Изобретение относится к области радиоэлектронных технологий, а именно к способу и устройству ориентирования изделий различной формы, например радиоэлектронных компонентов, при их транспортировании, и может быть использовано в малогабаритных автоматах поверхностного монтажа.
Известен способ ориентирования изделий различной формы при их транспортировании (см. заявку №2001121961 от 07.08.2001 г.), согласно которому изделию, находящемуся своей поверхностью на поверхности вращения, сообщают смещенное радиальное усилие посредством смещенных радиальных направляющих, при этом формирование строчной последовательности осуществляют путем смещения каждого изделия строчной последовательности на соответствующий радиус свинченной или развинченной части спирали посредством соответствующих смещенных радиальных направляющих, которые располагают с дискретным шагом с последующим общим или последовательным смещением или разворотом сформированной строчной последовательности изделий до зоны приема строчной последовательности, где и удерживают ее до момента одновременного переноса ее на общий носитель для соответствующей фиксации (прототип).
Известный прототип имеет технологические возможности, которые заключаются в возможности посредством поверхности транспортирования и смещенных радиальных направляющих подавать однозначно ориентированные изделия, которые произвольным образом сброшены на поверхность транспортирования, в наперед выбранную точку поверхности транспортирования, где и удерживать ее также с наперед выбранной ориентацией, при этом для приема и последующего переноса изделия используется простейший элемент - смоченная водой поверхность, что позволяет использовать его в высокоскоростной технологии поверхностного монтажа, при этом надежность приема изделия различной формы существенно зависит от устойчивости выбранной ориентации изделия в зоне формирования строчной последовательности или в зоне приема, а для этого необходимо ввести ограничения на степень его свободы. С другой стороны, для формирования строчной последовательности, например, из одного изделия, которое находится в одном из крайнем позиционном положении строчной последовательности, требуется почти полный оборот поверхности транспортирования, что в конечном счете снижает быстродействие автомата поверхностного монтажа, что не желательно.
Технологическим и техническим результатом предложенного изобретения является повышение надежности известного способа и увеличение скоростных параметров путем введения дополнительных операций, в частности совокупность каналов строчных последовательностей располагают на плоскости вращения и ориентируют каждый из них вдоль смещенной радиальной направляющей, при этом общий носитель своей плоскостью располагают компланарно плоскости вращения с возможностью смещения, а элементы сформированных строчных последовательностей переносят последовательной совокупностью элементов переноса, которые располагают как над совокупностью каналов, так и над общим носителем с возможностью вращения, которое синхронизируют с вращением совокупности каналов строчных последовательностей, при этом подачу изделий выполняют при совместном вращении совокупности каналов и плоскости вращения, а в каналах изделия располагают продольной ориентации, а изменение ориентации изделия в канале строчной последовательности осуществляют перед приемом его на элемент переноса.
Указанный технологический и технический результат достигается следующим способом и устройством.
Способ ориентирования изделий различной формы при их транспортировании, согласно которому предварительно в каждом канале, расположенном на диске по замкнутому кругу, последовательно устанавливают ограничитель смещения изделия в позиционное положение, которое соответствует координатному положению изделия на общем носителе как в строке его архитектурной композиции, так и в последовательности строк, при этом сформированную совокупность каналов строчных последовательностей приводят во вращательное движение вокруг оси вращения сформированной совокупности каналов строчных последовательностей, после чего осуществляют подачу изделий в каналы строчных последовательностей с последующим переносом соответствующих изделий в соответствующие позиционное положение на общем носителе для фиксации, при этом каждый канал ориентирован на диске вдоль соответствующей радиальной направляющей, при этом общий носитель своей плоскостью располагают компланарно диску с возможностью смещения, а изделия сформированных строчных последовательностей переносят последовательной совокупностью элементов переноса, которые располагают как над совокупностью каналов строчных последовательностей, так и над общим носителем с возможностью вращения, которое синхронизируют с вращением совокупности каналов строчных последовательностей, при этом подачу изделий выполняют при совместном вращении совокупности каналов строчных последовательностей и диска, а в каналах изделия располагают продольной ориентации, а изменение ориентации изделия в канале строчной последовательности осуществляют перед приемом его на элемент переноса.
Устройство ориентирования изделий различной формы при их транспортировании, содержащее диск с возможностью вращения, совокупность каналов с ограничителем смещения изделия, которая расположена по замкнутому кругу с возможностью вращения, элементы переноса и общий носитель, при этом указанные каналы расположены на дополнительном диске, который расположен над диском, при этом толщина дополнительного диска не превышает толщины транспортируемого изделия, длина его каналов не меньше максимальной длины формируемой строчной последовательности, каналы расположены с равным шагом вдоль радиальных направляющих, расположенных по замкнутому кругу, а в каждом канале расположены ограничители смещения поданных в них изделий, при этом каждый из ограничителей выполнен с возможностью смещения в канале в пределах формируемой строчной последовательности, и угловой толкатель для переориентирования изделий, при этом элементы переноса располагают над общим носителем и над дополнительным диском с каналами с возможностью их периодического совмещения.
