Изобретение относится к области радиоэлектронных технологий, а именно к способу и устройству ориентирования изделий различной формы, например радиоэлектронных компонентов, при их транспортировании, и может быть использовано в малогабаритных автоматах поверхностного монтажа.
Известен способ ориентирования изделий различной формы при их транспортировании (см. заявку №2001121961 от 07.08.2001 г.), согласно которому изделию, находящемуся своей поверхностью на поверхности вращения, сообщают смещенное радиальное усилие посредством смещенных радиальных направляющих, при этом формирование строчной последовательности осуществляют путем смещения каждого изделия строчной последовательности на соответствующий радиус свинченной или развинченной части спирали посредством соответствующих смещенных радиальных направляющих, которые располагают с дискретным шагом с последующим общим или последовательным смещением или разворотом сформированной строчной последовательности изделий до зоны приема строчной последовательности, где и удерживают ее до момента одновременного переноса ее на общий носитель для соответствующей фиксации (прототип).
Известный прототип имеет технологические возможности, которые заключаются в возможности посредством поверхности транспортирования и смещенных радиальных направляющих подавать однозначно ориентированные изделия, которые произвольным образом сброшены на поверхность транспортирования, в наперед выбранную точку поверхности транспортирования, где и удерживать ее также с наперед выбранной ориентацией, при этом для приема и последующего переноса изделия используется простейший элемент смоченная водой поверхность, что позволяет использовать его в высокоскоростной технологии поверхностного монтажа, при этом надежность приема изделия различной формы существенно зависит от устойчивости выбранной ориентации изделия в зоне формирования строчной последовательности или в зоне приема, а для этого необходимо ввести ограничения на степень его свободы. С другой стороны, для формирования строчной последовательности, например, из одного изделия, который находится в одном из крайних позиционных положений строчной последовательности требуется почти полный оборот поверхности транспортирования, что в конечном счете снижает быстродействие автомата поверхностного монтажа, что не желательно.
Технологическим и техническим результатом предложенного изобретения является повышение надежности известного способа и увеличение скоростных параметров путем введения дополнительных операций, в частности, поданные на поверхность транспортирования изделия подают в один канал, с которого осуществляют непрерывную или дискретную подачу изделий в зону приема и формирования строчной последовательности, при этом зону приема выполняют в виде взаимно ортогональных направляющих с возможностью индивидуальной ориентации принимаемых изделий, при этом одну из взаимно ортогональных направляющих ориентируют вдоль формируемой строчной последовательности, которую располагают ортогонально диаметру транспортной поверхности и выполняют с возможностью изменения позиционного положения изделия в интервале длины строчной последовательности, после чего путем сдвига принятых изделий вдоль строчной последовательности устанавливают их в позиционные положения, которые однозначно соответствуют архитектурной композиции изделий на общем носителе, после чего осуществляют прием их на элемент переноса.
Указанный технологический и технический результат достигается следующим способом и устройством.
Способ ориентирования изделий различной формы при их транспортировании, согласно которому на поверхность транспортирования, выполненную с возможностью вращения, подают изделия, после чего изделия подают в узел формирования строчной последовательности, где и удерживаются эти изделия до момента приема их на элемент переноса, посредством которого осуществляется перенос изделия строчной последовательности на общий носитель для соответствующей фиксации его на нем, при этом подачу изделий на поверхность транспортирования осуществляют путем контролируемого или неконтролируемого сброса их на поверхность транспортирования с последующим предварительным разворотом их на поверхности в направляющих, обеспечивающих однозначное ориентирование сброшенных на поверхность изделий, для последующей подачи изделий в узел формирования строчной последовательности, при этом узел формирования строчной последовательности выполняют в виде взаимно ортогональных направляющих с возможностью индивидуальной ориентации принимаемых изделий, при этом одну из взаимно ортогональных направляющих ориентируют вдоль формируемой строчной последовательности, причем узел формирования строчной последовательности выполняют с возможностью изменения позиционного положения изделия в интервале длины строчной последовательности, после подачи изделий в упомянутый узел путем сдвига принятых изделий устанавливают их в позиционные положения, которые однозначно соответствуют архитектурной композиции изделий на общем носителе, после чего осуществляют прием их на элемент переноса.
