Изобретение относится к области трубопроводного транспорта и может быть использовано при строительстве трубопроводов в жилищно-коммунальном хозяйстве, судостроении, в нефтегазодобывающей промышленности и в других отраслях промышленности.
Известен способ герметизации резьбового соединения, где на концы труб перед свинчиванием устанавливают магниты, которые создают магнитное поле, а затем наносят магнитоактивный материал в виде порошка или пасты, который концентрируется в вершинах резьб, после чего трубы свинчивают, а магниты удаляют (а.с. СССР, кл. F 16 L 15/00, N 1622702, опубл. 23.01.91, бюл. N 3).
Данный способ имеет следующие недостатки; во-первых, надо устанавливать специальные магниты на концы соединяемых труб или, в крайнем случае, надо предварительно намагничивать металл труб; во-вторых, сам магнитоактивный материал очень дорого стоит, так как в порошке или в пасте используется мелкодисперсный порошок, величина которого в основном колеблется в пределах нескольких микрон; в-третьих, этот способ не позволяет защитить само соединение от коррозионного разрушения и в особенности при транспортировании агрессивных сред (обводненная нефть с содержанием сероводорода углекислого газа и т.д.).
Наиболее близким аналогом, то есть прототипом, является способ образования антикоррозионного покрытия на внутренней поверхности трубопровода, где антикоррозионный материал наносят на внутреннюю поверхность муфты, затем свинчиванием труб вытесняют антикоррозионный материал внутрь трубопровода, затем осуществляют отверждение материала при нагреве до температуры полимеризации (а. с. СССР N 346539, кл. F 16 L 17/06, опубл. 28.07.1972, бюл. N 23).
Недостатком данного способа является то, что для защиты муфтового резьбового соединения труб от коррозии необходимо вытесненный материал покрытия полимеризовать путем нагрева.
Обычно при выполнении основная часть покрытия будет находится в нижней часть трубопровода, а в процессе нагрева также материал покрытия будет стекать в нижнюю часть трубопровода, то есть верхняя часть соединения труб будет оставаться незащищенной, что приведет к преждевременному коррозионному разрушению соединения труб.
Задачей изобретения является защита соединения от внутренней коррозии.
Поставленная задача достигается описываемым способом, включающим нанесение покрытия на внутреннюю поверхность муфты и соединение труб муфтой. Новым является то, что на внутренней поверхности средней части муфты делают кольцевую канавку глубиной, большей высоты профиля резьбы муфты, наносят на кольцевую канавку покрытие из термопластичного материала не менее чем до уровня внутреннего диаметра резьбы муфты и нарезают резьбу на термопластичном покрытии муфты в процессе соединения труб муфтой. Кроме того, на внутренней поверхности муфты делают дополнительные кольцевые канавки, расположенные симметрично относительно средней кольцевой канавки, на которые наносят покрытие из термопластичного материала.
Благодаря указанным отличительным признакам повышается надежность и срок службы трубопровода, так как металлические поверхности соединения полностью защищены от контакта с транспортируемой средой. Кроме того, достигается высокая герметичность соединения за счет того, что резьбы труб сами нарезают резьбу на покрытии муфты.
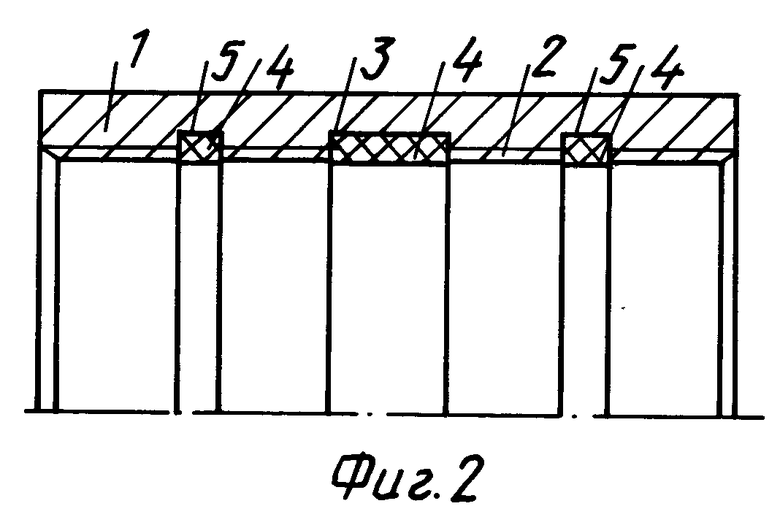
На фиг. 1 показана муфта с внутренней резьбой 2, где на внутренней поверхности средней части проточена кольцевая канавка 3, которая покрыта покрытием 4 из термопластичного материала.
