Изобретение относится к сварочному устройству для сварки фольги, которое содержит средства подачи фольги и сварочные средства, включающие сварочную головку, а также к способу сварки фольги.
В сварочном устройстве для сварки фольги две или более ленты фольги подаются к средствам сварки и там свариваются друг с другом с помощью сварочной головки, которая опускается на соединенные ленты и передает тепло фольге в нужных местах. Понятие сварки или сварочного устройства в настоящем тексте включает процесс горячего склеивания, при котором связующий материал помещается между лентами фольги, чтобы соединить их с помощью тепла.
Такой процесс сварки используется, например, при изготовлении пакетов из фольги, таких как пакеты для напитков. Две ленты из фольги накладываются одна на другую, чтобы образовать боковые поверхности пакета из фольги. Между ними с краю может быть проложена фольга для дна пакета. Ленты фольги свариваются вместе вдоль двух непосредственно наложенных друг на друга кромок боковых сторон и вдоль третьей кромки, где обычно располагается дно пакета. Четвертая кромка закрывается путем сварки после того, как пакет из фольги заполнен.
Известно сварочное устройство для сварки фольги, в частности, для изготовления пакетов из фольги, содержащее средства транспортирования фольги для подачи свариваемой фольги и средства сварки, имеющие сварочную головку (DE 4331067 A1, 16.03.1995).
Известен также способ сварки фольги, в частности, при изготовлении пакетов из фольги, при котором сварочную головку опускают на фольгу для ее сварки, причем сварочную головку удаляют от фольги во время транспортировки фольги дальше (DE 4331067 A1, 16.03.1995).
В автоматизированном производстве для сварки подаются ленты из фольги, а после процесса сварки они разрываются так, чтобы образовать отдельные изделия. Ленты фольги помещаются одна на другую и проводятся под сварочной головкой, которая опускается, проходя при этом расстояние в несколько сантиметров. После того как головка прижимается к фольге, она снова поднимается и ленты фольги транспортируются дальше на расстояние, соответствующее одному пакету фольги, прежде чем сварочная головка снова опустится на фольгу, которая была передвинута дальше. Для достижения высокой производительности сварочная головка постоянно имеет высокую температуру, чтобы предотвратить затраты времени на процессы нагревания и охлаждения. Поэтому необходимо, чтобы в тех функциональных состояниях, когда не происходит операция сварки, сварочная головка была настолько удалена от фольги, чтобы материал фольги не перегрелся или не прогорел. Такое расстояние, например, требуется в случаях, когда все сварочное устройство останавливают, чтобы устранить неисправность.
Однако в автоматизированном производстве подъем и опускание сварочной головки на расстояние до нескольких сантиметров занимает нежелательно долгий промежуток времени при той производительности, которая возможна в настоящее время.
Задачей группы изобретений является создание сварочного устройства и способа сварки фольги, которые позволяют быстро поднимать и опускать сварочную головку, гарантируя в каждом функциональном положении, что материал фольги не сгорит и не будет поврежден, при обеспечении оптимизации времени, в течение которого сварочная головка остается в сварочном и промежуточном положениях.
Этот технический результат в сварочном устройстве для сварки фольги, в частности для изготовления пакетов из фольги, содержащем средства транспортирования фольги для подачи свариваемой фольги и средства сварки, имеющие сварочную головку, достигается тем, что сварочная головка может допускать по меньшей мере три следующих функциональных положения:
а) сварочное положение для выполнения операции сварки фольги;
б) промежуточное положение, при котором сварочная головка находится на первом заранее заданном расстоянии от сварочного положения, и
в) нерабочее положение, при котором сварочная головка находится от сварочного положения на втором заранее заданном расстоянии, которое больше, чем первое расстояние,
при этом сварочное устройство дополнительно содержит последовательно соединенные первое пневматическое устройство, с помощью которого сварочная головка может перемещаться между сварочным положением и промежуточным положением, и второе пневматическое устройство, с помощью которого сварочная головка и первое пневматическое устройство могут перемещаться между промежуточным положением и нерабочим положением.
