Изобретение относится к электронной технике, а более конкретно: к пьезоэлектронике, миниатюрным автономным источникам тока, преобразователям механической энергии в электрическую энергию (и наоборот), звукоизлучающим устройствам, датчикам и др.
Известен пьезоэлектрический прибор - преобразователь механической энергии в электрическую энергию и электрической энергии в механическую, преобразование энергии происходит за счет изгибной деформации биморфного пьезоэлемента, состоящего из двух поляризованных пьезокерамических пластин (И.А.Глозман. Пьезокерамика. М., Энергия, 1972, 288 с.). Изгиб биморфного пьезоэлемента под воздействием внешних сил приводит к сжатию в одной пластине и к растяжению в другой пластине биморфного пьезоэлемента, изменению их поляризации, возникновению электрических зарядов и разности потенциалов между электродами.
Известно использование пьезоэлектрического прибора в виде биморфного пьезоэлемента с консольным закреплением, то есть с одним жестко зафиксированным концом и свободным противоположным концом (В.Никифоров, В.Климашин, А.Сафронов. Биморфные пьезоэлектрические элементы: актюаторы / Компоненты и технологии, №4, 2003 г., с.46-48, прототип).
Одним из недостатков данной конструкции является слабая чувствительность к малым механическим воздействиям, обратно пропорциональная квадрату толщины: Q/F≈d31l2/t2
где Q - заряд, создаваемый на электродах биморфного пьезоэлемента;
F - сила, действующая на свободный конец биморфного пьезоэлемента;
d31 - пьезомодуль;
l - длина биморфного пьезоэлемента;
t - толщина биморфного пьезоэлемента.
Работа с тонкими биморфными пьезоэлементами сложна по причине хрупкости пьезоэлектрической керамики, из которой изготавливаются биморфные пьезоэлементы, и, как следствие, необходимости применять специальное оборудование и оснастку как при производстве самих биморфных пьезоэлементов, так и при установке в приборы, их содержащие.
Задачей, на решение которой направлено данное изобретение, является достижение технического результата, заключающегося в:
- создании биморфных пьезоэлементов малой толщины с повышенной чувствительностью;
- увеличении прочности пьезоэлектрического прибора и уменьшении брака на различных этапах производства;
- обеспечении возможности работать с биморфными пьезоэлементами малой толщины без специального оборудования и оснастки;
- упрощении операций сборки изделий на основе биморфных пьезоэлементов.
Поставленная задача решается в пьезоэлектрическом приборе, состоящем из пьезокерамических пластин, включающих участки поляризованной и неполяризованной керамики, причем поляризованные участки двух пластин с нанесенными на них электродами образуют биморф и соединены так, что при их изгибе возникает разность потенциалов между электродами, а неполяризованный участок является элементом консольного крепления с выводами, обеспечивающими электрический контакт с электродами поляризованных участков, выполнен в виде рамки, окружающей поляризованные участки, причем толщина неполяризованного участка может превышать толщину поляризованных участков, а рамка выполнена из чередующихся слоев пьезокерамики и электродов, причем электроды четных слоев и нечетных слоев выведены на торец рамки и электрически соединены между собой в две группы, образуя многослойный пленочный конденсатор.
В предлагаемой конструкции пьезоэлектрического прибора поляризованные участки создают пьезоэлектрические биморфные элементы малой толщины с повышенной чувствительностью, а неполяризованный участок выполнен в виде рамки, окружающей поляризованные участки, за счет большей толщины имеет большую механическую прочность, защищает тонкие поляризованные участки от механических воздействий, уменьшает риск сломать биморфный пьезоэлемент малой толщины на различных этапах производства, обеспечивает возможность работать с биморфными пьезоэлементами малой толщины без специального оборудования и оснастки и упрощает операции сборки изделий на основе биморфных пьезоэлементов.
