Изобретение относится к области электротехники, а именно к низковольтному аппаратостроению, и может быть использовано в конструкции контакторов и пускателей.
Наиболее близким к изобретению по своей сущности и достигаемому результату является способ изготовления электромагнитного коммутационного аппарата, включающий изготовление корпуса, сердечника с втягивающей катушкой, якоря, обоймы, амортизаторов, узлов контактных траверс, подвижных мостиковых контактных узлов в виде контактных мостиков с привариваемыми к ним серебросодержащими контактными накладками, колодки с неподвижными контактными узлами с серебросодержащими контактными накладками и возвратных пружин и узловую сборку аппарата, покраску, маркировку, испытания и упаковку (см. например, описание изобретения к патенту SU 1762329 А1, 15.02.92).
Задачей настоящего изобретения является обеспечение возможности изготовления аппарата с высокой коммутационной износостойкостью и надежностью работы при одновременной простоте сборки.
Поставленная задача решается за счет того, что в способе изготовления электромагнитного коммутационного аппарата, включающем изготовление корпуса, сердечника с втягивающей катушкой, якоря, обоймы, амортизаторов, узлов контактных траверс, подвижных мостиковых контактных узлов в виде контактных мостиков с привариваемыми к ним серебросодержащими контактными накладками, колодки с неподвижными контактными узлами с серебросодержащими контактными накладками и возвратных пружин и узловую сборку аппарата, покраску, маркировку, испытания и упаковку, согласно изобретению серебросодержащие контактные накладки по крайней мере части подвижных мостиковых узлов изготавливают по крайней мере в пределах четверти их высоты со стороны контактной поверхности с переменным поперечным сечением, уменьшающимся по крайней мере к одному из торцов накладки, причем при приваривании серебросодержащих накладок к контактным мостикам накладку и контактный мостик устанавливают в стальную переменной толщины по длине прямоугольную в плане рамку, при этом контактный мостик размещают в образованном в рамке продольном пазу переменной глубины, большей с одного конца рамки, а подлежащую приварке накладку, в образованном в донной части паза на другом конце рамки вырезе, конфигурация и размеры которого соответствуют конфигурации и размерам накладки, после чего рамку с установленными в ней контактным мостиком и накладкой подводят под сварочный аппарат и производят приваривание накладки к контактному мостику, после чего контактный мостик с приваренной накладкой извлекают из рамки, а затем вставляют его в рамку повторно другим концом, располагая приваренную накладку на участке паза большей глубины, в вырезе размещают вторую серебросодержащую накладку и производят ее приваривание, после чего изготовленный подвижный мостиковый контактный узел извлекают из рамки.
При этом рамку могут изготавливать в зоне расположения участка паза большей глубины с толщиной, превышающей толщину ее на участке расположения выреза с сопряжением зон рамки разной толщины наклонной поверхностью.
Приваривание серебросодержащей накладки к контактному мостику могут производить на сварочном аппарате при токе 6-7 кА, причем контактный мостик устанавливают на нижний неподвижный графитовый электрод сварочного аппарата, после чего укладывают фиксирующую рамку, затем в зону сварки наносят флюс, разведенный водой в соотношении 1:3, насыпают припой и устанавливают в рабочий вырез накладку, на которую опускают верхний графитовый электрод сварочного аппарата и пропускают ток до полного расплавления припоя, а затем ток отключают, а после затвердевания припоя верхний электрод поднимают, снимают изготовленную деталь и охлаждают ее в воде.
По крайней мере, часть контактных мостиков подвижных контактных узлов могут выполнять в виде стального корытообразного основания с расположенной внутри медной пластиной, на боковых сторонах стального корытообразного основания устанавливают дугонаправляющие стальные рога.
По крайней мере, одну серебросодержащую контактную накладку могут выполнять со скосом контактной поверхности, площадь горизонтальной проекции которого составляет не менее 15% от общей площади горизонтальной проекции контактной накладки.
Контактную поверхность, по крайней мере, одной серебросодержащей контактной накладки могут выполнять криволинейной.
Контактную поверхность, по крайней мере, одной серебросодержащей контактной накладки могут выполнять переменной кривизны с образованием, по крайней мере, двух участков разной кривизны.
По крайней мере, часть контактной поверхности, по крайней мере, одного криволинейного участка серебросодержащих контактных накладок могут выполнять цилиндрической.
На корытообразном основании в месте закрепления серебросодержащих контактных накладок могут образовывать отверстия, а на медной пластине - выступы с возможностью их захода в указанные отверстия.
С наружной стороны стального корытообразного основания могут образовывать углубления, концентричные отверстиям.
