Изобретение относится к области электротехники, а именно к низковольтному аппаратостроению, и может быть использовано в конструкции контакторов и пускателей.
Наиболее близким к изобретению по своей сущности и достигаемому результату является способ изготовления электромагнитного коммутационного аппарата, включающий изготовление корпуса, сердечника с втягивающей катушкой, обоймы, амортизаторов, узлов контактных траверс, подвижных мостиковых контактных узлов в виде контактных мостиков с серебросодержащими накладками, колодки с неподвижными контактными узлами в виде контактных скоб с верхними и нижними полками и серебросодержащими накладками на верхних полках и возвратных пружин и узловую сборку аппарата, покраску, маркировку, испытания и упаковку (см. например, описание изобретения к патенту SU 1762329 А1, 15.02.92).
Задачей настоящего изобретения является обеспечение возможности изготовления аппарата с высокой коммутационной износостойкостью и надежностью работы при одновременной простоте сборки.
Поставленная задача решается за счет того, что в способе изготовления электромагнитного коммутационного аппарата, включающем изготовление корпуса, сердечника с втягивающей катушкой, обоймы, амортизаторов, узлов контактных траверс, подвижных мостиковых контактных узлов в виде контактных мостиков с серебросодержащими накладками, колодки с неподвижными контактными узлами в виде контактных скоб с верхними и нижними полками и серебросодержащими накладками на верхних полках и возвратных пружин и узловую сборку аппарата, покраску, маркировку, испытания и упаковку, согласно изобретению при изготовлении неподвижных контактных узлов дополнительно изготавливают под каждую контактную скобу дугонаправляющий скобообразный элемент, состоящий из двух скоб и вертикального элемента с отверстием и выступом или с двумя отверстиями, а при узловой сборке аппарата перед установкой каждой контактной скобы ее заводят в дугонаправляющий скобообразный элемент.
Каждую из скоб скобообразного дугонаправляющего элемента могут выполнять в виде перемычки, соединяющей нижние и верхние горизонтальные участки, скобы устанавливают параллельно друг другу на нижних горизонтальных участках и соединяют между собой верхней и нижней полками, нижнюю полку, соединяющую нижние горизонтальные участки скоб, выполняют с опорным участком, который переходит в вертикальный элемент, образующий с опорным участком прямой угол, сторонами верхней полки под углом соединяют верхние горизонтальные участки скоб посредством перемычки, которую выполняют с выступом, предназначенным для размещения в отверстии вертикального элемента, указанный дугонаправляющий скобообразный элемент устанавливают таким образом, что опорный участок его нижней полки прижимает нижнюю полку контактной скобы, а концевой участок верхней полки контактной скобы размещают с возможностью взаимодействия с отверстием или выступом вертикального элемента.
Каждый дугонаправляющий скобообразный элемент могут изготавливать путем резки листового проката поперек направления проката на полосы шириной, превышающей длину изготавливаемого элемента в развертке на величину (4,5-5,0) S, где S - толщина листового проката, мм, с последующей вырубкой заготовки скобообразного элемента из полосы, скошенной с двух сторон с переднего конца в три этапа при одновременном перемещении полосы на шаг, соответствующий этапу вырубки, причем длину шага L принимают равной L = 1,7 S + B2, где B2 - наибольшая ширина скобообразного элемента в развертке, при этом на первом этапе производят одновременно обрезку кромки полосы боковым ножом штампа последовательного действия со стороны скошенной части заготовки элемента и вырубку участка ее, соответствующего расстоянию между горизонтальными участками образующих элемент скоб с оставлением на участке, противоположном скошенной части заготовки скобообразного элемента, выступа в средней части, а также вырубку прямоугольного отверстия на расстоянии от уже вырубленной части также со стороны, противоположной скошенной части скобообразного элемента, после чего перемещают полосу на очередной шаг и осуществляют второй этап, на котором производят вырубку круглого отверстия между задней кромкой оставленного на первом этапе выступа и прямоугольным отверстием, а также вырубку фигурного отверстия переменной ширины за прямоугольным отверстием, после чего осуществляют перемещение полосы на очередной шаг и осуществляют третий этап вырубки, на котором производят вырубку наружного контура скобообразного элемента в развертке с образованием заготовки с фиксирующим выступом, образующим выступ перемычки, соединяющей под углом стороны верхних полок горизонтальных участков скоб, образующих скобообразный элемент, а затем производят гибку заготовки поперек направления проката в три стадии, на первой из которых отгибают по оси прямоугольного отверстия заднюю часть заготовки на угол, не превышающий 60o, и навстречу ему отгибают на угол 90o оставленный на первом этапе вырубки выступ в средней части, а также отгибают передний скошенный конец заготовки с образованием наклонного участка и концевого горизонтального участка с фиксирующим выступом, на второй стадии производят предварительную гибку средней части заготовки с образованием двух параллельных друг другу скоб с верхними и нижними горизонтальными участками, объединенными соответственно верхней и имеющей опорный участок нижней полками, а на третьей стадии производят окончательную гибку задней части заготовки до расположения ее под прямым углом относительно опорного участка нижней полки и образования отогнутой задней частью заготовки вертикального элемента с фигурным отверстием, в расширенный участок которого заводят выступ передней части заготовки, после чего производят окончательную калибровку изготовленного скобообразного элемента на оправке заданных формы и размеров и оцинковку.