Таким образом, отличительными признаками изобретения являются наличие в приборе пьезокерамических пластин, включающих участки поляризованной и неполяризованной керамики, причем поляризованные участки двух пластин с нанесенными на них электродами образуют биморф и соединены так, что при их изгибе возникает разность потенциалов между электродами, а неполяризованный участок является элементом консольного крепления с выводами, обеспечивающими электрический контакт с электродами поляризованных участков, выполнен в виде рамки, окружающей поляризованные участки, причем толщина неполяризованного участка может превышать толщину поляризованных участков, а рамка выполнена из чередующихся слоев пьезокерамики и электродов, причем электроды четных слоев и нечетных слоев выведены на торец рамки и электрически соединены между собой в две группы, образуя многослойный пленочный конденсатор.
Указанная совокупность отличительных признаков изобретения позволяет достичь технического результата, заключающегося в
- создании биморфных пьезоэлементов малой толщины с повышенной чувствительностью;
- увеличении прочности пьезоэлектрического прибора и уменьшении брака на различных этапах производства;
- обеспечении возможности работать с биморфными пьезоэлементами малой толщины без специального оборудования и оснастки;
- упрощении операций сборки изделий на основе биморфных пьезоэлементов.
Известно использование биморфных пьезоэлементов в составе источников тока. Необходимым элементом источников тока на основе пьезоэлектрических преобразователей является конденсатор.
Заявляемый пьезоэлектрический прибор иллюстрируется Фиг.1, где схематично изображена конструкция пьезоэлектрического прибора.
1 - поляризованные участки двух пластин с нанесенными на них электродами, образующие биморф.
2 - неполяризованный участок керамики в виде рамки, окружающей поляризованные участки, и выполненный как многослойный пленочный конденсатор, является элементом консольного крепления.
3, 4 и 5 - выводы, обеспечивающие электрические контакты с электродами поляризованных участков, нижним, средним и верхним соответственно.
6 и 7 - выводы, обеспечивающие электрические контакты с обкладками многослойного пленочного конденсатора неполяризованного участка.
Предлагается также способ изготовления пьезоэлектрического прибора.
Известен способ (И.А.Глозман. Пьезокерамика. М., Энергия, 1972, 288 с.) изготовления пьезоэлектрических биморфных пьезоэлементов, включающий операции приготовления пресс-порошка, формования заготовок полусухим прессованием пьезокерамических порошков, термообработки заготовок (выжигания связки и спекания), изготовления методами механической обработки пьезокерамических пластин требуемых размеров, металлизации поверхностей пластин, соединения металлизированных пластин в заготовки биморфных пьезоэлементов, поляризации заготовок и измерения параметров биморфных пьезоэлементов. Таким способом, как правило, изготавливают биморфные пьезоэлементы из пластин толщиной более 200 мкм.
Наиболее близок к предлагаемому способ (ЖКГД.01300.00072. Комплект документов на изготовление элементов пьезокерамических многослойных, прототип) изготовления биморфных пьезоэлементов с применением технологии шликерного литья, включающий операции приготовления литейного шликера из пьезокерамического порошка и органической связки, литья шликера и получения "сырой" пьезокерамической пленки требуемой толщины, нанесения методом трафаретной печати на определенные участки первого сплошного слоя "сырой" пленки металлосодержащей пасты, наложения на первый слой "сырой" пленки с металлосодержащей пастой второго сплошного слоя "сырой" пленки (стопирования), гидростатического прессования стопок слоев "сырой" пленки с металлосодержащей пастой внутри, резки стопок на заготовки, термообработки заготовок (выжигания связки и спекания пьезокерамики и слоя металла между ними), металлизации поверхностей заготовок, поляризации заготовок и измерения параметров биморфных пьезоэлементов. Таким способом можно изготавливать биморфные пьезоэлементы толщиной менее 200 мкм.
Недостатком этого способа при изготовлении пьезоэлектрического прибора является необходимость отдельного изготовления тонких биморфных пьезоэлементов и элементов консольного крепления с последующим проведением сборочных работ по консольному закреплению и, при использовании прибора в составе источников тока, креплению конденсатора.