При этом прием изделий с возможностью изменения ориентации принимаемых изделий осуществляют путем приема изделия на взаимно ортогональные направляющие и корректируют ориентацию изделия до ориентации принимающей направляющей, после чего смещают изделие в позиционное положение архитектурной композиции строчной последовательности для последующего переноса строчной последовательности элементом переноса на общий носитель для фиксации.
При этом прием изделия на взаимно ортогональные направляющие осуществляют путем фиксированного смещения ортогональных направляющих из исходного положения, после чего принятое изделие с измененной ориентацией смещают до положения, соответствующего архитектурной композиции формируемой строчной последовательности.
При этом исходным положением взаимно ортогональных направляющих выбирают либо крайнее положение, соответствующее началу или концу формируемой строчной последовательности, либо среднее положение строчной последовательности.
Устройство ориентирования изделий различной формы при их транспортировании, содержащее поверхность транспортирования, выполненную с возможностью вращения, над которой расположены кассеты с изделиями для последующей подачи их на поверхность транспортирования для подачи изделий в узел формирования строчной последовательности, совокупность элементов переноса с возможностью вращения, под которой расположен общий носитель для приема изделий строчной последовательности, при этом узел формирования строчной последовательности изделий выполнен в виде двух жестко связанных и взаимно ортогональных пластин, толщина которых не больше минимальной высоты подаваемых изделий, упомянутые взаимно ортогональные пластины связаны с подпружиненной пластиной, которая расположена в направляющих с