Узлы контактных траверс могут выполнять составными из двух симметричных полых частей, которые соединяют в зоне опорной поверхности контактной пружиной, причем у подвижных мостиковых контактов каждую полую часть траверсы выполняют с выступом и расположенным на ее опорной поверхности окном, а контактную пружину располагают в полых частях и фиксируют выступами, контактный мостик располагают на опорной поверхности траверсы, причем подвижные мостиковые контактные узлы выполняют со скобой, имеющей перемычку и свободные концы, которые располагают в указанных окнах, скобу связывают с контактной пружиной и контактным мостиком и размещают в полости траверсы с ориентацией свободных концов кверху, при этом контактную пружину устанавливают на внутреннюю поверхность перемычки скобы.
Выступ в полости каждой симметричной части могут выполнять сужающимся к свободному концу с ориентацией последнего к низу полой части траверсы.
Обойму могут выполнять с выступами, на которых устанавливают направляющие в виде ползунов, причем на внутренних сторонах колодки образуют боковые пазы, в которых располагают ползуны, при этом возвратные пружины опирают на ползуны и опорные поверхности корпуса.
В ползунах могут выполнять гнезда для фиксации оси, соединяющей обойму с траверсами.
На торцах обоймы могут выполнять дополнительные выступы, а на соответствующих этим торцам стенках корпуса образуют пазы для размещения дополнительных выступов обоймы.
На боковых стенках обоймы могут образовывать пазы, в которых устанавливают якорь посредством концов двух осей, которые запрессовывают в его тело.
В якоре по оси симметрии могут образовывать выемку для размещения конца траверсы.
Корпус могут выполнять с ребрами, а сердечник - с двумя направляющими с продольными пазами, в которых располагают ребра корпуса, при этом в центральной части направляющих образуют выемки, а катушку выполняют с выступами, которые располагают в выемках направляющих, причем сердечник устанавливают на направляющих посредством осей, на которых устанавливают