Задачей, на решение которой направлено данное изобретение, является достижение технического результата, заключающегося в упрощении технологии изготовления пьезоэлектрического прибора за счет изготовления поляризованных и неполяризованного участков, образующих биморф и элемент консольного крепления в виде рамки из тонкопленочного конденсатора, в едином технологическом цикле.
Предлагаемый способ изготовления пьезоэлектрического прибора включает операции приготовления литейного шликера из пьезокерамического порошка и органической связки, литья шликера и получения "сырой" пьезокерамической пленки требуемой толщины, нанесения методом трафаретной печати на определенные участки первого сплошного слоя "сырой" пленки металлосодержащей пасты, наложения на первый слой "сырой" пленки с металлосодержащей пастой второго сплошного слоя "сырой" пленки (стопирования), гидростатического прессования стопок слоев "сырой" пленки с металлосодержащей пастой внутри, резки стопок на заготовки, термообработки заготовок (выжигания связки и спекания пьезокерамики и слоя металла между ними), нанесения поверхностных электродов и "торцевых" электродов, поляризации заготовок и измерения параметров биморфных пьезоэлементов, причем перед гидростатическим прессованием на второй сплошной слой "сырой" пленки наносят слой металлосодержащей пасты и последующие несплошные слои "сырой" металлизированной пленки, имеющие конфигурацию неполяризованного участка в виде рамки, окружающей поляризованные участки, причем выводы электродов четных слоев и нечетных слоев металлизации выводят на торец рамки пьезоэлектрического прибора, электрически соединяют между собой в две группы и после спекания и нанесения поверхностных электродов образуют многослойный пленочный конденсатор, а перед операцией термообработки на "сырых" заготовках вырезают с трех сторон вокруг будущих поляризованных участков требуемую конфигурацию таким образом, что после спекания заготовки в монолит, нанесения поверхностных электродов и поляризации эти участки образуют биморф, консольно закрепленный на неполяризованной рамке.
Отличительными признаками предлагаемого способа изготовления пьезоэлектрического прибора является то, что перед гидростатическим прессованием на второй сплошной слой "сырой" пленки наносят слой металлосодержащей пасты и последующие несплошные слои "сырой" металлизированной пленки, имеющие конфигурацию неполяризованного участка в виде рамки, окружающей поляризованные участки, причем выводы электродов четных слоев и нечетных слоев металлизации выводят на торец рамки пьезоэлектрического прибора, электрически соединяют между собой в две группы и после спекания и нанесения поверхностных электродов образуют многослойный пленочный конденсатор, а перед операцией термообработки на "сырых" заготовках вырезают с трех сторон вокруг будущих поляризованных участков требуемую конфигурацию таким образом, что после спекания заготовки в монолит, нанесения поверхностных электродов и поляризации эти участки образуют биморф, консольно закрепленный на неполяризованной рамке.
Указанная совокупность отличительных признаков позволяет достичь технического результата, заключающегося в упрощении технологии изготовления пьезоэлектрического прибора за счет изготовления поляризованных и неполяризованного участков, образующих биморф и элементы консольного крепления в виде рамки из тонкопленочного конденсатора, в едином технологическом цикле.