возможностью смещения как в одном, так и в другом направлении, при этом в подпружиненной пластине выполнена линейная зубчатая поверхность, функционально связанная с шаговым двигателем, длина которой не меньше длины перемещения изделия при формировании архитектурной композиции строчной последовательности.
На фиг.1 изображены устройства, которые реализуют предложенный способ.
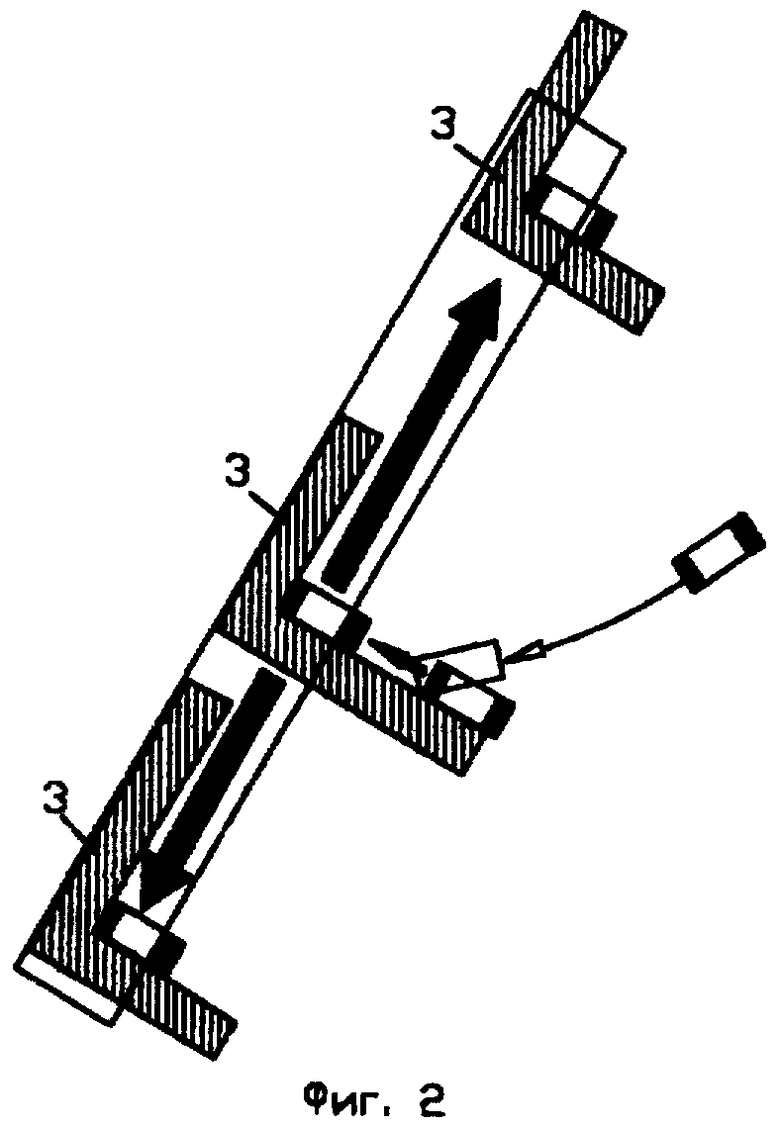
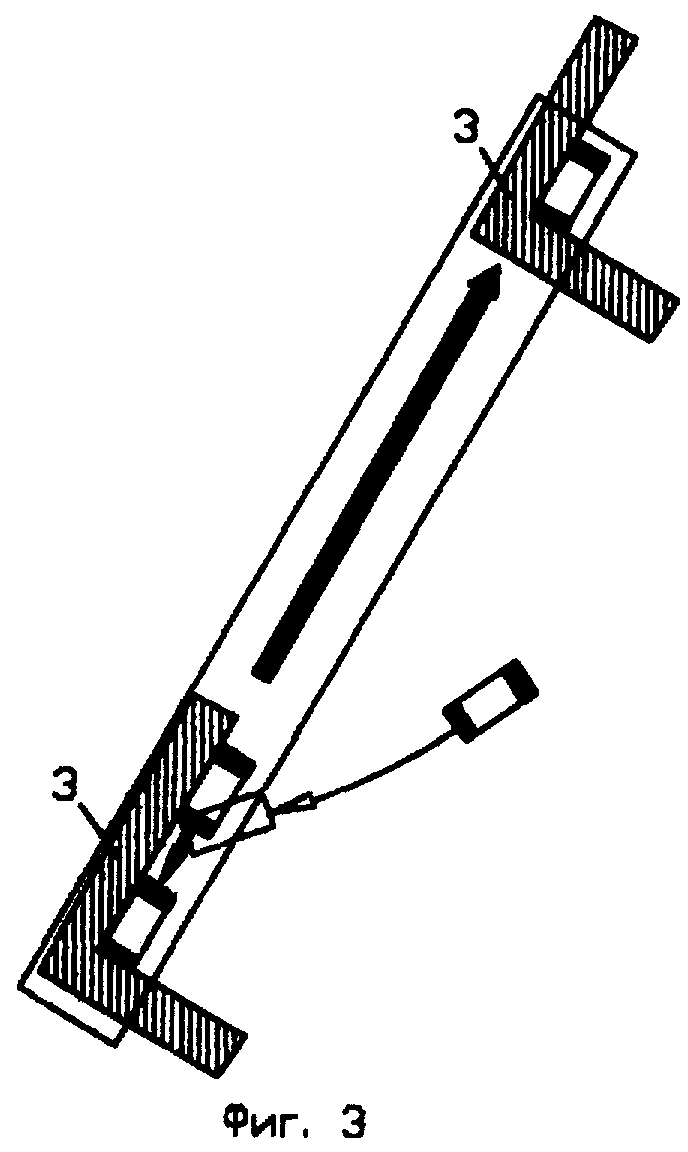
На фиг.2 и 3 изображены операции приема изделий с формированием строчной последовательности с одной ориентацией и ей ортогональной.
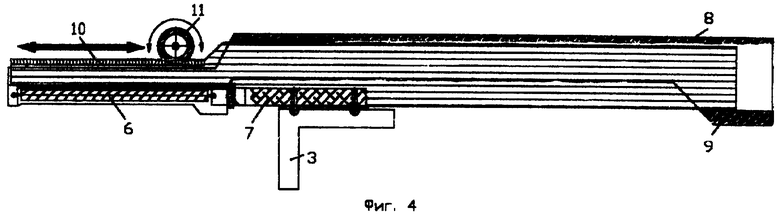
На фиг.4 изображена конструкция узла формирования строчной последовательности. Устройство на фиг.1 содержит поверхность транспортирования в виде диска 1 с возможностью вращения, над которой расположены кассеты 2 с изделиями для последовательной подачи их на поверхность транспортирования для последующей подачи изделий в узел формирования строчной последовательности 3, совокупность элементов переноса 4 с возможностью вращения, под которой расположен общий носитель 5 для приема изделий строчной последовательности. При этом узел формирования строчной последовательности 3 изделий на фиг.4 выполнен в виде двух жестко связанных и взаимно ортогональных пластин, толщина которых не больше минимальной высоты подаваемых изделий, которые шарнирно связаны с подпружиненной 6 пластиной 7, которая расположена в направляющих 8, 9 с возможностью смещения как в одном, так и в другом направлении, при этом в подпружиненной пластине выполнена линейная зубчатая поверхность 10, функционально связанная с шаговым двигателем 11, длина которой не меньше длины перемещения изделия при формировании архитектуры строчной последовательности.