Первое функциональное положение - это сварочное положение для выполнения операции сварки фольги. В этом функциональном состоянии сварочная головка располагается непосредственно на свариваемой фольге, тем самым нагревая, или сваривая, или осуществляя горячее склеивание фольги в тех местах, на которых располагается нагретая поверхность сварочной головки. Второе функциональное состояние является промежуточным положением, при котором сварочная головка находится на первом заранее заданном расстоянии от сварочного положения. Сварочная головка находится в этом промежуточном положении, пока фольга продвигается дальше на одно свариваемое изделие. Третье функциональное положение является положением покоя или нерабочим положением, при котором сварочная головка удалена от сварочного положения на второе заранее заданное расстояние, которое больше, чем первое расстояние. Сварочная головка находится в этом нерабочем положении, чтобы предотвратить перегрев или прогорание, когда сварочное устройство не транспортирует фольгу с достаточной скоростью.
Следовательно, сварочное устройство согласно изобретению обеспечивает быструю операцию подъема и опускания сварочной головки, перемещающейся между сварочным и промежуточным положениями, так что такое движение сварочной головки не приведет к потере времени при нормальной работе, даже, если все сварочное устройство работает с высокой скоростью. В случае неисправности или при низкой скорости системы в целом сварочная головка находится в нерабочем положении, которому соответствует большее расстояние от фольги, так что материал фольги не будет поврежден горячей сварочной головкой.
Расстояние от сварочного положения до нерабочего положения может быть выбрано так, чтобы повреждение материала фольги теплом сварочной головки, например вследствие прогорания, было значительно уменьшено. Однако в наиболее предпочтительном случае расстояние между нерабочим и сварочным положениями выбирается так, чтобы материал фольги никак не мог быть поврежден теплом сварочной головки. Тем самым гарантируется, что независимо от длительности перерыва или замедления работы сварочного устройства материал фольги не может быть поврежден.
Особенно предпочтительно вариант осуществления изобретения содержит тепловой экран, который в нерабочем положении помещается между горячей сварочной головкой и материалом фольги. При использовании особо чувствительных к температуре материалов фольги такой дополнительный экран гарантирует, что материал фольги не будет поврежден теплом сварочной головки. Такой тепловой экран может, например, содержать поворотную экранирующую пластину.
Предпочтительные значения расстояния от сварочного до нерабочего положения находятся в пределах нескольких сантиметров. Это расстояние в значительной степени зависит от используемого материала фольги, температуры сварки и геометрии используемого сварочного инструмента. Между сварочным и промежуточным положениями предпочтительно выбрать расстояние в нескольких миллиметров. Такое малое расстояние гарантирует высокую скорость работы благодаря короткому пути подъема.
Сварочная головка перемещается между промежуточным положением и сварочным положением с помощью первого пневматического устройства. По причине малого расстояния, которое нужно преодолеть, пневматическое устройство требует только очень небольшого количества сжатого воздуха. Второе пневматическое устройство используется для перемещения сварочной головки вместе с первым пневматическим устройством в нерабочее положение.
Движение сварочной головки и соединенного с ней привода может, например, инициироваться механически. Надежная работа обеспечивается с помощью блока управления, с помощью которого средства транспортирования приводится в действие для транспортирования фольги дальше, пока сварочная головка находится в промежуточном положении.
Указанный выше технический результат в способе сварки фольги, в частности при изготовлении пакетов из фольги, при котором сварочную головку опускают на фольгу для ее сварки, причем сварочную головку удаляют от фольги во время транспортировки фольги дальше, достигается тем, что сварочную головку во время транспортировки фольги дальше удаляют от фольги на первое расстояние и сварочную головку удаляют от фольги на второе, большее расстояние, когда операцию сварки фольги прерывают, при этом перемещают сварочную головку между сварочным положением и промежуточным положением с помощью первого пневматического устройства и перемещают сварочную головку и первое пневматическое устройство между промежуточным положением и нерабочим положением с помощью второго пневматического устройства.
Изобретения подробно описаны на примере предпочтительного варианта осуществления и поясняются чертежами, где на фиг. 1 схематически представлен общий вид устройства для сварки фольги согласно изобретению; на фиг. 2 - местный вид фиг. 1, показывающий средства сварки в нерабочем положении; на фиг. 3 - местный вид фиг. 1, показывающий средства сварки в промежуточном положении; на фиг. 4 - местный вид фиг. 1, показывающий средства сварки в сварочном положении; на фиг. 5 показан сваренный незакрытый пакет из фольги.