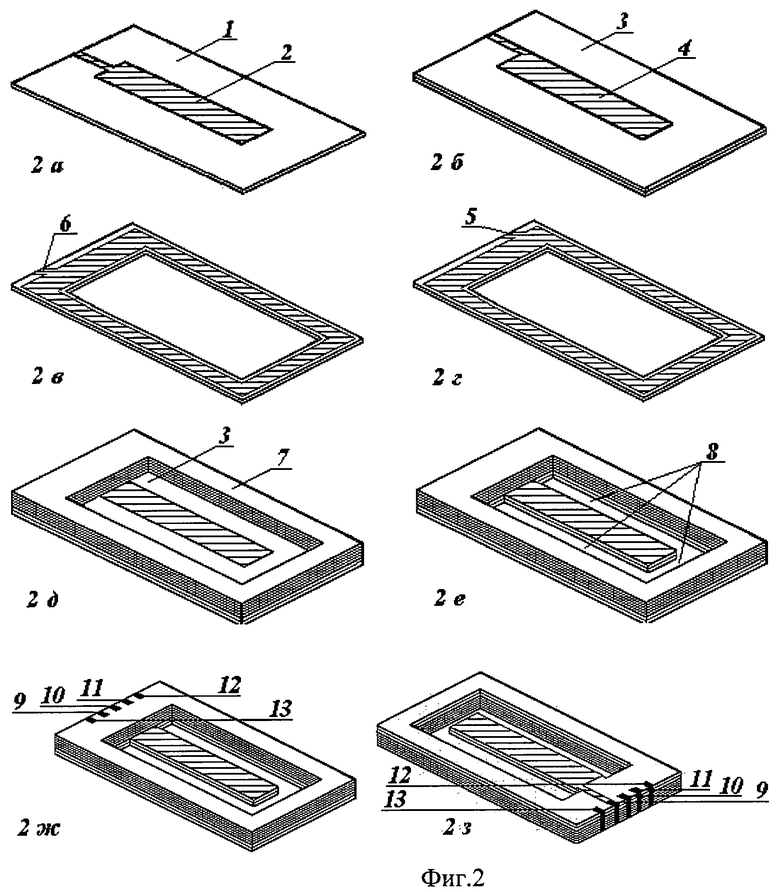
Способ иллюстрируется схемой на Фиг.2, где показаны основные этапы изготовления пьезоэлектрического прибора:
2а - первый сплошной слой (1) "сырой" пленки с нанесенной методом трафаретной печати металлосодержащей пастой (2);
2б - второй сплошной слой (3) "сырой" пленки с нанесенной методом трафаретной печати слоем металлосодержащей пасты (4);
2в и 2г - последующие несплошные слои "сырой" металлизированной пленки, имеющие конфигурацию неполяризованного участка в виде рамки, окружающей поляризованные участки с выводами электродов четных слоев (5) и нечетных слоев (6) металлизации;
2д - заготовка перед операцией гидростатического прессования, на второй сплошной слой (3) "сырой" пленки нанесены несплошные слои "сырой" пленки с металлосодержащей пастой, изображенные на Фиг.2в и 2г, а также нанесен верхний слой (7) несплошной "сырой" пленки без металлизации;
2е - заготовка перед операцией термообработки, видны вырезы (8) в "сырой" керамике с трех сторон вокруг будущих поляризованных участков;
2ж и 2з - вид с двух сторон заготовки после термообработки и нанесения поверхностного электрода на биморф и контактных электродов на торцевую поверхность заготовки: (9), (10) и (11) соответственно, от нижнего, внутреннего и верхнего электродов биморфа; (12) и (13) - от электродов конденсатора.
Пример изготовления пьезоэлектрического прибора
В шаровых мельницах приготавливается литейный шликер из порошка пьезокерамического материала системы цирконата-титаната свинца и органической связки; на литьевой машине типа "САМ-М1А" получают "сырую" пьезокерамическую пленку толщиной 28±1 мкм. В установке типа "PAL-9DB" на первый блок-носитель (палетту) укладывают первый сплошной слой "сырой" пленки размером 160×160 мм и наносят методом трафаретной печати на определенные участки первого сплошного слоя "сырой" пленки металлосодержащую (серебро-палладиевую) пасту; поверх первого сплошного слоя "сырой" пленки с металлосодержащей пастой помещают второй сплошной слой "сырой" пленки, прижимают прессом ("подпрессовывают") к первому слою и наносят методом трафаретной печати на определенные участки второго слоя металлосодержащую пасту.