В предложенном устройстве на поверхность транспортирования в виде диска 1 с возможностью вращения подают изделия с кассет 2, после чего изделия подают в зону приема и формирования строчной последовательности, т.е. в узел формирования строчной последовательности 3, где и удерживается оно до момента приема ее на элемент переноса, посредством которого осуществляется перенос изделия строчной последовательности на общий носитель 5 для соответствующей фиксации его на нем, при этом подачу изделий на поверхность транспортирования 1 осуществляют путем контролируемого или не контролируемого сброса их на поверхность транспортирования с последующим предварительным разворотом их на поверхности в направляющих 12 и 13 обеспечивающих однозначное ориентирование сброшенных на поверхность изделий, для последующей подачи изделий в зону приема или узел формирования строчной последовательности. При этом поданные на поверхность транспортирования изделия подают в один канал, с которого осуществляют непрерывную или дискретную подачу изделий в зону приема 3 и формирования строчной последовательности, при этом зону приема выполняют в виде взаимно ортогональных направляющих 3 с возможностью индивидуальной ориентации принимаемых изделий, при этом одну из взаимно ортогональных направляющих ориентируют вдоль формируемой строчной последовательности, которую располагают ортогонально диаметру транспортной поверхности и выполняют с возможностью изменения позиционного положения изделия в интервале длины строчной последовательности, после чего путем сдвига принятых изделий вдоль строчной последовательности устанавливают их в позиционные положения, которые однозначно соответствуют архитектурной композиции изделий на общем носителе 5, после чего осуществляют прием их на элемент переноса.
Выше описанная конструкция позволяет реализовать следующую последовательность операций, а именно зону приема выполняют в виде взаимно ортогональных направляющих 3 с возможностью индивидуальной ориентации принимаемых изделий. Одну из взаимно ортогональных направляющих ориентируют вдоль формируемой строчной последовательности, которую располагают ортогонально диаметру транспортной поверхности и выполняют с возможностью изменения позиционного положения изделия в интервале длины строчной последовательности, после чего путем сдвига принятых изделий вдоль строчной последовательности устанавливают их в позиционные положения, которые однозначно соответствуют архитектурной композиции изделий на общем носителе, после чего осуществляют прием их на элемент переноса.
При этом исходное положение взаимно ортогональных направляющих (фиг.3) выбирают либо в крайнем, где возникают максимальные смещенные радиальные усилия и где позиционное положение взаимно ортогональных направляющих соответствует началу или концу формируемой строчной последовательности, либо в среднем положении строчной последовательности (фиг.2), в данном случае смещение изделий выполняют в интервале половины длины строчной последовательности. Как в первом, так и втором случае в зависимости от ориентации изделия его подают на одну или другую ортогональную направляющую 3.
Использование изобретения позволяет повысить надежность работы малогабаритных автоматов поверхностного монтажа с одновременным увеличением его скоростных параметров.