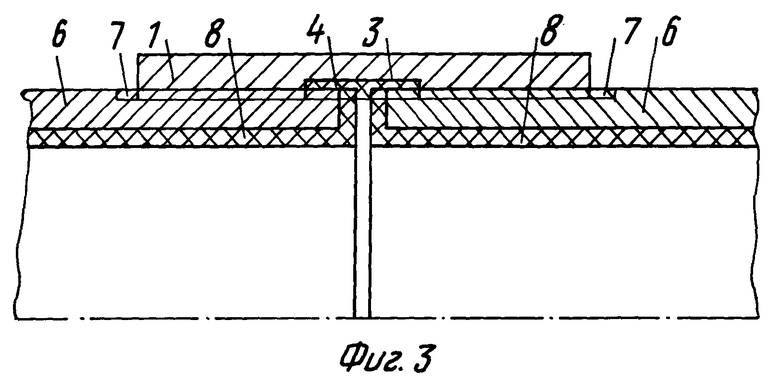
На фиг. 2 показана муфта 1 с дополнительными кольцевыми канавками 5, которые также покрыты покрытием 4 из термопластичного материала.
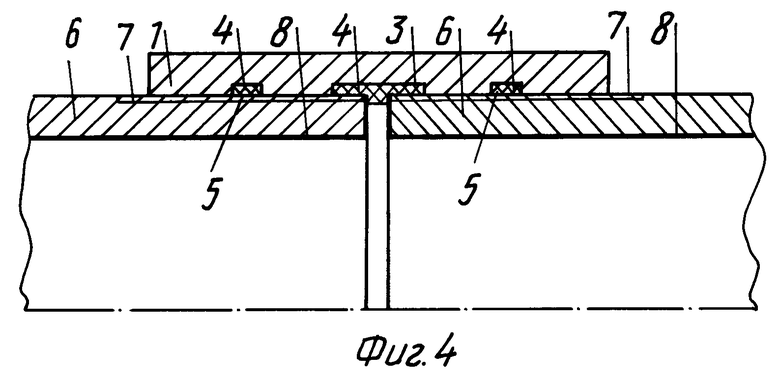
На фиг. 3 показано соединение, полученное по предлагаемому способу, где трубы 6, имеющие наружные резьбы 7 и внутреннее покрытие 8 в виде термопластичных оболочек с отбортовками, соединены между собой муфтой 1, имеющей кольцевую канавку 3 с покрытием 4 из термопластичного материала.
На фиг. 4 показано соединение, полученное по предлагаемому способу, где трубы 6, имеющие наружные резьбы 7 и внутреннее покрытие 8, соединены между собой муфтой 1, имеющей дополнительные кольцевые канавки 5 с покрытием 4 из термопластичного материала.
Способ осуществляют следующим образом.
На внутренней поверхности средней части муфты 1, имеющей внутреннюю резьбу 2, делают кольцевую канавку 3 на глубину, большую высоты профиля резьбы муфты 1. Затем на кольцевую канавку 3 наносят покрытие 4 из термопластичного материала, например из полиэтилена низкой плотности. Для этого нагревают муфту 1 в нагревательной печи до температуры 200-240oC и на нагретую поверхность кольцевой канавки 3 насыпают порошковый полиэтилен низкой плотности и при этом муфту вращают относительно оси, чтобы полиэтиленовый порошок равномерно распределялся и оплавлялся по всей поверхности кольцевой канавки 3. При этом покрытие 4 из полиэтилена низкой плотности формируют не менее чем до уровня внутреннего диаметра резьбы 2 муфты 1, то есть покрытие не должно быть ниже выступов резьбы 2. Нанесенное покрытие 4 из полиэтилена дополнительно оплавляют в нагревательной печи, чтобы получить хорошую глянцевую поверхность. В процессе монтажа трубопровода нарезают резьбу на термопластичном покрытии 4 из полиэтилена низкой плотности муфты 1 в процессе соединения труб 6 с наружной резьбой и с внутренним покрытием 8, выполненной в виде термопластичной оболочки, например, из полиэтилена высокой плотности с отбортовкой на торцы трубы 6. При этом на наружной поверхности отбортовок выполнены резьбы, одинаковые с резьбами 7 труб 6, то есть являются их продолжением. В этом примере резьбы труб и термопластичных оболочек из полиэтилена высокой плотности нарезают резьбы на термопластичном покрытии муфты из полиэтилена низкой плотности.
Кроме того, на внутренней поверхности муфты 1 протачивают дополнительные кольцевые канавки 5 с расположением их симметрично относительно кольцевой канавки 3, которые также покрывают покрытием 4 из термопластичного материала, то есть из полиэтилена плотности. Материалом для покрытия муфты могут быть использованы следующие материалы: полиэтилен, полипропилен, фторопласт, поливинилхлорид и их композиции.