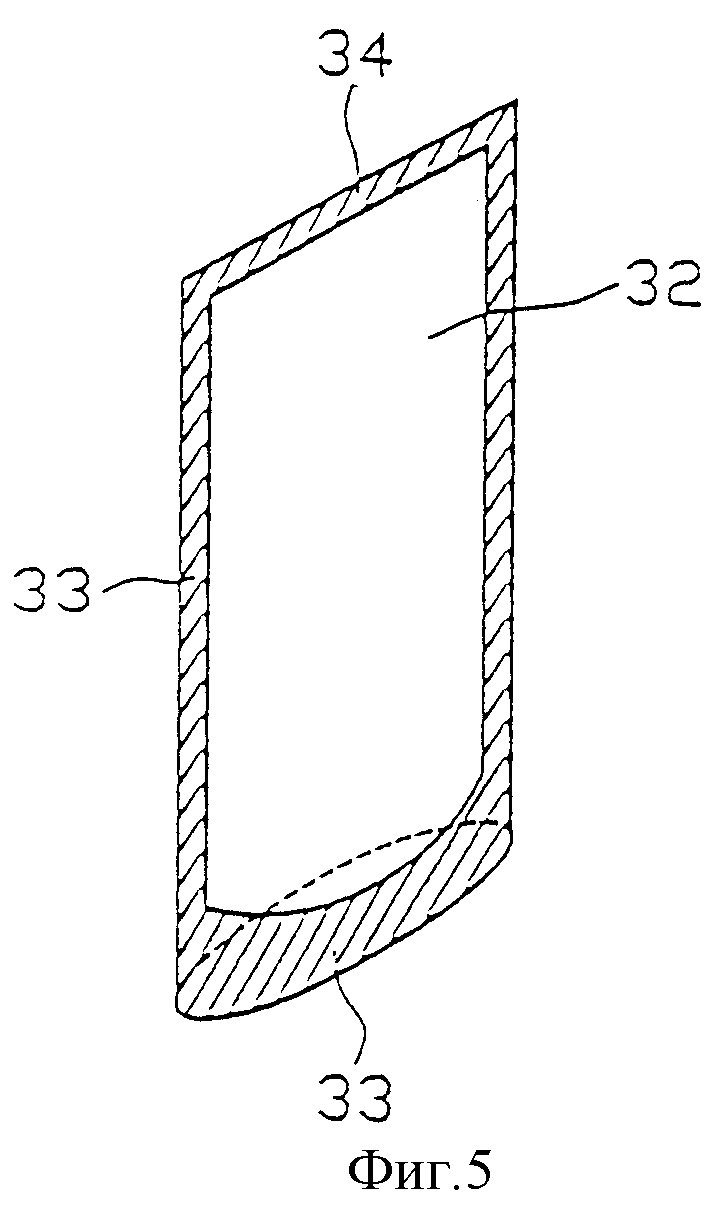
Вариант осуществления изобретения, который будет здесь рассматриваться, относится к сварочному устройству для производства пакетов из фольги, например для напитков. Такой пакет из фольги для напитков показан на фиг. 5. Пакет 32 из фольги содержит две боковые стенки из фольги и дно из фольги, формируемое как основание пакета, на которое его можно поставить. Подходящим материалом является, например, ламинированная (многослойная) алюминиевая фольга. Фольга для боковых стенок и фольга для дна пакета сваривается вместе вдоль швов 33. В других случаях может быть выполнена операция горячего склеивания. Верхний шов 34 формируется в следующем пункте обработки, после того как пакет из фольги будет заполнен.
