Изобретение относится к черной металлургии, в частности, к способам горячего ремонта футеровки конвертера.
Известен способ ремонта футеровки конвертера, где с целью повышения стойкости футеровки наносят шлаковый гарнисаж из доломита и конвертерного шлака предыдущей плавки путем периодических наклонов конвертера в противоположные стороны с выдержкой в каждом положении [1]. Способ позволяет осуществлять ремонт сливной и завалочной сторон конвертера путем нанесения шлакового гарнисажа.
Недостатком данного способа являются ремонт отдельных участков футеровки, неравномерное и неполное распределение шлака по поверхности футеровки. Использование кислорода при подготовке шлакового расплава повышает его жидкотекучесть и снижает стойкость шлакового гарнисажа. Расход доломита на подготовку шлакового расплава связан с расходом извести на плавку эмпирическим уравнением, которое не дает возможности оценить влияние составляющих шлака на его свойства, в то же время ошибки шлакового режима могут повлечь за собой снижение стойкости нанесенного шлакового гарнисажа.
Известен способ восстановления футеровки конвертера, где, при выплавке низкоуглеродистой стали, с целью повышения стойкости нижней части футеровки, на футеровку конвертера наносят высокоосновный гарнисаж из карбонатного материала, конвертерного шлака и боя отработанной основной футеровки, загружаемых в конвертер, путем чередования выдержек и продувки кислородом смеси из этих материалов [2]. Способ позволяет осуществлять наварку огнеупорного боя на футеровку дна конвертера и наносить газодинамическим потоком высокоосновный гарнисаж, который в течение длительного времени защищает футеровку от воздействия агрессивного шлакометаллического расплава.
Недостатками данного способа являются низкая технологичность процесса, связанная с нерациональным чередованием времени выдержки материалов в шлаке и временем нанесения расплава, использование кислорода для разбрызгивания подготовленного шлакового расплава. Использование кислорода для разбрызгивания подготовленного шлакового расплава не только оказывает разрушающее действие на футеровку, но и повышает жидкотекучесть шлакового расплава, тем самым ухудшая стойкость гарнисажа и повышая неравномерность его нанесения по высоте агрегата, что является нерациональным. Использование данного способа горячего ремонта возможно только при выплавке низкоуглеродистой стали, при этом увеличиваются межплавочные простои на восстановление футеровки конвертера.
Известен способ восстановления футеровки конвертера, включающий оставление шлака предыдущей плавки в конвертере, ввод в шлак материалов, повышающих огнеупорные свойства футеровки, продувку шлака инертным газом, периодическое чередование операций нанесения шлакового гарнисажа и поворота конвертера в противоположную сторону [3].
Недостатком данного способа является большая продолжительность цикла нанесения шлакового гарнисажа на футеровку, что увеличивает потери производительного времени работы агрегата. Нерациональный режим присадки материалов, повышающих огнеупорные свойства футеровки, увеличивает время подготовки шлакового расплава к нанесению на футеровку агрегата, что приводит к его переохлаждению и затрудняет направленное нанесение и намораживание брызг шлакового расплава на футеровку конвертера.
Известен способ нанесения покрытия на стенки конвертера, включающий оставление шлака предыдущей плавки, подачу сверху через фурму нейтрального газа для нанесения шлака на внутренние стенки конвертера при переменной высоте фурмы над уровнем днища конвертера [4].
Однако данный способ имеет недостатки. Данный способ не предусматривает операции предварительной подготовки конечного шлака до необходимого состава для понижения реакционной способности и загущения шлака по мере возрастания окисленности шлака. Отсутствие данной операции приводит к неудовлетворительному прилипанию неподготовленного, переокисленного шлакового расплава к поверхности футеровки при нанесении струями нейтрального газа, что не только снижает эффективность нанесения наплесков шлака, но и приводит к обогащению внешних слоев футеровки легкоплавкими соединениями, поступающими из шлака. Из-за высокой окисленности невозможно равномерное распределение шлакового расплава по поверхности футеровки вследствие подвижности шлака: при нанесении его струями нейтрального газа на футеровку агрегата нет формирования равномерного защитного слоя из-за сползания шлакового расплава.
Наиболее близким техническим решением является способ нанесения шлакового гарнисажа на футеровку конвертера, включающий повалку конвертера и выпуск из него металла, оставление в конвертере шлака предыдущей плавки, ввод карбонатных материалов, перемешивание полученного шлакового расплава смесью кислорода с нейтральным газом и нанесение его на внутренние стенки конвертера путем подачи на шлак сверху струй нейтрального газа через фурму при ее переменной высоте [5].