дополнительные амортизаторы, которые выполняют с выступами, а в стенках корпуса образуют окна, в которых размещают выступы дополнительных амортизаторов.
Могут изготавливать дополнительные контактные узлы цепи управления, которые устанавливают на двух противолежащих наружных поверхностях корпуса.
Технический результат, обеспечиваемый приведенной совокупностью существенных признаков, состоит в возможности изготовления электромагнитного аппарата с высокой коммутационной износостойкостью, надежного при длительной эксплуатации и не требующего сложных операций по сборке при значительном ускорении схода дуги и продления тем самым срока службы как контактных узлов, так и всего аппарата в целом.
Сущность изобретения поясняется чертежами, где на фиг. 1 изображен электромагнитный коммутационный аппарат, продольный разрез;
на фиг. 2 - то же, разрез по А-А на фиг. 1;
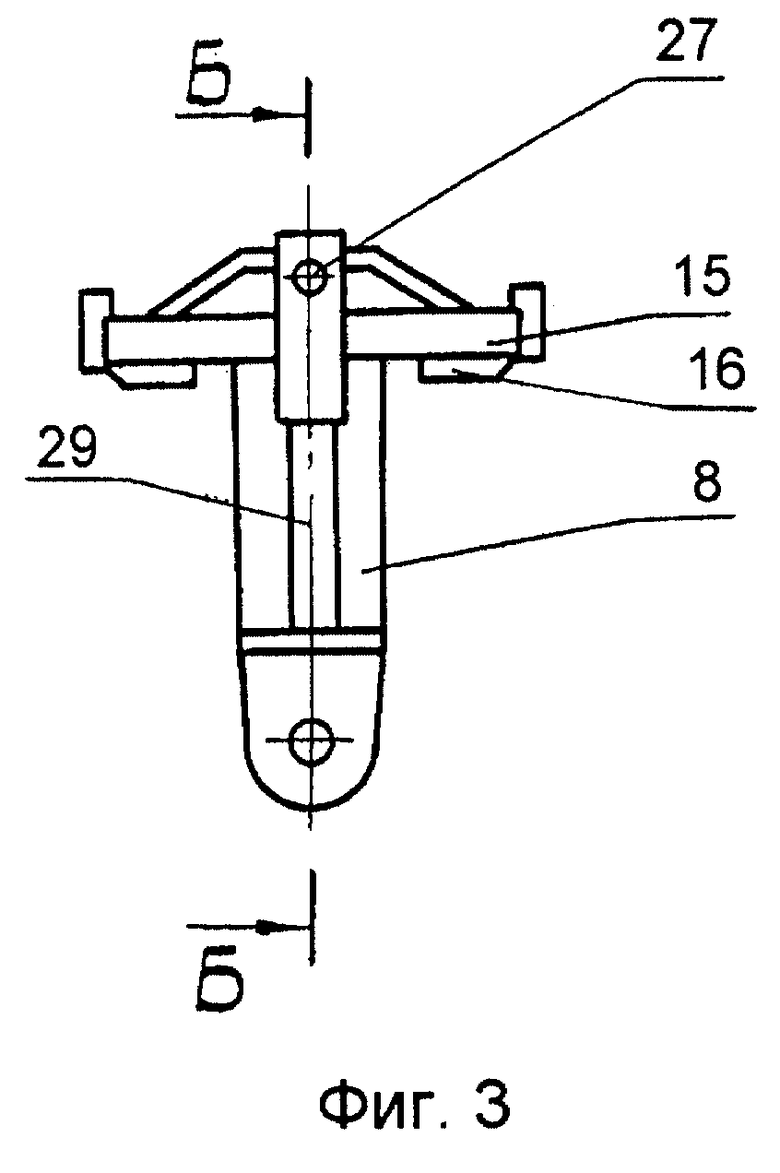
на фиг. 3 - узел контактных траверс;
на фиг. 4 - то же, вид по Б-Б на фиг. 3;