На фиг. 1 схематически представлен вид сбоку сварочного устройства, выполненного согласно изобретению и используемого для изготовления пакетов из фольги. Позиции 6 и 8 обозначают соответственно подающие барабаны для подачи фольги. Позиции 10 и 12 обозначают соответствующие натяжные устройства, которые обеспечивают достаточное натяжение фольги 2, 4. Позиции 14 и 16 обозначают отклоняющие ролики, в то время как позиция 18 обозначает средства протяжки сваренной фольги 30. Такие средства протяжки могут, например, быть образованы приводными валками, которые транспортируют фольгу дальше за счет фрикционного захвата. Позиция 36 обозначает средства сварки, содержащие первое пневматическое устройство 26, действующее на сварочную головку 24, и второе пневматическое устройство 28, действующее на первое пневматическое устройство. Движение сварочной головки 24, которое вызывается пневматическим устройством 26, показано стрелкой 25, в то время как движение первого пневматического устройства 26, которое вызывается пневматическим устройством 28, показано стрелкой 27. Блок 38 управления управляет движением пневматических устройств 26 и 28 и протягивающих валков 18. Движение сваренной фольги 30 показано стрелкой 22.
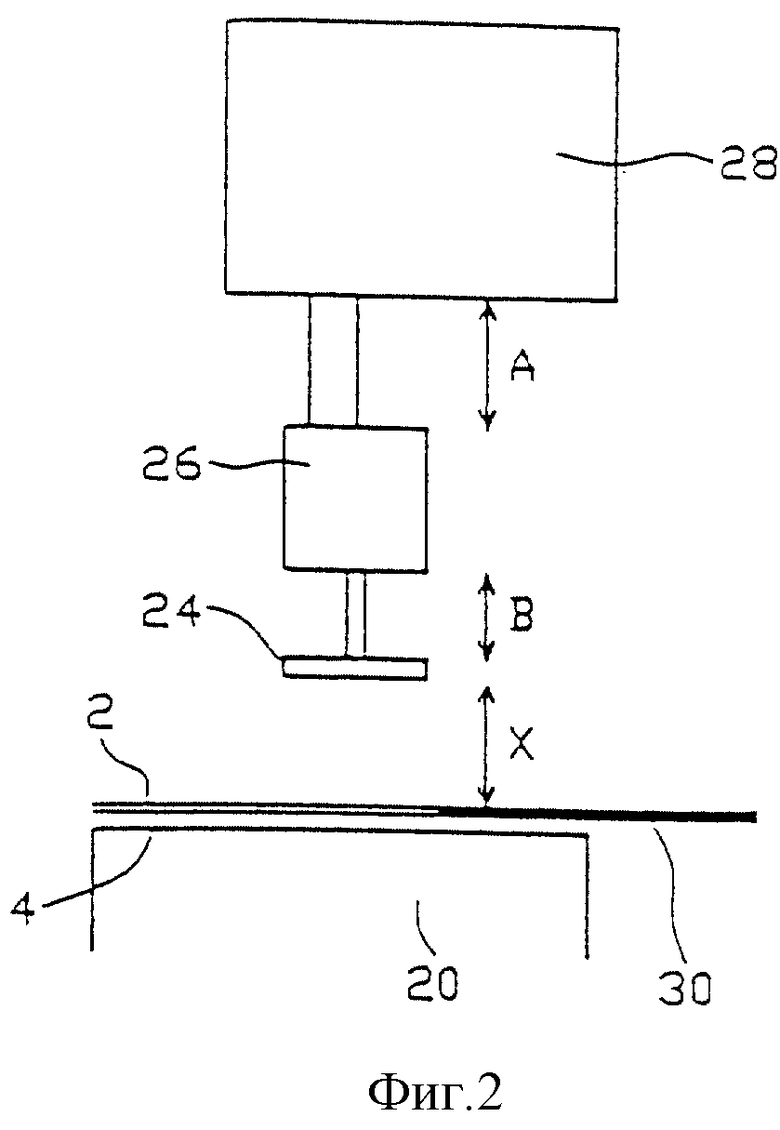
На фиг. 2 представлен детальный вид средства сварки 36 в нерабочем положении. Расстояние от фольги до сварочной головки 24 обозначено как "x", "A" и "B" обозначают расстояние от второго пневматического устройства 28 до первого пневматического устройства 26 и расстояние от первого пневматического устройства 26 до сварочной головки 24 соответственно.
