Изобретение относится к области радиоэлектронных технологий, а именно к способу и устройству ориентирования изделий различной формы, например радиоэлектронных компонентов, при их транспортировании, и может быть использовано в малогабаритных автоматах поверхностного монтажа.
Известен способ ориентирования изделий различной формы при их транспортировании (см. заявку №2001121961 от 07.08.2001 г.), согласно которому изделию, находящемуся своей поверхностью на поверхности вращения, сообщают смещенное радиальное усилие посредством смещенных радиальных направляющих, при этом формирование строчной последовательности осуществляют путем смещения каждого изделия строчной последовательности на соответствующий радиус свинченной или развинченной части спирали посредством соответствующих смещенных радиальных направляющих, которые располагают с дискретным шагом с последующим общим или последовательным смещением или разворотом сформированной строчной последовательности изделий до зоны приема строчной последовательности, где и удерживают ее до момента одновременного переноса ее на общий носитель для соответствующей фиксации (прототип).
Известный прототип имеет технологические возможности, которые заключаются в возможности посредством поверхности транспортирования и смещенных радиальных направляющих подавать однозначно ориентированные изделия, которые произвольным образом сброшены на поверхность транспортирования, в наперед выбранную точку поверхности транспортирования, где и удерживать их также с наперед выбранной ориентацией, при этом для приема и последующего переноса изделия используется простейший элемент - смоченная водой поверхность, что позволяет использовать его в высокоскоростной технологии поверхностного монтажа, при этом надежность приема изделия различной формы существенно зависит от устойчивости выбранной ориентации изделия в зоне формирования строчной последовательности или в зоне приема, а для этого необходимо ввести ограничения на степень его свободы. С другой стороны для формирования строчной последовательности, например, из одного изделия, которое находится в одном из крайнем позиционном положении строчной последовательности, требуется почти полный оборот поверхности транспортирования, что в конечном счете снижает быстродействие автомата поверхностного монтажа, что не желательно.
Технологическим и техническим результатом предложенного изобретения является повышение надежности известного способа и увеличение скоростных параметров путем введения дополнительных операций, в частности, в зону приема и формирования строчной последовательности, где и удерживается оно до момента приема ее на элемент переноса, посредством которого осуществляется перенос изделия строчной последовательности для соответствующей фиксации его на общий носитель, при этом в зоне приема с линейным смещением поверхности транспортирования без изменения первоначальной ориентации изделие или совокупность изделий подают в один или группу пазов приема изделий, после чего принятые изделия смещают вдоль строчной последовательности в интервале не более двух сегментов в одном или другом направлении в соответствии с архитектурной композицией формируемой строчной последовательности с последующим переносом их на общий носитель, при изменении ориентации принимаемых изделий их либо предварительно принимают одной ориентации, затем частично разворачивают, после чего разворачивают окончательно до ортогональной ориентации, либо во время приема изделия предварительно частично разворачивают относительно исходного положения, затем осуществляют окончательный разворот их до ортогональной ориентации, после чего осуществляют смещение изделий с измененной ориентацией до позиционного положения формируемой архитектурной композиции строчной последовательности.
Указанный технологический и технический результат достигается следующим способом и устройством.
Способ ориентирования изделий различной формы при их транспортировании, согласно которому на поверхность транспортирования подают изделие в зону приема и формирования строчной последовательности, где и удерживается оно до момента приема ее на элемент переноса, посредством которого осуществляется перенос изделия строчной последовательности для соответствующей фиксации его на общий носитель, при этом в зоне приема с линейным смещением поверхности транспортирования без изменения первоначальной ориентации изделие или совокупность изделий подают в один или группу пазов приема изделий, после чего принятые изделия смещают вдоль строчной последовательности в интервале не более двух сегментов в одном или другом направлении в соответствии с архитектурной композицией формируемой строчной последовательности с последующим переносом их на общий носитель, при изменении ориентации принимаемых изделий их либо предварительно принимают одной ориентации, затем частично разворачивают, после чего разворачивают окончательно до ортогональной ориентации, либо принятые изделия предварительно частично разворачивают относительно исходного положения, затем осуществляют окончательный разворот их до ортогональной ориентации, после чего осуществляют смещение изделий с измененной ориентацией до позиционного положения формируемой архитектурной композиции строчной последовательности, либо во время приема изделий осуществляют предварительный частичный разворот изделий, после чего осуществляют окончательный разворот их до ортогональной ориентации и далее выполняют смещение в соответствии с архитектурной композицией формируемой строчной последовательности.