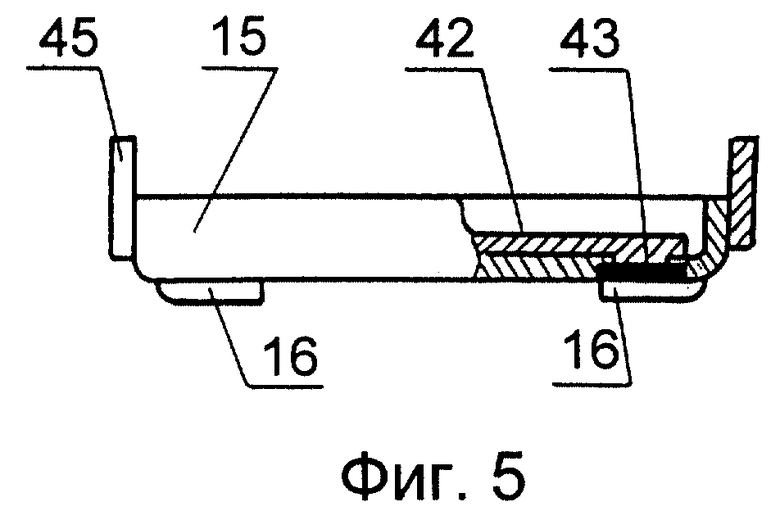
на фиг. 5 - контактный мостик в сборе;
на фиг. 6 и 7 - стальное корытообразное основание контактного мостика в двух проекциях;
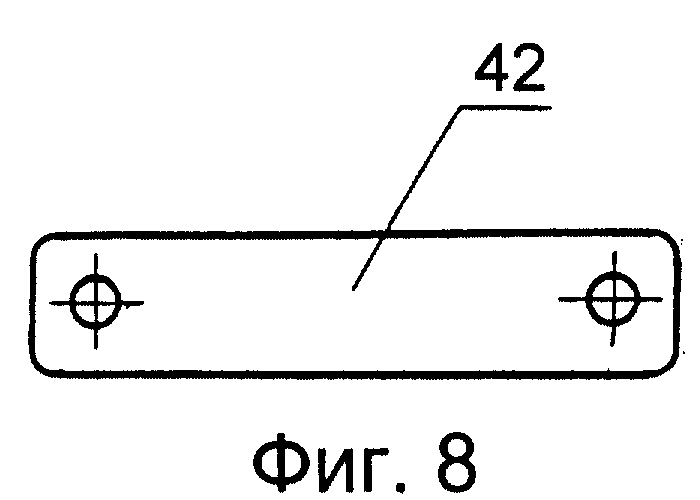
на фиг. 8 и 9 - медная пластина, закрепленная внутри стального корытообразного основания контактного мостика в двух проекциях;
на фиг. 10 и 11 - контактная накладка в двух проекциях;
на фиг. 12 - приспособление для фиксации свариваемых деталей, вид сбоку;
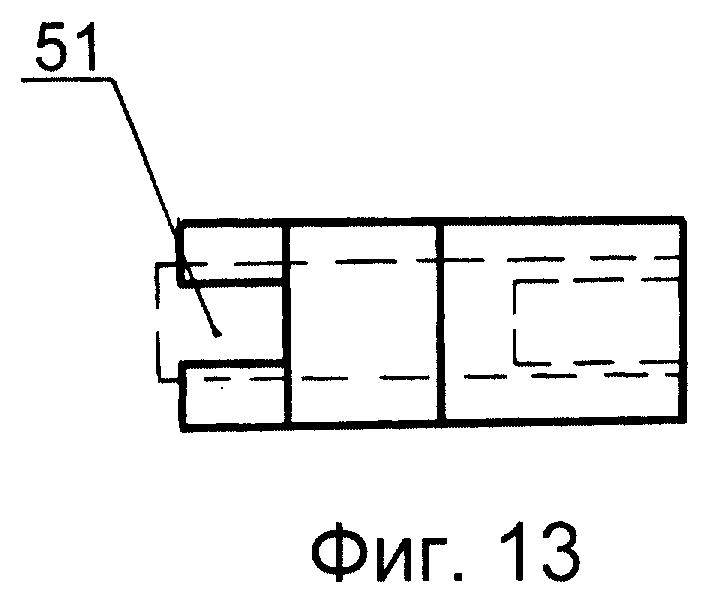
на фиг. 13 - то же, в плане;
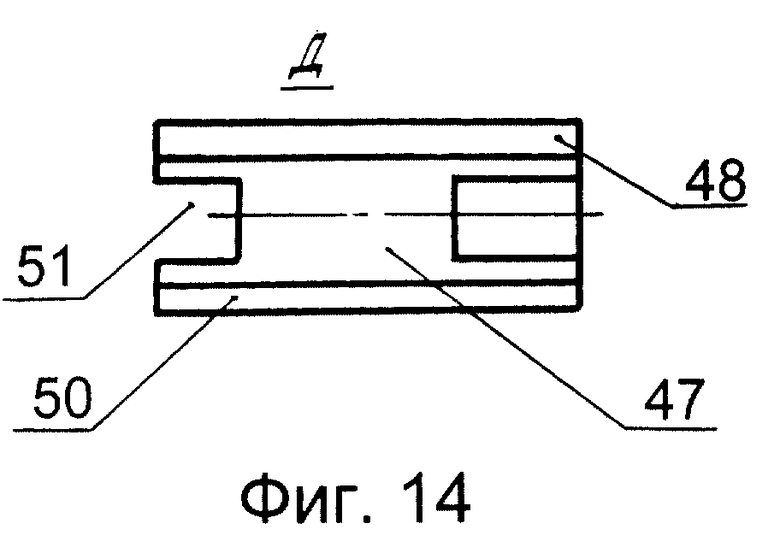
на фиг. 14 - вид по стрелке Д на фиг. 12;
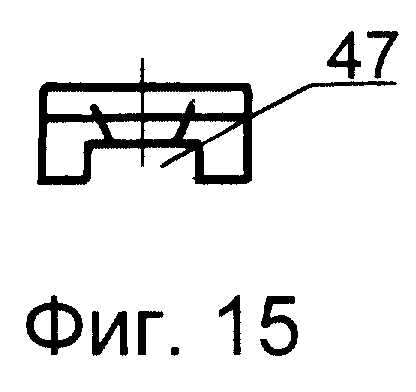
на фиг. 15 - приспособление, вид с торца;
на фиг. 16 - вид по стрелке В на фиг. 12;
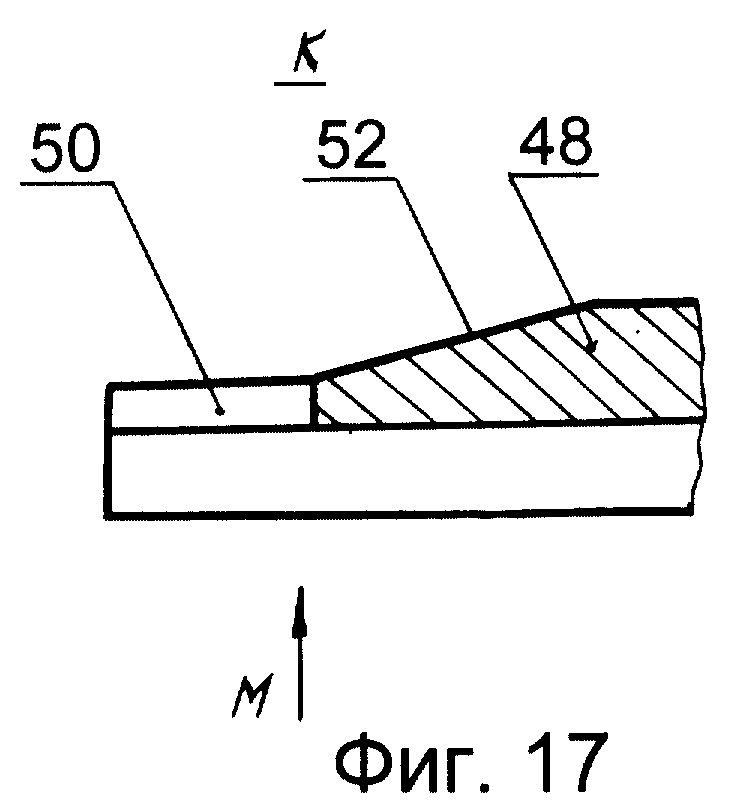
на фиг. 17 - узел К на фиг. 12;
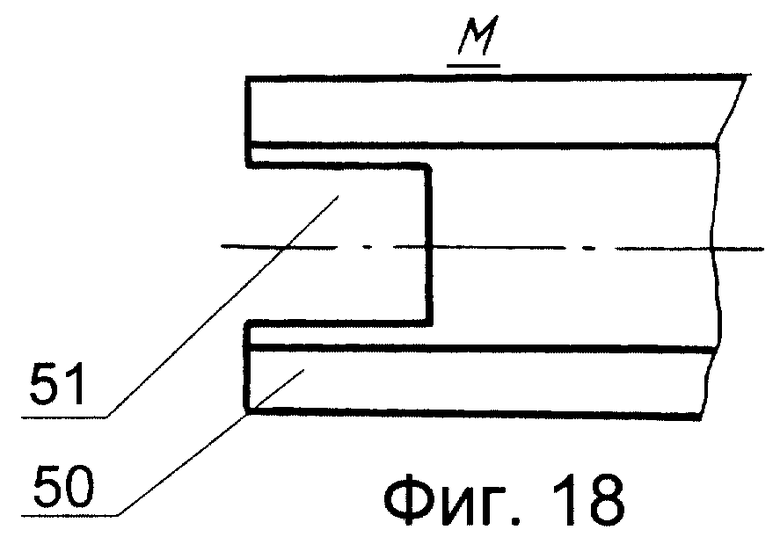
на фиг. 18 - вид по стрелке М на фиг. 17;
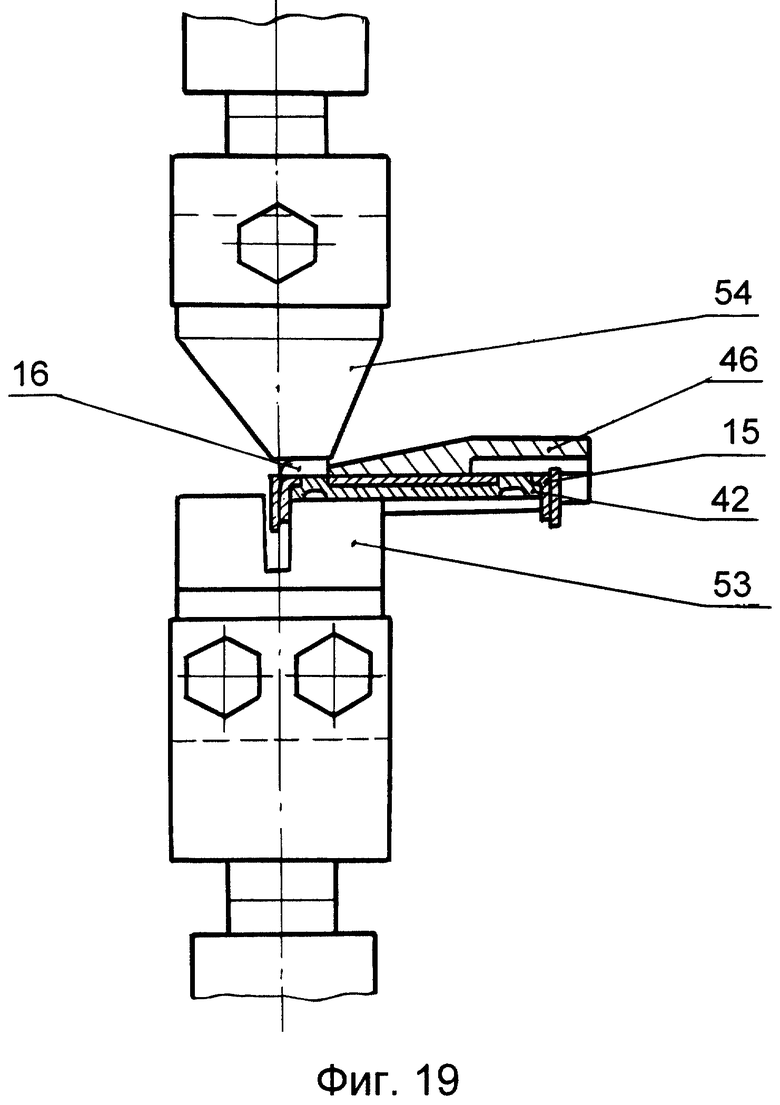
на фиг. 19 - электроды со свариваемой накладкой, вид сбоку с частичным разрезом.