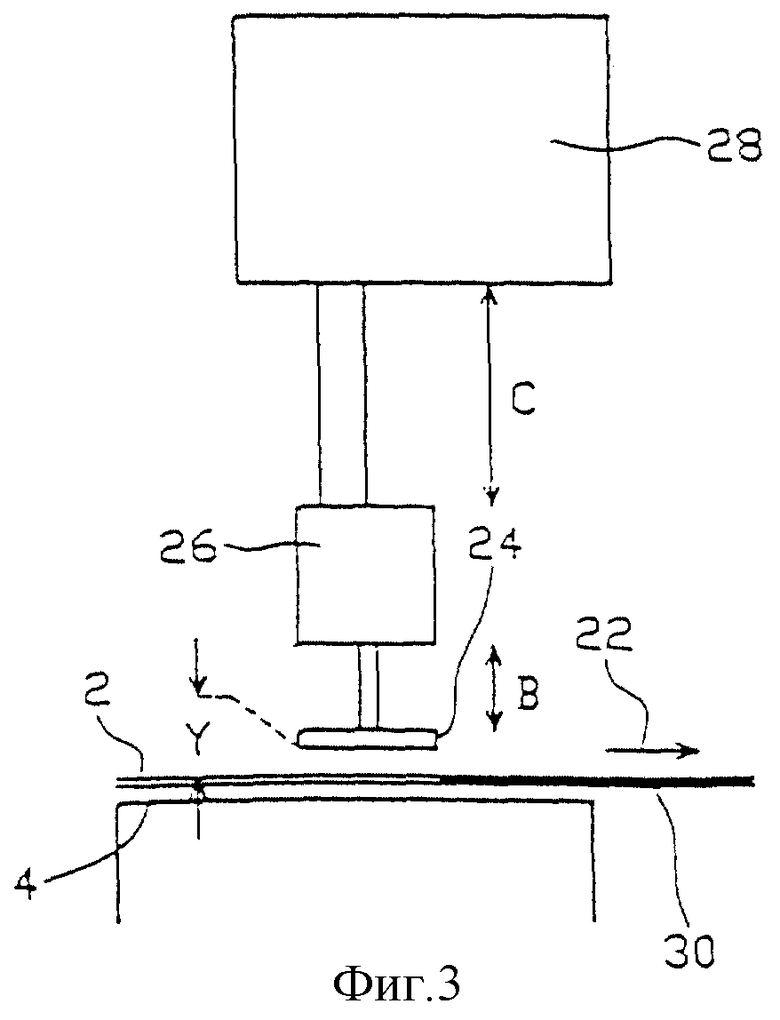
Фиг. 3 показывает те же самые средства сварки в промежуточном положении. Расстояние до сварочной головки 24 обозначено как "y", причем "y" меньше, чем "x". "C" обозначает расстояние от второго пневматического устройства 28 до первого пневматического устройства 26, причем "C" больше, чем "A", на ту же величину, на которую "x" больше, чем "y".
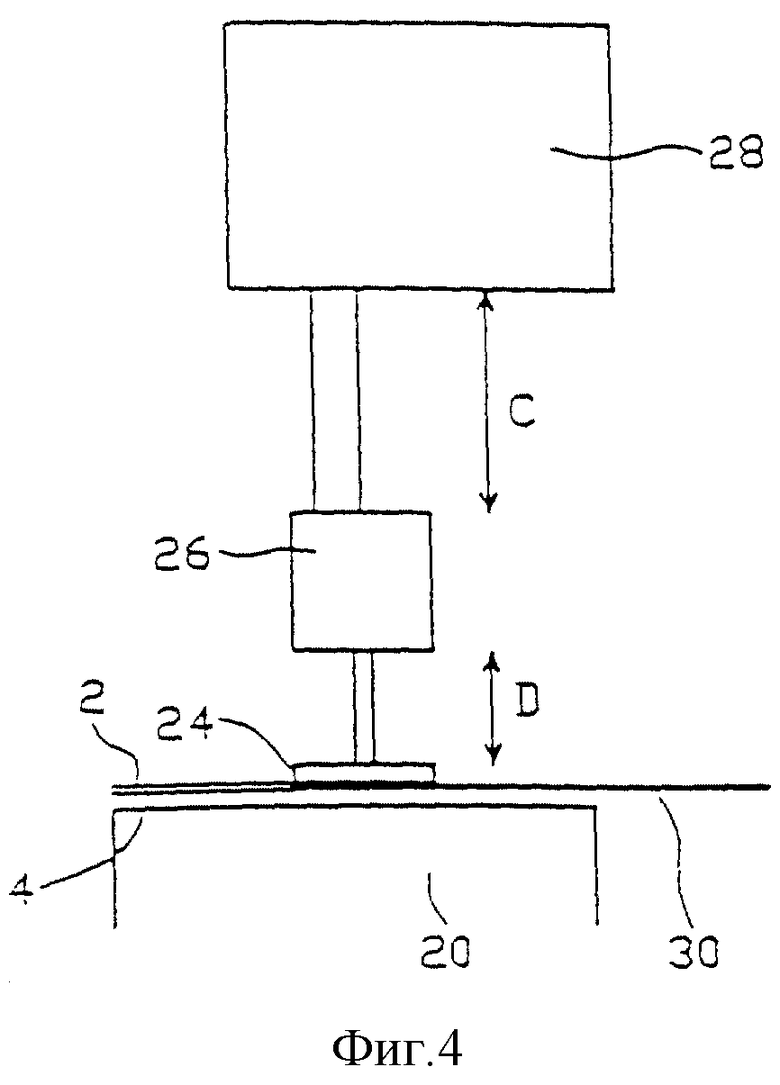
Фиг. 4 показывает те же самые средства сварки в сварочном положении. Сварочная головка 24 находится прямо на фольге. Ленты 2 и 4 фольги и сваренная фольга 30 соответственно находятся на опоре 20. Расстояние от пневматического устройства 26 до сварочной головки 24 равно "D", причем расстояние "D" больше, чем расстояние "B", на которое сварочная головка 24 удалена от первого пневматического устройства 26 в промежуточном или нерабочем положении.
Способ согласно изобретению описан на примере работы рассмотренного выше сварочного устройства. Ленты 2 и 4 фольги поступают с подающих барабанов 6 и 8, требуемое натяжение поддерживается способом, который не имеет отношения к настоящему изобретению, например, с помощью пружинных натяжных устройств 10 и 12. Отклоняющие ролики 14 и 16 объединяют ленты фольги. Свариваемые ленты 2 и 4 фольги перемещаются с остановками с помощью протягивающих валиков 18. Расстояние, покрываемое за один цикл, соответствует ширине пакета 32 из фольги. Во время движения лент 2, 4 фольги и сваренной фольги 30 соответственно в направлении 22 сварочная головка 24 расположена на расстоянии "y" от фольги (фиг. 3). Как только вращение валков 18 останавливается блоком 38 управления, блок 38 управления передает сигнал первому пневматическому