноса подается одновременно несколько пленочных пакетов, а на другую ленту пакеты разгружаются в один непрерывный ряд. Непрерывные подача и разгрузка облегчают включение такого средства переноса в автоматизированную поточную линию. Благодаря предварительному ускорению пленочных пакетов до скорости движения ленты транспортирующего средства наряду с ускорением всего технологического процесса снижается опасность повреждения пленочных пакетов.
Изобретение относится к способу переноса пленочных пакетов и устройству для его осуществления. Способ предусматривает подачу пленочных пакетов в пункт переноса с помощью подающего средства в виде множества параллельных рядов на транспортирующее средство, которое транспортирует их дальше в виде непрерывного ряда в направлении, поперечном направлению подачи. Причем пленочным пакетам, которые переносятся, сообщают предварительное ускорение в направлении перемещения транспортирующего средства. Средство переноса, которым пакеты забирают с подающего средства и разгружают на транспортирующее средство, содержит несущий элемент, параллельную ему поперечную балку с несущими средствами для пленочных пакетов и по меньшей мере одно рычажное плечо, соединяющее поперечную балку и несущий элемент. Причем угол между по меньшей мере одним рычажным плечом и несущим элементом или поперечной балкой изменяется при транспортировке пленочного пакета. При этом поперечная балка перемещается в зоне транспортирующего средства на такой высоте, что она находится немного выше пленочного пакета, расположенного на транспортирующем средстве, а во время операции переноса совершает подъем. Таким образом уменьшаются силы ускорения при разгрузке на транспортирующее средство и тем самым предотвращается повреждение разгружаемых изделий. 2 с. и 16 з.п. ф-лы, 2 ил.
| US 3066787 A, 04.12.1962 | |||
| US 5884749 A, 23.03.1999 | |||
| Устройство для уплотнения бетонных смесей в форме | 1987 |
|
SU1533856A2 |
| ПРИСПОСОБЛЕНИЕ К ГРАВИРОВАЛЬНОМУ СТАНКУ ДЛЯ ТОЧНОЙ УСТАНОВКИ ДЕТАЛЕЙ | 1960 |
|
SU132510A1 |