Однако данный способ имеет недостатки. Недостатком данного способа является низкая технологичность процесса, связанная со стойкостью наносимого шлакового покрытия. Перемешивание загруженных в конвертер карбонатных материалов окислительной смесью технологических газов позволяет управлять окислительным потенциалом шлакового расплава, однако приводит к высокому содержанию в нем легкоплавких высокожелезистых минералов. Это зачастую вызывает сползание нанесенного гарнисажа по стенкам агрегата из-за высокой жидкотекучести расплава, повышает неравномерность нанесения шлакового гарнисажа и снижает стойкость нанесенного шлакового покрытия.
Задачей изобретения является повышение эффективности нанесения слоя шлака на футеровку конвертера и увеличение ее стойкости.
Задача решается следующим образом. В способе нанесения шлакового гарнисажа на футеровку конвертера, включающем повалку конвертера и выпуск из него металла, оставление в конвертере шлака предыдущей плавки, ввод шлакообразующих материалов, содержащих Ca и Mg, перемешивание полученного шлакового расплава смесью кислорода и нейтрального газа с последующим нанесением его на внутренние стенки конвертера, согласно изобретению шлакообразующие материалы, содержащие Ca и Mg, вводят последовательно в две стадии: на I стадии присаживают Ca-содержащие материалы, перемешивают полученный шлаковый расплав смесью нейтрального газа с кислородом в соотношении 1:(0,05-0,15), на II стадии присаживают Mg-содержащие материалы в количестве 20-50% от массы присаживаемых на первой стадии Ca-содержащих материалов и перемешивают Mg-содержащие материалы со шлаковым расплавом нейтральным газом, при этом соотношение времени перемешивания шлакового расплава на первой стадии к времени его перемешивания на второй стадии поддерживают равным 1:(1,3.1,5), после чего шлаковый расплав наносят на футеровку струями нейтрального газа.
Признаки, отличающие заявляемое техническое решение от прототипа, не выявлены в других технических решениях и, следовательно, заявляемое техническое решение имеет изобретательский уровень.
Сущность изобретения заключается в том, что после выпуска металла в конвертере оставляют весь шлак, образующийся в ходе кислородно-конвертерной плавки, за исключением того количества, которое уходит в сталеразливочный ковш самотеком. Для подготовки шлака к раздуву на рабочую поверхность футеровки конвертера производят подачу шлакообразующих (известь, известняк, доломит, магнезит, магнезия, бой основной периклазоуглеродистой футеровки) материалов. Подготовка шлакового расплава производится в две стадии: на первой стадии присаживают Ca-содержащие материалы (известь, известняк). После загрузки на шлак Ca-содержащих материалов начинается их взаимодействие с высокожелезистым конечным шлаком с образованием в нем тугоплавкого бредигит-ларнита, закисное железо из силикатных минералов вытесняется и кристаллизуется в виде тугоплавких минералов: кальциомагнезиовюстита, кальциомагнетита, браунмиллерита и ферромонтичеллита. Кратковременное перемешивание расплава смесью нейтрального газа с кислородом увеличивает скорость ассимиляции введенных материалов. Введение на второй стадии Mg-содержащих материалов (магнезиальный порошок, магнезит, доломит, бой основной периклазоуглеродистой футеровки) позволяет формировать тугоплавкие компоненты гарнисажного шлака, такие как остаточные частицы периклаза, кристаллы вюстит-периклаза или магнезиовюстита, магнезиальные шпинелиды, магнезиальные браунмиллериты и низкожелезистый сравнительно тугоплавкий монтичеллит. При взаимодействии магнезита с загущенным шлаковым расплавом магнезия будет растворяться главным образом в легкоплавких высокожелезистых окисных минералах, потому что она не может вытеснять окись кальция из силикатов. Продувка шлакового расплава нейтральным газом на второй стадии увеличивает скорость ассимиляции материалов.