Изготавливаемый электромагнитный коммутационный аппарат содержит корпус 1, Ш-образную магнитную систему с сердечником 2, на котором размещена втягивающая катушка 3, якорь 4, установленный в обойме 5, между обоймой и поверхностью якоря установлены амортизаторы 6, узлы 7 контактных траверс 8, соединенные с обоймой 5 общей осью 9, колодку 10, расположенные на ней неподвижные контактные узлы 11 и дугонаправляющий скобообразный элемент 12 для быстрого схода дуги с контактной накладки 13 неподвижных контактных узлов 11, подвижные мостиковые контактные узлы 14, включающие контактный мостик 15 и контактные накладки 16, установленные на контактные траверсы 8, возврат которых обеспечивается возвратными пружинами 17.
Узел 7 контактных траверс 8 (см. фиг. 3 и фиг. 4) выполняют из двух полых симметричных частей 18, которые соединяют в зоне опорной поверхности контактной пружиной 19, один конец 20 которой устанавливают на сужающемся к свободному концу выступе 21, который выполняют в полости 22 симметричных частей 18 траверсы 8 и ориентируют свободным концом к низу полой части траверсы, а второй конец 23 контактной пружины 19 опирают в скобу 24, прижимая ее к нижней части траверсы 8. Концы 25 и 26 скобы 24 соединяют осью 27. Траверсу 8 выполняют с окнами 28 и боковым выступом 29, который входит в пазы колодки 10 и является направляющим элементом для подвижных мостиковых контактных узлов 14. Обойму 5 якоря 4 выполняют с выступами 30, на которых устанавливают направляющие движения, которые выполняют в виде ползунов 31, при этом возвратные пружины 17 опирают на поверхности ползунов 31 и опорные поверхности корпуса 1.
В ползунах 31 выполняют гнезда для фиксации общей оси 9, соединяющей обойму 5 с узлами 7 контактных траверс 8. В обойме 5 выполняют дополнительные выступы 32, в которых образуют пазы для установки якоря 4 посредством концов двух осей 33, которые запрессовывают в тело якоря 4. Колодку 10 в виде прямоугольного корпуса устанавливают на корпус 1. На колодке 10 закрепляют шесть токопроводящих шин 34, к которым приворачивают шесть неподвижных контактных узлов 11 с дугонаправляющими скобообразными элементами 12. По центру колодки выполняют отверстия для крепления трех узлов 7 контактных траверс 8. Сердечник 2 устанавливают в корпусе 1 посредством направляющих 35 и осей 36, на которые устанавливают дополнительные амортизаторы 37 с выступами 38, которые входят в окна, расположенные на стенках корпуса 1 с одной стороны и в окна крышки 39 корпуса 1 с другой стороны.
Контактный мостик 15 подвижного мостикового контактного узла 14 (см. фиг. 5-9) выполняют из стального корытообразного основания 40 (см. фиг. 6) с отверстиями 41 в месте соединения серебросодержащих контактных накладок 16, медной пластины 42 с выступами 43 (см. фиг. 9), которые вводят в отверстия 41 основания 40. С наружной стороны основания 40 образуют углубления 44 для установки накладок 16, а с боковых сторон к стальному корытообразному основанию 40 прикрепляют стальные дугонаправляющие рога 45.
Контактные накладки 13, 16 по крайней мере части неподвижных контактных узлов и/или подвижных мостиковых контактных узлов выполняют по крайней мере в пределах четверти их высоты со стороны контактной поверхности с переменным поперечным сечением. В частности, контактную накладку 13 или 16 могут выполнять с криволинейной контактной поверхностью постоянной или переменной кривизны с образованием по крайней мере двух участков разной кривизны, один из которых может быть цилиндрическим (на чертежах не показано). Контактную накладку 13 или 16 могут выполнять со скосом контактной поверхности "С", площадь горизонтальной поверхности которого составляет не менее 15% общей площади горизонтальной проекции накладки. Остальную поверхность выполняют из двух участков "А" и "В" переменной кривизны, из которых поверхность "В" выполняют цилиндрической, что обеспечивает оптимальный расход драгоценных металлов для обеспечения требуемого ресурса по коммутационной износостойкости.