На фиг.1-4 изображены устройства, которые реализуют предложенный способ.
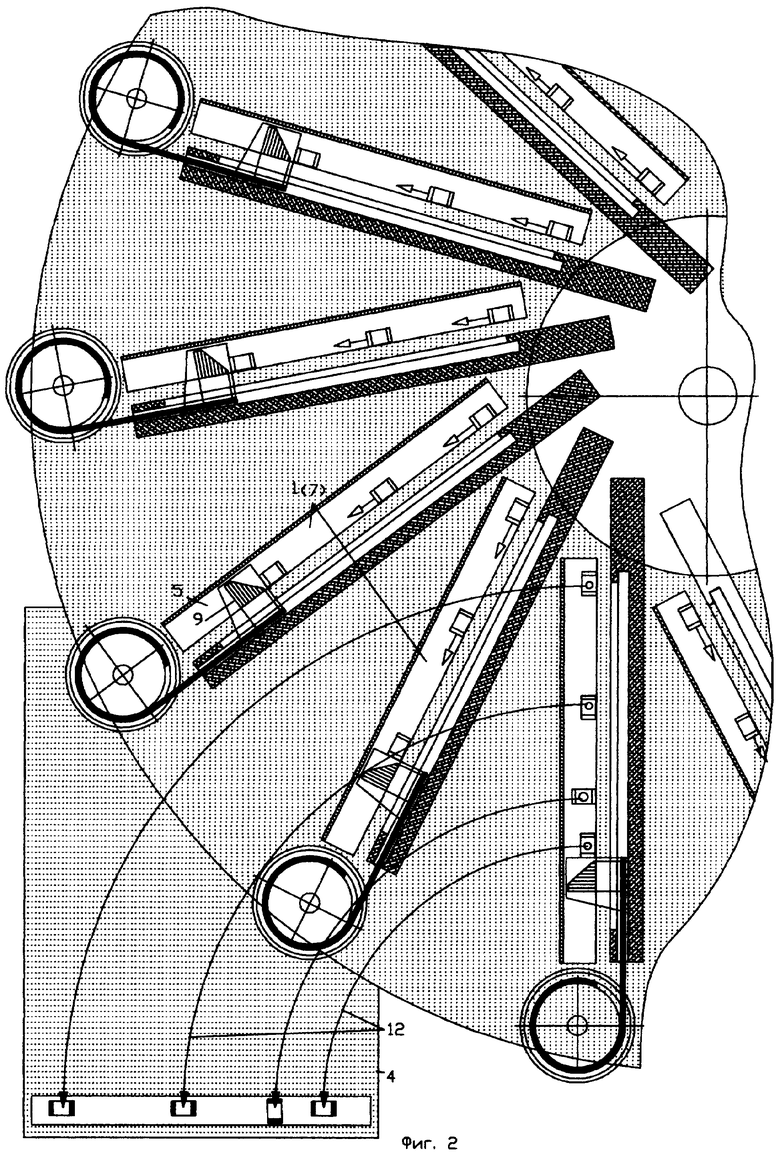
Устройство содержит совокупность каналов 1 с ограничителем смещения 2 изделия, которая расположена по замкнутому кругу с возможностью вращения, элементы переноса 3 и общий носитель 4, при этом введен диск 5 с возможностью вращения, над поверхностью которого располагают дополнительный диск 6, толщина которого не превышает толщины транспортируемого изделия, при этом в нем выполнены каналы 1 в виде отверстий 7 (каналы 1 и отверстия 7 функционально эквивалентны элементам конструкции), длина которого не меньше максимальной длины формируемой строчной последовательности и каналы 1 расположены с равным шагом вдоль смещенных радиальных направляющих, расположенных по замкнутому кругу, а в каждом канале 1 расположены ограничители смещения 2 поданных в них изделий, которые представляют собой упор в виде пластины, передняя грань которого ортогональна направлению движения изделий в канале, и угловой толкатель 9, при этом каждый из ограничителей смещения выполнен с возможностью смещения в канале 1 в пределах формируемой строчной последовательности и возможностью переориентации изделий фиг.2-4 посредством углового толкателя 9, которые при кратковременном воздействии на изделие, путем смещения вдоль канала 1 частично разворачивает его на угол углового толкателя 9. После чего угловой толкатель возвращается в исходное положение, а развернутое таким образом изделие на упоре в виде пластины доворачивается посредством поверхности транспортирования диска 5 до ортогональной ориентации, т.е. длина изделия ориентирована ортогонально ориентации канала 1. При этом элементы переноса 3, фиг.1, располагают над общим носителе 4 и над дополнительным диском 6 с каналами с возможностью их периодического совмещения. Другими словами, при синхронизированном вращении совокупности элементов переноса 3 и дополнительного диска 6 происходит совпадение ориентации одного элемента переноса и одного канала 1 для того, чтобы в момент совпадения, совмещения или расположением их друг над другом элемент переноса мог опуститься в направлении канала 1 и посредством капиллярных сил смоченной водой поверхности элемента переноса приклеить соорентированное и смещенное в соответствующие координаты строчной последовательности изделие и затем вернуться в исходное положение. Над диском 5 в секторе расположены кассеты 8 с изделиями всего ассортимента для соответствующей подачи их в соответствующие каналы 1 при их дискретном или непрерывном вращении.