Количество присаживаемых Mg-содержащих материалов изменяется от 20 до 50% от массы присаживаемых на первой стадии Ca-содержащих материалов, что позволяет производить полную подготовку шлакового расплава и формировать тугоплавкие цементирующие компоненты гарнисажного шлака. Количество присаживаемых материалов является оптимальным для подготовки шлакового расплава и использования его для нанесения шлакового гарнисажа во всем интервале изменения физико-химических свойств конечного шлака предыдущей плавки. Количество присаживаемых Mg-содержащих материалов свыше 50% от массы присаживаемых Ca-содержащих материалов приводит к повышению содержания оксида магния в шлаке, что ведет к увеличению температуры плавления подготовленного шлакового расплава и резкому возрастанию экономических затрат. Шлак наносится неравномерно по футеровке конвертера, плохо прилипает. Прсадка Mg-содержащих материалов в количестве менее 20% от массы присаживаемых Ca-содержащих материалов приводит к недостаточной подготовке шлакового расплава, высокое содержание в нем легкоплавких высокожелезистых минералов обусловлено растворением Mg-содержащих материалов главным образом в легкоплавких высокожелезистых окисных минералах, это связано с повышенным сродством окиси кальция к SiO2 по сравнению с MgO. Это ведет к сползанию нанесенного гарнисажа по стенкам агрегата из-за высокой жидкотекучести расплава, повышает неравномерность нанесения шлакового гарнисажа и снижает стойкость нанесенного шлакового покрытия.
Загружаемые в конвертер Ca-содержащие материалы перемешивают со шлаком смесью нейтрального газа с кислородом в соотношении 1:(0,05-0,15), Mg-содержащие материалы перемешивают со шлаком нейтральным газом. Соотношение расхода нейтрального газа с кислородом в газовой смеси 1:(0,05-0,15) на первой стадии и перемешивание Mg-содержащих материалов нейтральным газом на второй стадии позволяют управлять окислительным потенциалом шлакового расплава, обусловленным суммарным содержанием окислов железа в шлаке, количеством введенных материалов, температурным режимом операции и ее продолжительностью. При перемешивании шлакового расплава с Ca-содержащими материалами на первой стадии соотношение расходов нейтрального газа и кислорода в газовой смеси не должно быть меньше 1: (0,05-0,15), в противном случае чрезмерно снижается количество кислорода, подводимого к шлаку, уменьшается теплоотдача от шлака, что затрудняет последующую подготовку шлакового расплава на второй стадии и его нанесение на футеровку конвертера. При соотношении расходов нейтрального газа и кислорода в газовой смеси более 1:(0,05-0,15) увеличивается количество кислорода, подводимого к шлаку, повышается его жидкотекучесть, шлаковый расплав обогащается легкоплавкими высокожелезистыми соединениями, которые снижают огнеупорность шлакового гарнисажа.
При подготовке шлакового расплава на второй стадии Mg-содержащие материалы перемешивают нейтральным газом, что позволяет уменьшить количество легкоплавких высокожелезистых окисных минералов и в дальнейшем повысить огнеупорные свойства и стойкость шлакового покрытия.
Соотношение времени перемешивания шлакового расплава на первой стадии к времени его перемешивания на второй стадии поддерживают равным 1:(1,3...1,5) из-за низкой скорости ассимиляции магнезита заглушенным шлаком. При увеличении соотношения времени перемешивания шлакового расплава более 1:(1,3...1,5) нарушается температурный режим процесса, что затрудняет направленное нанесение и намораживание брызг шлакового расплава на футеровку конвертера. При уменьшении соотношения времени перемешивания шлакового расплава менее 1: (1,3...1,5) в загущенном шлаковом расплаве присаживаемые Mg-содержащие материалы не успевают раствориться, что ведет к недостаточной подготовке шлакового расплава к нанесению на футеровку.
Способ нанесения шлакового гарнисажа был реализован следующим образом. В 160-т конвертере операцию нанесения шлакового гарнисажа производили после выпуска предыдущей плавки. После повалки конвертера и взятия проб металла и шлака примерно 1/3 общего количества шлака удаляется самотеком. Скачивание оставшейся части шлака следующего состава, %: FeO = 25,1; CaO = 46,7; SiO2 = 15,2; MnO = 5,7 специально не производили.
Подготовка шлакового расплава производилась в две стадии. Конвертер устанавливали в рабочее положение и на оставшуюся часть шлака на первой стадии загружали 2,5 т извести. Для ускорения ассимиляции извести шлаковым расплавом опускали кислородную фурму и производили перемешивание шлакового расплава и извести, одновременно подавая азот и кислород, причем расход азота составлял 350 м3/мин, а кислорода 50 м3/мин, что соответствовало соотношению расходов нейтрального газа и кислорода в смеси 1:0,14. Перемешивание шлакового расплава и извести осуществляли в течение 40 с, после чего на загущенный шлак присаживали 1 т магнезитового порошка, что составляло 40% от массы присаживаемой извести и продолжали перемешивание расплава нейтральным газом, причем расход азота составлял 400 м3/мин. Время перемешивания составляло 1 мин, при этом соотношение времени перемешивания шлакового расплава на первой стадии к времени его перемешивания на второй стадии поддерживали равным 1: 1,5. После чего, не прерывая операцию, увеличивали расход азота и производили нанесение подготовленного шлакового расплава струями нейтрального газа на футеровку конвертера.