Устройство ориентирования изделий различной формы при их транспортировании содержит поверхность транспортирования, над которой расположены кассеты с изделиями для последовательной подачи их на поверхность транспортирования, зону приема для формирования архитектурной композиции строчной последовательности изделий и совокупность элементов переноса для фиксации изделий строчной последовательности на общем носителе, при этом зона приема выполнена из двух пластин, которые расположены в пакете, толщина которого не превышает толщины изделия, при этом нижняя пластина ориентирована одной гранью вдоль формируемой строчной последовательности с возможностью ортогонального смещения в направляющих относительно формируемой строчной последовательности, а верхняя пластина расположена в направляющих с возможностью комплонарного смещения вдоль формируемой строчной последовательности, а со стороны приема изделий выполнена с пазами, которые расположены с равным шагом, образуя дискретные зоны приема изделий, боковые стороны которых расположены комплонарно друг другу, а основание паза выполнено под углом к боковой стороне.
На фиг.1-8 изображены устройства и представлена последовательность операций, которые реализуют предложенный способ.
Устройство фиг.1 содержит поверхность транспортирования 1, над которой расположены кассеты с изделиями для последовательной подачи их на поверхность транспортирования, зона приема выполнена из двух пластин 2 и 3, которые расположены в пакете, толщина которого не превышает толщины изделия, при этом нижняя пластина 2 ориентирована одной гранью вдоль формируемой строчной последовательности с возможностью ортогонального смещения в направляющих относительно формируемой строчной последовательности, а верхняя пластина 3 расположена в направляющих с возможностью комплонарного смещения вдоль формируемой строчной последовательности, а со стороны приема изделий выполнена с пазами, которые расположены с равным шагом, образуя сегменты приема изделий, боковые стороны 4 и 5 которых расположены комплонарно друг другу, а основание паза 6 выполнено под углом к боковой стороне 4, 5.
Данное устройство реализует следующие операции: так, в частности, на поверхность транспортирования 1 подают изделие в зону приема и формирования строчной последовательности в виде двух пластин 2 и 3, где и удерживается оно до момента приема ее на элемент переноса, посредством которого осуществляется перенос изделия строчной последовательности для соответствующей фиксации его на общем носителе. При этом в зоне приема с линейным смещением поверхности транспортирования 1 без изменения первоначальной ориентации изделие или совокупность изделий подают в одну или группу пазов пластины 3 приема изделий, после чего принятые изделия смещают боковыми сторонами 4 или 5 вдоль строчной последовательности в интервале не более двух пазов в одном или другом направлении в соответствии с архитектурной композицией формируемой строчной последовательности с последующим переносом их на общий носитель.
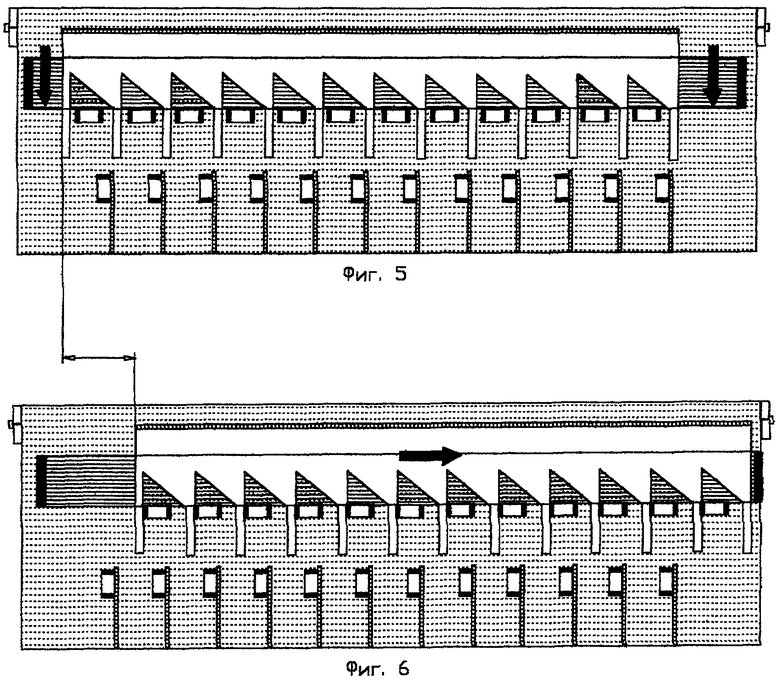
При изменении ориентации принимаемых изделий их либо, фиг.1-3, предварительно принимают одной ориентации, затем частично разворачивают путем смещения пластины 2 фиг.2, после чего разворачивают окончательно до ортогональной ориентации, фиг.3, либо во время приема изделий предварительно частично разворачивают, фиг.4, относительно исходного положения, затем осуществляют окончательный разворот, фиг.5, их до ортогональной ориентации, после чего осуществляют смещение изделий с измененной ориентацией, фиг.6, до позиционного положения формируемой архитектурной композиции строчной последовательности.