устройству 26, после чего расстояние от этого пневматического устройства 26 до сварочной головки 24 увеличивается от "B" до "D" (фиг. 4). Сварочная головка 24 теперь находится в прямом контакте со свариваемыми лентами 2, 4 фольги и прижимает их к опоре 20. Головка выполнена известным способом так, что она имеет достаточно нагретые участки, которые вызывают сваривание фольги вдоль требуемых швов. Эти швы позже образуют боковые края 33, а также края дна пакета в случае пакета из фольги, показанного на фиг. 5.
После того как операция сварки вдоль нужных швов выполнена, а промежуток времени, необходимый для этого, был определен заранее, блок 38 управления передает сигнал первому пневматическому устройству 26 для поднятия сварочной головки 24, так что расстояние от пневматического устройства 26 до сварочной головки 24 снова становится равно "B". Сварочная головка 24 снова находится в промежуточном положении. В то же самое время блок 38 управления передает сигнал протягивающим валкам 18, чтобы продвинуть фольгу дальше на одно изделие, например, на ширину пакета 32 из фольги. Когда это движение закончено, блок 38 управления передает сигнал остановки валкам 18 и сигнал пневматическому устройству 26 снова увеличить расстояние от пневматического устройства 26 до сварочной головки 24 от "B" до "D". При повторении этих процессов получается работа с остановками, которая позволяет получить высокую производительность, так как сварочная головка 24 требует перемещения только на небольшое расстояние, порядка нескольких миллиметров. Кроме того, небольшая высота "y", которую нужно преодолеть, требует только небольшого количества сжатого воздуха для работы пневматического устройства 26.