При приваривании серебросодержащих накладок 16 к контактным мостикам 15 накладку 16 и контактный мостик 15 устанавливают в стальную переменной толщины по длине прямоугольную в плане рамку 46. Контактный мостик 15 размещают в образованном в рамке 46 продольном пазу 47 переменной глубины, большей с одного конца 48 рамки 46, а подлежащую приварке накладку 16 - в образованном в донной части 49 паза 47 на другом конце 50 рамки 46 вырезе 51, конфигурация и размеры которого соответствуют конфигурации и размерам накладки 16. После этого рамку 46 с установленными в ней контактным мостиком 15 и накладкой 16 подводят под сварочный аппарат (на чертежах не показано) и производят приваривание накладки 16 к контактному мостику 15, после чего контактный мостик 15 с приваренной накладкой 16 извлекают из рамки 46. Затем вставляют контактный мостик 15 в рамку 46 повторно другим концом, располагая приваренную накладку 16 на участке паза 47 большей глубины, а в вырезе 51 размещают вторую серебросодержащую накладку 16 и производят ее приваривание, после чего изготовленный подвижный мостиковый контактный узел извлекают из рамки 46.
Рамку 46 изготавливают в зоне расположения участка паза 47 большей глубины с толщиной, превышающей толщину ее на участке расположения выреза 51 с сопряжением зон рамки 46 разной толщины наклонной поверхностью 52.
Приваривание серебросодержащей накладки 16 к контактному мостику 15 производят на сварочном аппарате при токе 6-7 кА. Контактный мостик 15 устанавливают в фиксирующую рамку 46. Затем в зону сварки наносят флюс, разведенный водой в соотношении 1:3, насыпают припой и устанавливают в рабочий вырез накладку 16.
Собранный узел устанавливают на нижний неподвижный графитовый электрод 53 сварочного аппарата и на накладку 16 опускают верхний графитовый электрод 54 сварочного аппарата. Вынимают рамку 46 и пропускают ток до полного расплавления припоя, а затем ток отключают, а после затвердевания припоя верхний электрод поднимают, снимают изготовленную деталь и охлаждают ее в воде.
Корпус 1 выполняют с ребрами 55, а сердечник 2 - с двумя направляющими 35 с продольными пазами 56, в которых располагают ребра 55 корпуса 1, при этом в центральной части направляющих 35 образуют выемки (на чертежах не показано), а катушку 3 выполняют с выступами 57, которые располагают в выемках направляющих 35. В выступах 57 катушки выполнены пазы 58, которые являются продолжением пазов 56 направляющих 35 и в которые также входят ребра 55 корпуса 1, что и обеспечивает одновременное крепление сердечника 2 и катушки 3 в корпусе 1.
Могут изготавливать дополнительные контактные узлы цепи управления, которые устанавливают на двух противолежащих наружных поверхностях корпуса (на чертежах не показано).
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОМАГНИТНЫЙ КОММУТАЦИОННЫЙ АППАРАТ | 2000 |
|
RU2170986C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОМАГНИТНОГО КОММУТАЦИОННОГО АППАРАТА | 2000 |
|
RU2170982C1 |
| ЭЛЕКТРОМАГНИТНЫЙ КОММУТАЦИОННЫЙ АППАРАТ | 2000 |
|
RU2170985C1 |
| ЭЛЕКТРОМАГНИТНЫЙ КОММУТАЦИОННЫЙ АППАРАТ | 2000 |
|
RU2170983C1 |
| ЭЛЕКТРОМАГНИТНЫЙ КОММУТАЦИОННЫЙ АППАРАТ | 2000 |
|
RU2170984C1 |
| ЭЛЕКТРОМАГНИТНЫЙ КОММУТАЦИОННЫЙ АППАРАТ | 2004 |
|
RU2294574C2 |