На второй блок-носитель укладывают и подпрессовывают несколько слоев пленки с металлизацией по Фиг.2в и 2г, последний слой не металлизируют. Далее эти слои пленки отделяются от блока-носителя и в них с помощью специального приспособления вырезаются прямоугольные "окна", оставляя конфигурацию неполяризованных участков в виде рамок. Эти слои пленки накладывают на второй сплошной слой пленки первого блока-носителя, совмещают реперные точки и подпрессовывают. Затем всю стопку двух сплошных и нескольких несплошных слоев "сырой" пленки (с металлизацией) подвергают гидростатическому прессованию на изостатическом прессе ILS-6A.
Стопку пленок после гидростатического прессования снимают с палетты и разрезают на заготовки на установке рубки СМ-14А. В каждой заготовке в "сырой" керамике механической обработкой или с помощью лазера с трех сторон вокруг будущих поляризованных участков делают прорези требуемой конфигурации.
Далее следуют операции термообработки, металлизации поверхностей заготовок и "торцевых" электродов, поляризации заготовок и измерения параметров биморфных пьезоэлементов и многослойных пленочных конденсаторов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МОНОЛИТНЫХ МНОГОСЛОЙНЫХ ПЬЕЗОКЕРАМИЧЕСКИХ ЭЛЕМЕНТОВ-СТОЛБИКОВ | 2013 |
|
RU2540440C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ПЬЕЗОКЕРАМИЧЕСКИХ ЭЛЕМЕНТОВ | 2014 |
|
RU2572292C1 |
| СПОСОБ МЕТАЛЛИЗАЦИИ ЗАГОТОВОК ПЬЕЗОКЕРАМИЧЕСКИХ ЭЛЕМЕНТОВ | 1991 |
|
RU2044719C1 |
| ПЬЕЗОЭЛЕКТРИЧЕСКИЙ ПРЕОБРАЗОВАТЕЛЬ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2121241C1 |
| ПЬЕЗОЭЛЕКТРИЧЕСКИЙ ДАТЧИК УДАРА | 2013 |
|
RU2533539C1 |
| СПОСОБ МЕТАЛЛИЗАЦИИ ПЬЕЗОКЕРАМИЧЕСКИХ ЭЛЕМЕНТОВ | 2003 |
|
RU2256634C2 |
| ВЫСОКОВОЛЬТНЫЙ ГЕНЕРАТОР И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2551666C2 |
| МНОГОЭЛЕМЕНТНЫЙ ПЬЕЗОЭЛЕКТРИЧЕСКИЙ ПРЕОБРАЗОВАТЕЛЬ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2005 |
|
RU2294061C1 |
| ДЕФОРМИРУЕМОЕ ЗЕРКАЛО НА ОСНОВЕ МНОГОСЛОЙНОЙ АКТИВНОЙ БИМОРФНОЙ СТРУКТУРЫ | 1996 |
|
RU2099754C1 |
| Пьезоэлектрический преобразователь изгибных деформаций в электрический сигнал | 1980 |
|
SU957323A1 |
Изобретение относится к пьезоэлектронике. Сущность: прибор состоит из пьезокерамических пластин, включающих участки поляризованной и неполяризованной керамики. Поляризованные участки с нанесенными на них электродами образуют биморф. Неполяризованный участок является элементом консольного крепления с выводами, обеспечивающими электрический контакт с электродами поляризованных участков, и выполнен в виде рамки, окружающей поляризованные участки. Толщина неполяризованного участка (рамки) может превышать толщину поляризованных участков. Рамка выполнена из чередующихся слоев пьезокерамики и электродов. Электроды четных и нечетных слоев выведены на торец рамки и электрически соединены между собой в две группы, образуя многослойный пленочный конденсатор. Способ изготовления прибора включает формирование стопы из сплошных и несплошных слоев «сырой» пьезокерамической пленки с металлизацией между ними, гидростатическое прессование. На заготовках с трех сторон вокруг будущих поляризованных участков делают вырезы. Далее проводят термообработку, металлизацию поверхностей заготовок и «торцевых» электродов, поляризацию и измерение параметров прибора. Технический результат: создание биморфных пьезоэлементов малой толщины при увеличении прочности, упрощение операций сборки. 2 н. и 1 з.п. ф-лы, 2 ил.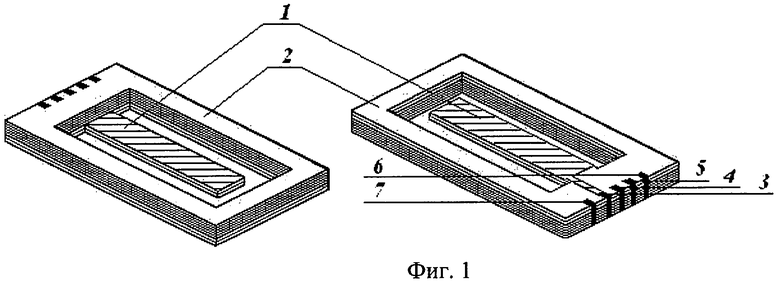