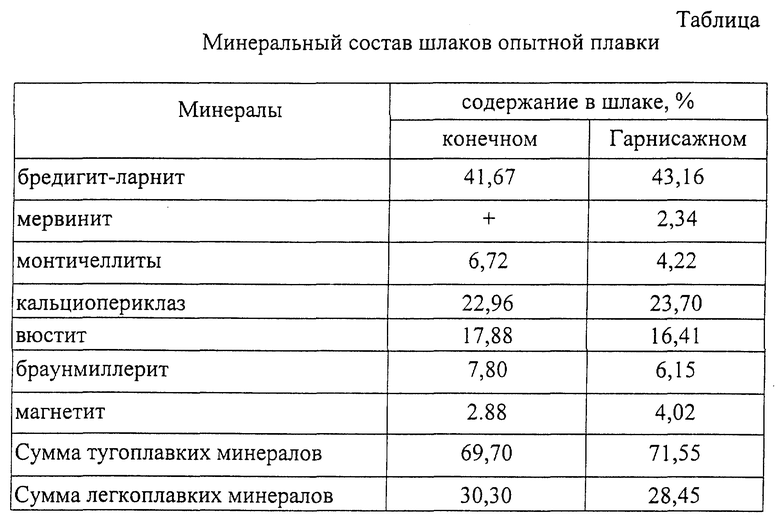
Нанесенный гарнисажный шлак отбирали специальным пробоотборником с футеровки кислородного конвертера. Минеральный состав конечного шлака предыдущей плавки и гарнисажного шлака проведенной операции приведены в таблице.
Зерна извести и периклаза составляли первичную тугоплавкую кристаллическую составляющую гарнисажа. На регенерированных обломках извести и периклаза нарастали тонкие скелетные кристаллы бредигита. При раздувании гарнисажного расплава на футеровку происходило его охлаждение, в результате чего бредигит частично превращался в ларнит. В процессе этого полиморфного превращения ветви скелетных кристаллов первичного бредигита распадались, округлялись. В эту стадию оставшиеся глобулярные скелетные кристаллы бредигит-ларнита регенерировались за счет нарастания ларнита, содержащего изоморфную примесь витлокита и частично монтичеллита. Таким образом, была получена огнеупорная арматурная масса гарнисажа, составлявшая от 60 до 80% его объема. Огнеупорная арматурная масса гарнисажа цементировалась остаточным расплавом, из которого кристаллизовались магнезиальный браунмиллерит, вюстит и низкожелезистый сравнительно тугоплавкий монтичеллит.
Заявляемый способ нанесения шлакового гарнисажа на футеровку конвертера промышленно применим в кислородно-конвертерном производстве.
Источники информации
1. Пат. РФ N 21 14919, C 21 C 5/44, 1997.
2. Авт. св. СССР N 1696488, C 21 C 5/44, 1988.
3. Пат. РФ N 2094475, C 21 C 5/44, 1995.
4. Пат. РФ N 2094474, C 21 C 5/44, 1995.