Может оказаться необходимым по различным причинам прерывать работу всего сварочного устройства. Такое прерывание требуется, например, во время технического обслуживания, при проверке устройства или при устранении неисправности. В течение такого периода не всегда необходимо, чтобы нагревание сварочной головки 24 выключалось. Это было бы невыгодным с точки зрения экономии энергии и времени, так как повторное нагревание сварочной головки требует большого количества энергии и занимает много времени. Однако пока средства транспортирования фольги находится в состоянии покоя, существует риск, что материал фольги может быть перегрет горячей сварочной головкой.
Чтобы избежать возможного повреждения материала фольги, блок 38 управления передает сигнал второму пневматическому устройству 28, когда работа всего сварочного устройства прерывается. Такой сигнал может, например, быть послан непосредственно, когда оператор останавливает транспортировку фольги, или может быть послан автоматически, когда транспортировка фольги останавливается на заранее заданный промежуток времени.
Сигнал, посланный второму пневматическому устройству 28, вызывает уменьшение расстояния от второго пневматического устройства 28 до первого пневматического устройства 26 от "C" до "A" (фиг. 2). Расстояние "x" от фольги 2, 4 и 30 до сварочной головки 24 тем самым соответственно увеличивается, например, на несколько сантиметров. В результате этого повреждение материала фольги теплом сварочной головки 24 исключается.
В случаях когда обрабатывается особо чувствительный к температуре материал фольги, можно дополнительно установить защитную пластину, которая помещается между сварочной головкой и материалом фольги в то же самое время, когда второе пневматическое устройство 28 приводится в действие, чтобы защитить материал фольги от тепла горячей сварочной головки 24. Когда сварочная головка 24 снова опускается из нерабочего положения, защитная пластина убирается.
В настоящем варианте осуществления изобретений ленты 2 и 4 фольги используются для формирования боковых стенок пакета 32 из фольги. Для большей ясности на фиг. 1 и 2 не показано третье подающее устройство для фольги, предназначенное для дна пакета, которая помещается между лентами 2 и 4 фольги и одновременно с ними приваривается сварочным устройством 36.
Устройство согласно данному изобретению может быть использовано не только применительно к пакетам из фольги, которые описаны выше, но и для обработки пакетов из фольги, в которых боковые стенки непосредственно привариваются друг к другу без дополнительной фольги для дна пакета. Третье подающее устройство для фольги в таком случае не нужно.
Выше было описано устройство для непосредственного сваривания лент фольги друг с другом. При выборе соответствующего связующего материала возможно также выполнить горячее склеивание или горячую сварку с помощью средств 36 сварки.
Блок 38 управления может быть выполнен так, что нерабочее положение согласно фиг. 2 может возникать не только в случаях, когда прерывается транспортировка фольги. Предпочтительно, блок 38 управления может быть выполнен так, что при выборе низкой скорости протягивающих валков 18 сварочная головка 24 не допускает промежуточного положения во время транспортирования фольги дальше, но допускает нерабочее положение, показанное на фиг. 2. На этот случай блок управления может быть снабжен устройством ввода, с помощью которого оператор может установить минимальную скорость, при которой допускается промежуточное положение согласно фиг. 3, а не нерабочее положение согласно фиг. 2, пока фольга транспортируется дальше.