На фиг.2 изображено устройство с возможностью переориентации изделий посредством кратковременного воздействия углового толкателя 9 на изделие, в результате чего оно изменяет продольную ориентацию изделия, а диск 5 разворачивает его до ортогональной ориентации. А так же своего рода условный канал 11, в котором сформирована строчная последовательность изделий с разной ориентацией, но одной строчной последовательности, которые переносами 12 соответствующими элементами переноса формируют строчную последовательность изделий на общем носителе 4, после чего общий носитель смещается для установки изделий очередной строчной последовательности.
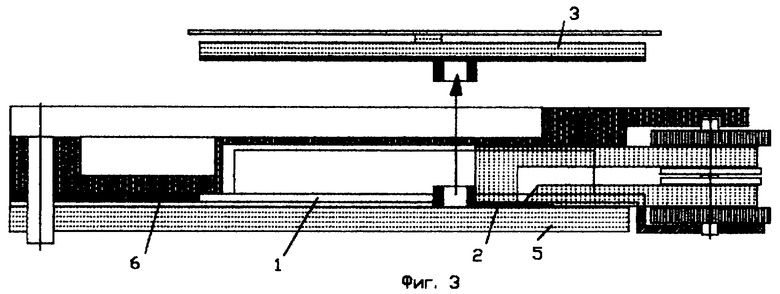
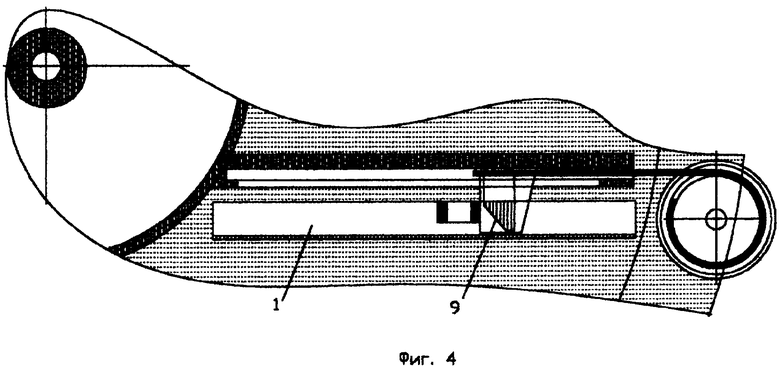
На фиг.3 и 4 изображено позиционное расположение элемента переноса 3 над каналом 1 формирования строчной последовательности изделий с угловым толкателем 9.
Работа устройства заключается в следующем.
Предварительно в каждом канале 1 последовательно устанавливают ограничитель 2 смещения изделия в позиционное положение, которое соответствует координатному положению изделия на общем носителе 4 как в строке его архитектурной композиции, так и в последовательности строк, при этом сформированную совокупность каналов 1 располагают по замкнутому кругу и приводят во вращательное движение вокруг оси вращения 10 сформированной совокупности каналов 1, после чего осуществляют подачу 11 изделий в каналы 1 строчных последовательностей с последующим переносом 12 фиг.2 соответствующих изделий в соответствующие координаты общего носителя 4 для фиксации, при этом совокупность каналов 1 строчных последовательностей располагают на плоскость вращения диска 5 и ориентируют каждый из них вдоль смещенной радиальной направляющей, при этом общий носитель 4 своей плоскостью располагают компланарно плоскости вращения с возможностью смещения, а изделия сформированных строчных последовательностей переносят 12 последовательной совокупностью элементов переноса 3, которые располагают как над совокупностью каналов 1, так и над общим носителем 4 с возможностью вращения, которое синхронизируют с вращением совокупности каналов 1 строчных последовательностей, при этом подачу 11 изделий выполняют при совместном вращении совокупности каналов 1 и плоскости вращения 5, а в каналах 1 изделия располагают продольной ориентации, а изменение ориентации изделия в канале 1 строчной последовательности осуществляют перед приемом его на элемент переноса 3.