На фиг.7 и 8 изображена операция одновременного переноса изделий элементом переноса 6 изделий нескольких строчных последовательностей на общий носитель 7 одной и другой ориентации изделий.
Использование изобретения позволяет повысить надежность работы малогабаритных автоматов поверхностного монтажа с одновременным увеличением его скоростных параметров.




Изобретение относится к области радиоэлектронных технологий. Согласно способу ориентирования изделий различной формы при их транспортировании в зоне приема с линейным смещением поверхности транспортирования изделие или их совокупность подают в один или группу пазов приема изделий. После этого принятые изделия смещают в одном или другом направлении с последующим переносом их на общий носитель. Для изменения ориентации принимаемых изделий во время приема изделий осуществляют предварительный частичный разворот изделий, после чего осуществляют окончательный разворот их до ортогональной ориентации и далее выполняют смещение в соответствии с архитектурной композицией формируемой строчной последовательности. В устройстве ориентирования изделий различной формы при их транспортировании зона приема выполнена из двух пластин, которые расположены в пакете, толщина которого не превышает толщины изделия. Нижняя пластина выполнена с возможностью ортогонального смещения в направляющих. Верхняя пластина со стороны приема изделий выполнена с пазами, которые расположены с равным шагом, образуя дискретные зоны приема изделий, боковые стороны пазов расположены комплонарно друг другу, а основание паза выполнено под углом к боковой стороне. Верхняя пластина расположена в направляющих с возможностью смещения вдоль формируемой строчной последовательности. Технический результат - повышение надежности и увеличение скоростных параметров. 2 н.п. ф-лы, 8 ил.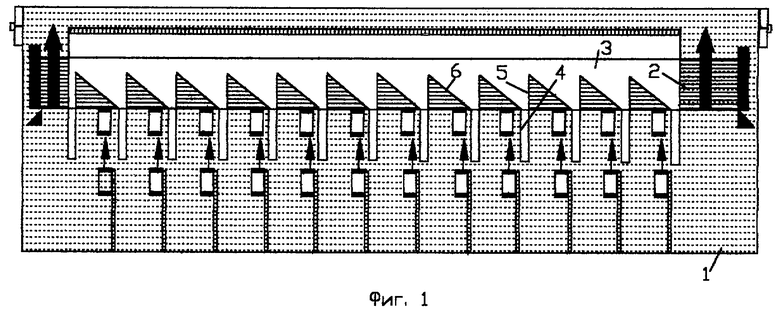
| СПОСОБ ОРИЕНТИРОВАНИЯ ИЗДЕЛИЙ РАЗЛИЧНОЙ ФОРМЫ ПРИ ИХ ТРАНСПОРТИРОВАНИИ ИМ.Л.П.ПЕТРЕНКО-ВЕРСИЯ VI | 2001 |
|
RU2203209C1 |
| СПОСОБ ОРИЕНТИРОВАНИЯ ИЗДЕЛИЙ РАЗЛИЧНОЙ ФОРМЫ ПРИ ИХ ТРАНСПОРТИРОВАНИИ | 1998 |
|
RU2154011C2 |
| УСТРОЙСТВО для ОРИЕНТАЦИИ И ТРАНСПОРТИРОВКИ | 0 |
|
SU330086A1 |
| РЕАКТОР С ПСЕВДООЖИЖЕННЫМ СЛОЕМ, ТРЕХФАЗНЫЙ ШЛАМОВЫЙ РЕАКТОР И СПОСОБЫ ОБЕСПЕЧЕНИЯ ИХ ФУНКЦИОНИРОВАНИЯ (ВАРИАНТЫ) | 2006 |
|
RU2391132C2 |