Таким образом, предлагаемый способ позволяет повысить надежность и срок службы трубопровода, так как муфтовое резьбовое соединение надежно защищено от внутренней коррозии. Наличие кольцевой канавки в средней части внутренней поверхности муфты глубиной, большей высоты профиля резьбы, с нанесением покрытия из термопластичного материала не менее уровня внутреннего диаметра резьбы позволяет защитить внутреннюю поверхность муфты, так как резьбы труб не прорезают покрытие из термопластичного материала до металла муфты. Кроме того, резьбы труб защищены от контакта с транспортируемой средой, так как резьбы сами нарезают резьбу на покрытии, то есть происходит очень плотный контакт по всей поверхности с нарезаемой резьбой на покрытии. И надо учесть, что в процессе монтажа не требуется проведение дополнительных технологических операций. Все это в конечном итоге положительно сказывается на долгосрочной и безаварийной эксплуатации трубопровода.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕРАЗЪЕМНОГО СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКИХ ТРУБ | 1999 |
|
RU2155291C1 |
| СПОСОБ НЕРАЗЪЕМНОГО МУФТОВОГО СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКИХ ТРУБ С ВНУТРЕННИМ ПОКРЫТИЕМ | 2003 |
|
RU2245478C2 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ ТЕРМОПЛАСТИЧНЫМ ПОКРЫТИЕМ | 1999 |
|
RU2157479C1 |
| СПОСОБ НЕРАЗЪЕМНОГО МУФТОВОГО СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ ТЕРМОПЛАСТИЧНЫМ ПОКРЫТИЕМ | 2000 |
|
RU2168101C1 |
| НЕРАЗЪЕМНОЕ ЭЛЕКТРОИЗОЛИРУЮЩЕЕ МУФТОВОЕ СОЕДИНЕНИЕ | 2002 |
|
RU2247278C2 |
| СПОСОБ НЕРАЗЪЕМНОГО МУФТОВОГО СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКИХ ТРУБ | 2014 |
|
RU2557153C1 |
| СПОСОБ СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКИХ ТРУБ С ВНУТРЕННИМ АНТИКОРРОЗИОННЫМ ПОКРЫТИЕМ | 1999 |
|
RU2164639C1 |
| СПОСОБ ФУТЕРОВАНИЯ МЕТАЛЛИЧЕСКОЙ ТРУБЫ ПЛАСТИЧНОЙ ОБОЛОЧКОЙ | 1999 |
|
RU2162413C1 |
| СПОСОБ СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКИХ ТРУБ С ВНУТРЕННИМ ПОКРЫТИЕМ | 1999 |
|
RU2164638C2 |
| СПОСОБ ФУТЕРОВАНИЯ ТРУБ, ИМЕЮЩИХ НАРУЖНУЮ РЕЗЬБУ, ТЕРМОПЛАСТИЧНОЙ ОБОЛОЧКОЙ | 1998 |
|
RU2143977C1 |
Изобретение относится к области строительства и может быть использовано при сооружении трубопроводов в жилищно-коммунальном хозяйстве, судостроении, в нефтегазодобывающей промышленности и других отраслях промышленности. На внутренней поверхности средней части муфты делают кольцевую канавку глубиной, большей высоты профиля резьбы муфты, наносят на кольцевую канавку покрытие из термопластичного материала не менее чем до уровня внутреннего диаметра резьбы муфты и нарезают резьбу на термопластичном покрытии муфты в процессе соединения труб муфтой. На внутренней поверхности муфты могут быть выполнены дополнительные канавки, расположенные симметрично относительно средней кольцевой канавки, на которые наносят покрытие из термопластичного материала. Изобретение позволяет повысить надежность трубопровода. 4 ил.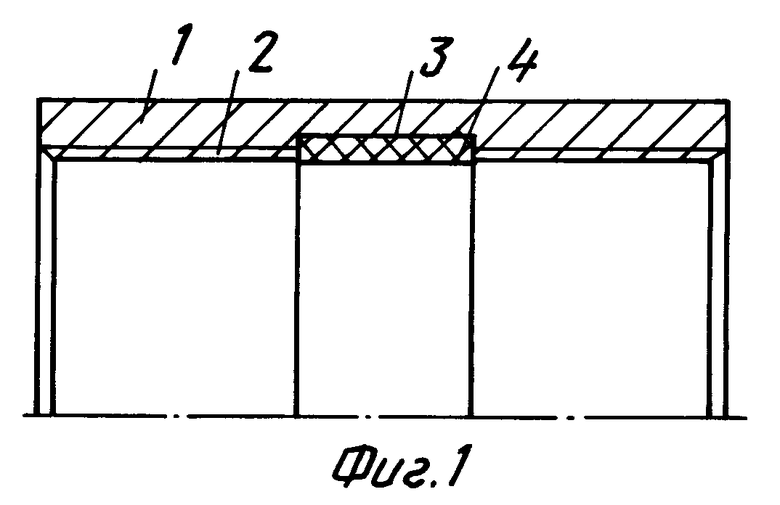
| СПОСОБ ОБРАЗОВАНИЯ АНТИКОРРОЗИОННОГО ПОКР^^^^Щ^^^^"^^-'л^-^^'сО'Ш НА ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБОПРОВОдД^^!^!: ^ ~' | 0 |
|
SU346539A1 |
| Способ герметизации резьбового соединения | 1988 |
|
SU1622702A1 |
| Способ изготовления трубопровода с внутренним покрытием | 1990 |
|
SU1778427A1 |
| 0 |
|
SU168579A1 | |
| Способ нанесения облицовки на внутреннюю поверхность трубы | 1991 |
|
SU1813967A1 |