Изобретение относится к области радиоэлектронных технологий. Согласно способу ориентирования изделий различной формы при их транспортировании подачу изделий на поверхность транспортирования осуществляют путем сброса их на поверхность транспортирования с последующим предварительным разворотом на поверхности в направляющих, обеспечивающих однозначное ориентирование сброшенных на поверхность изделий, для последующей подачи изделий в узел формирования строчной последовательности. Узел формирования строчной последовательности выполняют в виде взаимно ортогональных направляющих с возможностью индивидуальной ориентации принимаемых изделий, при этом одну из взаимно ортогональных направляющих ориентируют вдоль формируемой строчной последовательности. Узел формирования строчной последовательности выполняют с возможностью изменения позиционного положения изделия в интервале длины строчной последовательности. После подачи изделий в упомянутый узел путем сдвига принятых изделий устанавливают их в позиционные положения, которые однозначно соответствуют архитектурной композиции изделий на общем носителе, после чего осуществляют прием их на элемент переноса. В устройстве ориентирования изделий различной формы при их транспортировании согласно изобретению узел формирования строчной последовательности изделий выполнен в виде двух жестко связанных и взаимно ортогональных пластин, толщина которых не больше минимальной высоты подаваемых изделий. Упомянутые взаимно ортогональные пластины связаны с подпружиненной пластиной, которая расположена в направляющих с возможностью смещения как в одном, так и в другом направлении. В подпружиненной пластине выполнена линейная зубчатая поверхность, функционально связанная с шаговым двигателем, длина которой не меньше длины перемещения изделия при формировании архитектурной композиции строчной последовательности. В результате повышается надежность и увеличиваются скоростные параметры. 2 н. и 3 з.п. ф-лы, 4 ил.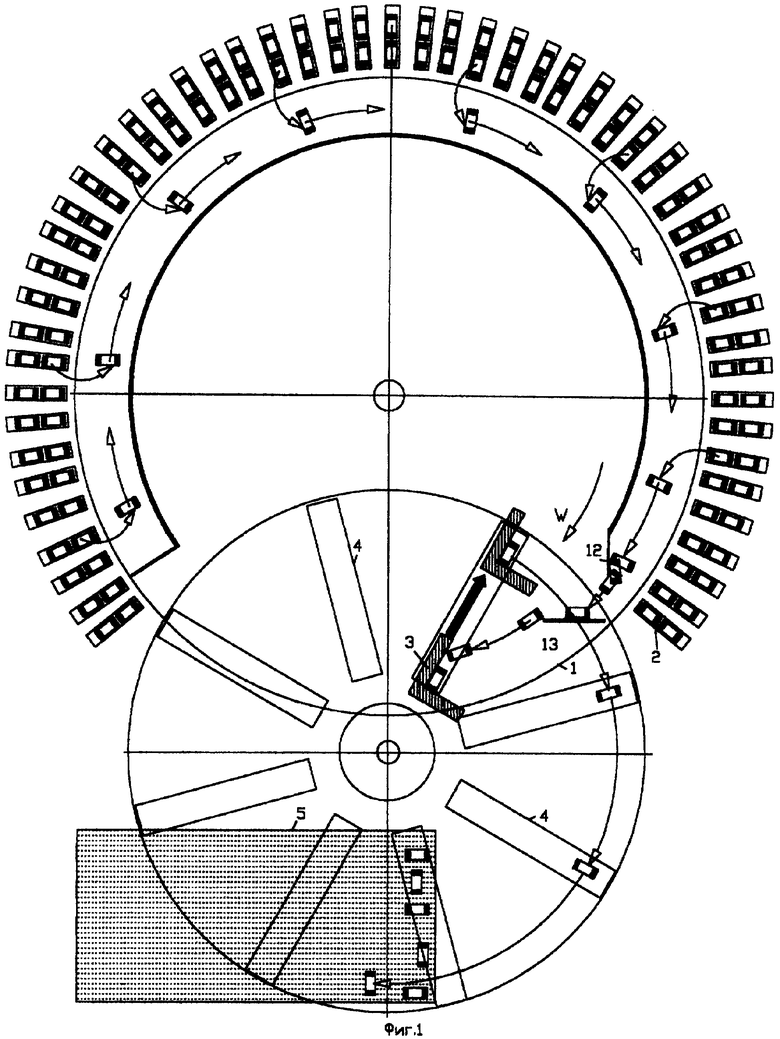
| СПОСОБ ОРИЕНТИРОВАНИЯ ИЗДЕЛИЙ РАЗЛИЧНОЙ ФОРМЫ ПРИ ИХ ТРАНСПОРТИРОВАНИИ ИМ.Л.П.ПЕТРЕНКО-ВЕРСИЯ VI | 2001 |
|
RU2203209C1 |
| СПОСОБ ОРИЕНТИРОВАНИЯ ИЗДЕЛИЙ РАЗЛИЧНОЙ ФОРМЫ ПРИ ИХ ТРАНСПОРТИРОВАНИИ | 1998 |
|
RU2154011C2 |
| УСТРОЙСТВО для ОРИЕНТАЦИИ И ТРАНСПОРТИРОВКИ | 0 |
|
SU330086A1 |
| РЕАКТОР С ПСЕВДООЖИЖЕННЫМ СЛОЕМ, ТРЕХФАЗНЫЙ ШЛАМОВЫЙ РЕАКТОР И СПОСОБЫ ОБЕСПЕЧЕНИЯ ИХ ФУНКЦИОНИРОВАНИЯ (ВАРИАНТЫ) | 2006 |
|
RU2391132C2 |