Средства 36 сварки в вышеописанном варианте осуществления изобретений устанавливают различные положения сварочной головки с помощью двух последовательно соединенных пневматических устройств.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ И УПАКОВКИ ПАКЕТОВ ИЗ ФОЛЬГИ | 1999 |
|
RU2167767C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПАКЕТОВ ИЗ ФОЛЬГИ | 1999 |
|
RU2167766C2 |
| УСТРОЙСТВО И СПОСОБ ПОДАЧИ ФОЛЬГИ | 1999 |
|
RU2167798C2 |
| УСТРОЙСТВО И СПОСОБ ИЗГОТОВЛЕНИЯ ПАКЕТОВ ИЗ ФОЛЬГИ | 1999 |
|
RU2167765C2 |
| УСТРОЙСТВО ДЛЯ НАПОЛНЕНИЯ ПАКЕТОВ ПИЩЕВЫМИ ПРОДУКТАМИ (ВАРИАНТЫ) И СПОСОБ НАПОЛНЕНИЯ ПАКЕТОВ (ВАРИАНТЫ) | 2006 |
|
RU2328419C2 |
| УПОР И УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОЙ СВАРКИ | 2007 |
|
RU2359828C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПЕРЕНОСА ПЛЕНОЧНЫХ ПАКЕТОВ | 2002 |
|
RU2251521C2 |
| УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОЙ СВАРКИ | 2007 |
|
RU2447977C2 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ФОЛЬГИ, ПРЕДНАЗНАЧЕННОЙ ДЛЯ ИЗГОТОВЛЕНИЯ МЕШКОВ, И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МЕШКОВ ИЗ ФОЛЬГИ | 2003 |
|
RU2264346C2 |
| УСТРОЙСТВО И СПОСОБ ДЛЯ КРЕПЛЕНИЯ СОЛОМИНОК ДЛЯ ПИТЬЯ | 2002 |
|
RU2230011C2 |
Изобретения могут быть использованы для сварки фольги, например, при изготовлении пакетов из фольги. Устройство содержит средства транспортирования фольги для подачи свариваемой фольги и средства сварки, имеющие сварочную головку, которая может допускать по меньшей мере три функциональных положения: сварочное положение для выполнения операции сварки фольги; промежуточное положение, при котором сварочная головка находится на первом заранее заданном расстоянии от сварочного положения, и нерабочее положение, при котором сварочная головка находится от сварочного положения на втором заранее заданном расстоянии, которое больше, чем первое заранее заданное расстояние, при этом сварочное устройство дополнительно содержит последовательно соединенные первое пневматическое устройство, с помощью которого сварочная головка может перемещаться между сварочным положением и промежуточным положением, и второе пневматическое устройство, с помощью которого сварочная головка и первое пневматическое устройство могут перемещаться между промежуточным положением и нерабочим положением. Согласно способу сварочную головку опускают на фольгу для ее сварки, сварочную головку удаляют от фольги во время транспортировки фольги дальше на первое расстояние и сварочную головку удаляют от фольги на второе, большее расстояние, когда операцию сварки фольги прерывают, при этом перемещают сварочную головку между сварочным положением и промежуточным положением с помощью первого пневматического устройства и перемещают сварочную головку и первое пневматическое устройство между промежуточным положением и нерабочим положением с помощью второго пневматического устройства. Изобретения позволяют быстро поднимать и опускать сварочную головку, гарантируя в каждом функциональном положении, что материал фольги не сгорит и не будет поврежден, при обеспечении оптимизации времени, в течение которого сварочная головка остается в сварочном и промежуточных положениях. 2 с. и 8 з.п.ф-лы, 5 ил.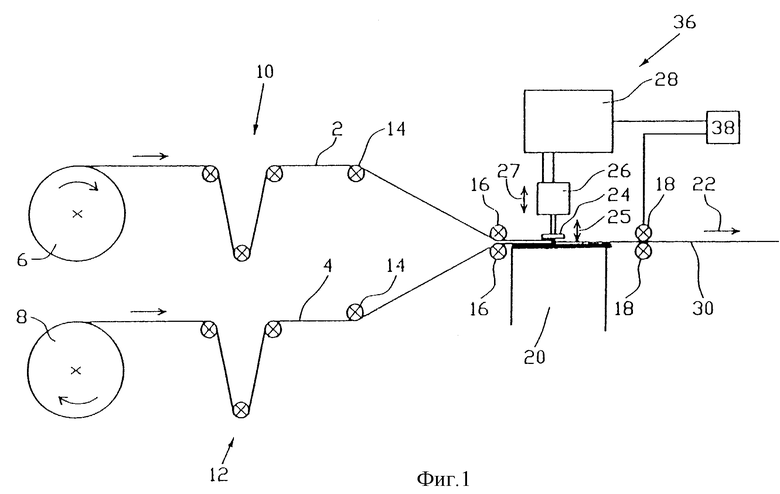
| DE 4331067 А1, 16.03.1995 | |||
| DE 4222552 С1, 10.02.1994 | |||
| US 5080747 A, 14.01.1992 | |||
| Способ классификации эхо-сигнала гидролокатора | 2017 |
|
RU2660219C1 |
| RU 94018429 А1, 10.04.1996 | |||
| Способ перевозбуждения гистерезисного электродвигателя | 1979 |
|
SU904172A2 |