1. Пьезоэлектрический прибор, выполненный в виде биморфного пьезоэлемента с консольным креплением, состоящий из двух пьезокерамических пластин, отличающийся тем, что он состоит из пьезокерамических пластин, которые включают участки поляризованной и неполяризованной керамики, причем поляризованные участки двух пластин с нанесенными на них электродами образуют биморф и соединены так, что при их изгибе возникает разность потенциалов между электродами, а неполяризованный участок является элементом консольного крепления, имеет выводы, обеспечивающие электрический контакт с электродами поляризованных участков, выполнен в виде рамки, окружающей поляризованные участки, причем толщина неполяризованного участка может превышать толщину поляризованных участков.
2. Пьезоэлектрический прибор по п.1, отличающийся тем, что неполяризованный участок в виде рамки выполнен из чередующихся слоев пьезокерамики и электродов, причем электроды четных слоев и нечетных слоев выведены на торец рамки и электрически соединены между собой в две группы, образуя многослойный пленочный конденсатор.
3. Способ изготовления пьезоэлектрического прибора, включающий операции приготовления литейного шликера из пьезокерамического порошка и органической связки, литья шликера и получения "сырой" пьезокерамической пленки требуемой толщины, нанесения методом трафаретной печати на определенные участки первого сплошного слоя "сырой" пленки металлосодержащей пасты, наложения на первый слой "сырой" пленки с металлосодержащей пастой второго сплошного слоя "сырой" пленки, гидростатического прессования стопок слоев "сырой" пленки с металлосодержащей пастой внутри, резки стопок на заготовки, термообработки заготовок, металлизации поверхностей заготовок и нанесения "торцевых" электродов, поляризации заготовок и измерения параметров биморфных пьезоэлементов, отличающийся тем, что перед гидростатическим прессованием на второй сплошной слой "сырой" пленки наносят слой металлосодержащей пасты и последующие, несплошные слои "сырой" металлизированной пленки, имеющие конфигурацию неполяризованного участка в виде рамки, окружающей поляризованные участки, причем выводы электродов четных слоев и нечетных слоев металлизации выводят на торец рамки пьезоэлектрического прибора, электрически соединяют между собой в две группы и после спекания и нанесения поверхностных электродов образуют многослойный пленочный конденсатор, а перед операцией термообработки на "сырых" заготовках вырезают с трех сторон вокруг будущих поляризованных участков требуемую конфигурацию таким образом, что после спекании заготовки в монолит, нанесения поверхностных электродов и поляризации упомянутые участки образуют биморф, консольно закрепленный на неполяризованной рамке.
| ПЬЕЗОЭЛЕКТРИЧЕСКИЙ ИЗГИБНЫЙ ПРЕОБРАЗОВАТЕЛЬ | 2001 |
|
RU2212736C2 |
| Способ получения бета- (4-окси-3,5-дииодфенил)-бета-аминопропионовой кислоты | 1956 |
|
SU104779A1 |
| US 7259499 В2, 21.08.2007 | |||
| US 2002149296 А1, 17.10.2002 | |||
| JP 54038600 А, 23.03.1979 | |||
| JP 6203351 А, 22.07.1994. | |||