Использование изобретения позволяет повысить надежность работы малогабаритных автоматов поверхностного монтажа с одновременным увеличением его скоростных параметров.
Изобретение относится к области радиоэлектроники и может быть использовано при монтаже радиоэлектронных компонентов. Для ориентирования изделий различной формы при их транспортировании предварительно в каждом канале, расположенном на диске по замкнутому кругу, последовательно устанавливают ограничитель смещения изделия в позиционное положение, которое соответствует координатному положению изделия на общем носителе. Совокупность каналов приводят во вращательное движение, после чего осуществляют подачу изделий в каналы с последующим переносом их на общий носитель. Каждый канал ориентирован на диске вдоль соответствующей радиальной направляющей, при этом общий носитель своей плоскостью располагают компланарно диску с возможностью смещения. Совокупность элементов переноса располагают как над совокупностью каналов строчных последовательностей, так и над общим носителем с возможностью вращения, которое синхронизируют с вращением совокупности каналов. Подачу изделий выполняют при совместном вращении совокупности каналов и диска. Изменение ориентации изделия в канале строчной последовательности с продольной осуществляют перед приемом его на элемент переноса при помощи углового толкателя. Технический результат - повышение надежности. 2 н.п. ф-лы, 4 ил.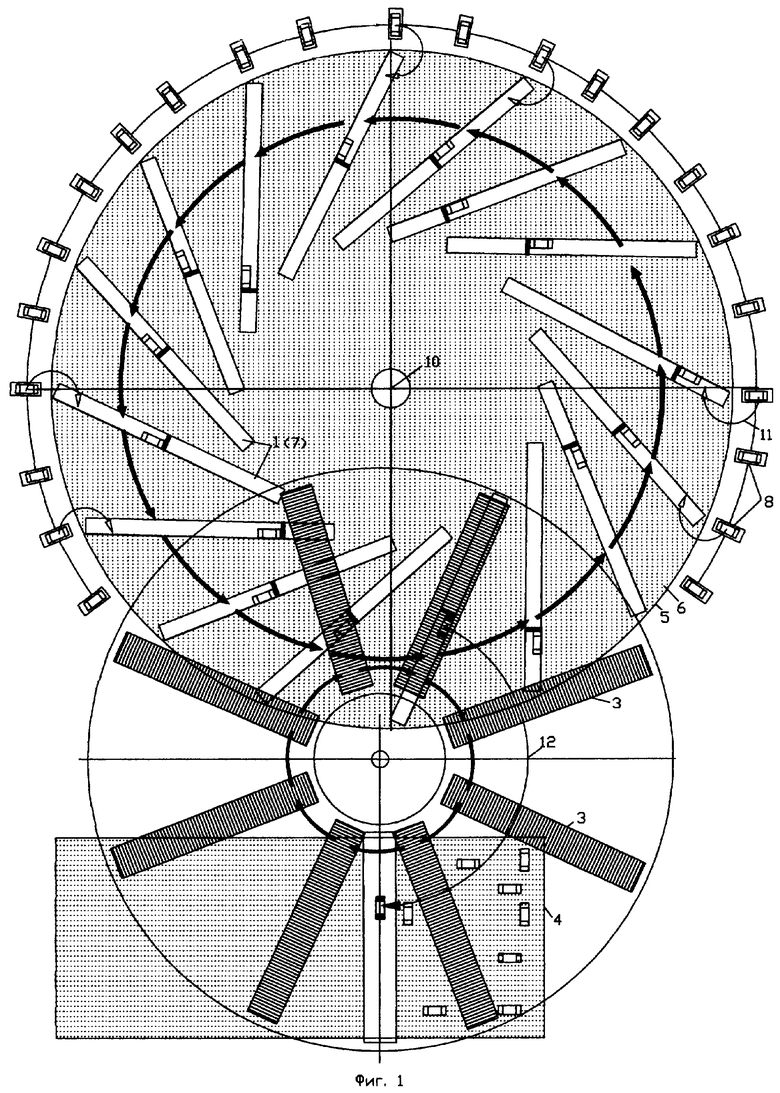
| СПОСОБ ОРИЕНТИРОВАНИЯ ИЗДЕЛИЙ РАЗЛИЧНОЙ ФОРМЫ ПРИ ИХ ТРАНСПОРТИРОВАНИИ ИМ.Л.П.ПЕТРЕНКО-ВЕРСИЯ VI | 2001 |
|
RU2203209C1 |
| Устройство для транспортировки микросхем | 1978 |
|
SU750769A1 |
| Устройство для ориентации деталей цилиндрической формы с выступом на одном из торцев | 1984 |
|
SU1192179A1 |
| Способ крашения тканей | 1922 |
|
SU62A1 |
| ЩИТОВОЙ ДЛЯ ВОДОЕМОВ ЗАТВОР | 1922 |
|
SU2000A1 |