5. Пат. РФ N 2128714, C 21 C 5/44, 1998.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАНЕСЕНИЯ ШЛАКОВОГО ГАРНИСАЖА НА ФУТЕРОВКУ КОНВЕРТЕРА | 2006 |
|
RU2342444C2 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В КОНВЕРТЕРЕ | 2000 |
|
RU2177508C1 |
| СПОСОБ РЕМОНТА ФУТЕРОВКИ КОНВЕРТЕРА И ФУРМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2273669C1 |
| СПОСОБ ФУТЕРОВКИ КИСЛОРОДНОГО КОНВЕРТЕРА | 2000 |
|
RU2164953C1 |
| СПОСОБ НАНЕСЕНИЯ ШЛАКОВОГО ГАРНИСАЖА НА ФУТЕРОВКУ КОНВЕРТЕРА | 1997 |
|
RU2128714C1 |
| СПОСОБ НАНЕСЕНИЯ ГАРНИСАЖА НА ФУТЕРОВКУ КОНВЕРТЕРА | 2005 |
|
RU2294379C1 |
| СПОСОБ ФОРМИРОВАНИЯ ЗАЩИТНОГО ГАРНИСАЖА НА ПОВЕРХНОСТИ ФУТЕРОВКИ КИСЛОРОДНОГО КОНВЕРТЕРА И МАГНЕЗИАЛЬНЫЙ БРИКЕТИРОВАННЫЙ ФЛЮС (МБФ) ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2015 |
|
RU2606351C2 |
| СПОСОБ НАНЕСЕНИЯ ГАРНИСАЖА НА ФУТЕРОВКУ КОНВЕРТЕРА | 2008 |
|
RU2373291C1 |
| СПОСОБ НАНЕСЕНИЯ ШЛАКОВОГО ГАРНИСАЖА НА ФУТЕРОВКУ КОНВЕРТЕРА | 2008 |
|
RU2397253C1 |
| Способ нанесения шлакового гарнисажа на огнеупорную футеровку кислородного конвертера | 2024 |
|
RU2826359C1 |
Изобретение относится к черной металлургии, в частности к способам горячего ремонта футеровки конвертера. Технический результат - повышение эффективности нанесения слоя шлака на футеровку конвертера и увеличение ее стойкости. При нанесении шлакового гарнисажа на футеровку конвертера шлакообразующие материалы, содержащие Са и Mg, вводят последовательно на оставленный в конвертере шлак предыдущей плавки в две стадии. На первой стадии присаживают Са-содержащие материалы, и перемешивают полученный шлаковый расплав смесью нейтрального газа с кислородом в соотношении 1 : (0,05-0,15). На второй стадии присаживают Mg-содержащие материалы в количестве 20-50% от массы присаживаемых на первой стадии Са-содержащих материалов и перемешивают Mg-содержащие материалы со шлаковым расплавом нейтральным газом. Соотношение времени перемешивания шлакового расплава на первой стадии к времени его перемешивания на второй стадии поддерживают равным 1 : (1,3-0,5). После чего шлаковый расплав наносят на футеровку струями нейтрального газа. 1 табл.
Способ нанесения шлакового гарнисажа на футеровку конвертера, включающий повалку конвертера и выпуск из него металла, оставление в конвертере шлака предыдущей плавки, ввод шлакообразующих материалов, содержащих Са и Mg, перемешивание полученного шлакового расплава смесью кислорода и нейтрального газа с последующим нанесением его на внутренние стенки конвертера, отличающийся тем, что шлакообразующие материалы вводят последовательно в две стадии: на первой стадии присаживают Са-содержащие материалы, и перемешивают полученный шлаковый расплав смесью нейтрального газа с кислородом в соотношении 1 : {0,05 - 0,15), на второй стадии присаживают Mg-содержащие материалы в количестве 20 - 50% от массы присаживаемых на первой стадии Са-содержащих материалов, и перемешивают Mg-содержащие материалы со шлаковым расплавом нейтральным газом, при этом соотношение времени перемешивания шлакового расплава на первой стадии к времени его перемешивания на второй стадии поддерживают равным 1 : (1,3 - 1,5), после чего шлаковый расплав наносят на футеровку струями нейтрального газа.
| СПОСОБ НАНЕСЕНИЯ ШЛАКОВОГО ГАРНИСАЖА НА ФУТЕРОВКУ КОНВЕРТЕРА | 1997 |
|
RU2128714C1 |
| СПОСОБ РЕМОНТА ФУТЕРОВКИ КОНВЕРТЕРА | 1997 |
|
RU2114919C1 |
| RU 21315771 С1, 10.06.1999 | |||
| СПОСОБ ВОССТАНОВЛЕНИЯ ФУТЕРОВКИ КОНВЕРТЕРА В ГОРЯЧЕМ СОСТОЯНИИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2111262C1 |
| Способ восстановления футеровки конвертера | 1988 |
|
SU1696488A1 |
| Способ крашения тканей | 1922 |
|
SU62A1 |
| Способ крашения тканей | 1922 |
|
SU62A1 |
| УСТРОЙСТВО для ТЕЛЕБЛОКИРОВКИ ВЫКЛЮЧАТЕЛЕЙ ФИДЕРОВ КОНТАКТНОЙ СЕТИ ЭЛЕКТРИЧЕСКИХ ЖЕЛЕЗНЫХ ДОРОГ | 0 |
|
SU385771A1 |
| US 4410167, 18.10.1983 | |||
| Устройство для ввода информации | 1977 |
|
SU674011A1 |