| УЗЕЛ КОНТАКТНЫХ ТРАВЕРС ЭЛЕКТРОМАГНИТНОГО КОММУТАЦИОННОГО АППАРАТА | 2000 |
|
RU2170973C1 |
| ЭЛЕКТРОМОНТАЖНЫЙ ИНСТРУМЕНТ | 2000 |
|
RU2170656C1 |
| КОНТАКТНЫЙ МОСТИК ЭЛЕКТРОМАГНИТНОГО КОММУТАЦИОННОГО АППАРАТА | 2000 |
|
RU2170974C1 |
| ЭЛЕКТРОМОНТАЖНЫЙ ИНСТРУМЕНТ | 2000 |
|
RU2170657C1 |









Изобретение относится к области электротехники, а именно к низковольтному аппаратостроению, и может быть использовано в конструкции контакторов и пускателей. Способ изготовления электромагнитного коммутационного аппарата включает изготовление корпуса, сердечника с втягивающей катушкой, якоря, обоймы, амортизаторов, узлов контактных траверс, подвижных мостиковых контактных узлов в виде контактных мостиков с привариваемыми к ним серебросодержащими контактными накладками, колодки с неподвижными контактными узлами с серебросодержащими контактными накладками и возвратных пружин и узловую сборку аппарата, покраску, маркировку, испытания и упаковку. Новым является то, что серебросодержащие контактные накладки по крайней мере части подвижных мостиковых узлов изготавливают по крайней мере в пределах четверти их высоты со стороны контактной поверхности с переменным поперечным сечением, уменьшающимся по крайней мере к одному из торцов накладки. При приваривании серебросодержащих накладок к контактным мостикам накладку и контактный мостик устанавливают в стальную переменной толщины по длине прямоугольную в плане рамку. Контактный мостик размещают в образованном в рамке продольном пазу переменной глубины, большей с одного конца рамки, а подлежащую приварке накладку, в образованном в донной части паза на другом конце рамки вырезе, конфигурация и размеры которого соответствуют конфигурации и размерам накладки, после чего рамку с установленными в ней контактным мостиком и накладкой подводят под сварочный аппарат и производят приваривание накладки к контактному мостику. После чего контактный мостик с приваренной накладкой извлекают из рамки и затем вставляют его в рамку повторно другим концом, располагая приваренную накладку на участке паза большей глубины. В вырезе размещают вторую серебросодержащую накладку и производят ее приваривание, после чего изготовленный подвижный мостиковый контактный узел извлекают из рамки. Технический результат, обеспечиваемый изобретением, состоит в возможности изготовления электромагнитного аппарата с высокой коммутационной износостойкостью, надежного при длительной эксплуатации и не требующего сложных операций по сборке при значительном ускорении схода дуги и продлении тем самым срока службы как контактных узлов, так и всего аппарата с целом. 18 з.п.ф-лы, 19 ил.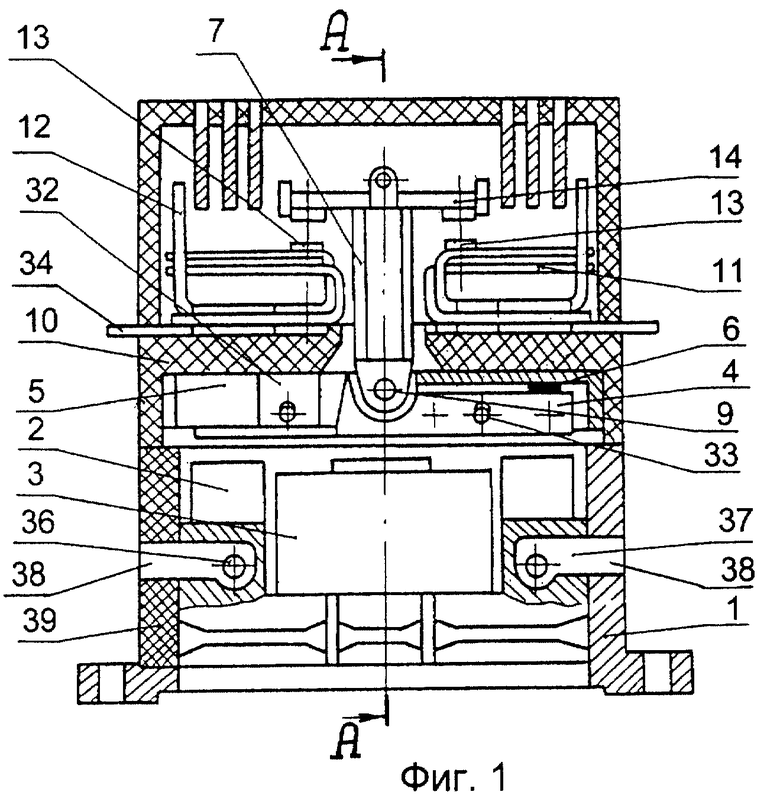
| Электромагнитный аппарат | 1990 |
|
SU1762329A1 |
| Способ сборки подвижной системы электромагнитного реле | 1974 |
|
SU526967A1 |
| УСТРОЙСТВО ВВОДА ДЛЯ ЭЛЕКТРОННОГО УСТРОЙСТВА И ЭЛЕКТРОННОЕ УСТРОЙСТВО, ИМЕЮЩЕЕ УСТРОЙСТВО ВВОДА | 2007 |
|
RU2335029C1 |
| СПОСОБ ИЗМЕРЕНИЯ УНОСА ДИСПЕРСНОЙ ФАЗЫ В ГАЗОВОМ ПОТОКЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2386123C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ ДОСТУПА К СЕТИ WI-FI | 2014 |
|
RU2608833C2 |
| DE 3829035 А1, 27.04.1989 | |||
| DE 3935351 A1, 25.04.1991. | |||