Перед гибкой заготовки могут производить удаление заусенцев. Заусенцы могут удалять по контуру заготовки и по периметру пазов и отверстий. Удаление заусенцев могут производить шлифовальным кругом на вертикально-сверлильном станке.
Вырубку заготовки и ее гибку могут производить с использованием штампа с боковым ножом и кривошипного механического пресса.
Резку листового проката могут производить на гильотинных ножницах.
По крайней мере, часть контактных мостиков подвижных контактных узлов могут выполнять в виде стального корытообразного основания с расположенной внутри медной пластиной, на боковых сторонах стального корытообразного основания устанавливают дугонаправляющие стальные рога, серебросодержащие контактные накладки располагают снаружи стального корытообразного основания таким образом, что их внешняя поверхность образует контактную поверхность контактного мостика.
Серебросодержащие контактные накладки, по крайней мере, части подвижных мостиковых и/или неподвижных контактных узлов могут выполнять, по крайней мере, в пределах четверти их высоты со стороны контактной поверхности с переменным поперечным сечением.
По крайней мере, одну серебросодержащую контактную накладку могут выполнять со скосом контактной поверхности, площадь горизонтальной проекции которого составляет не менее 15% от общей площади горизонтальной проекции контактной накладки.
Контактную поверхность серебросодержащих контактных накладок могут выполнять криволинейной.
Контактную поверхность, по крайней мере, одной серебросодержащей контактной накладки могут выполнять переменной кривизны с образованием, по крайней мере, двух участков разной кривизны.
По крайней мере, часть контактной поверхности, по крайней мере, одного криволинейного участка серебросодержащих контактных накладок могут выполнять цилиндрической.
На стальном корытообразном основании в месте закрепления серебросодержащих контактных накладок могут образовывать отверстия, а на медной пластине - выступы с возможностью их захода в указанные отверстия.
С наружной стороны стального корытообразного основания могут образовывать углубления, концентричные отверстиям.
Узлы контактных траверс могут выполнять составными из двух симметричных полых частей, которые соединяют в зоне опорной поверхности контактной пружиной, причем у подвижных мостиковых контактов каждую полую часть траверсы выполняют с выступом и расположенным на ее опорной поверхности окном, а контактную пружину располагают в полых частях и фиксируют выступами, контактный мостик располагают на опорной поверхности траверсы, причем подвижные мостиковые контактные узлы выполняют со скобой, имеющей перемычку и свободные концы, которые располагают в указанных окнах, скобу связывают с контактной пружиной и контактным мостиком и размещают в полости траверсы с ориентацией свободных концов кверху, при этом контактную пружину устанавливают на внутреннюю поверхность перемычки скобы.
Выступ в полости каждой симметричной части могут выполнять сужающимся к свободному концу с ориентацией последнего к низу полой части траверсы.
Обойму могут выполнять с выступами, на которых устанавливают направляющие в виде ползунов, причем на внутренних сторонах колодки образуют боковые пазы, в которых располагают ползуны, при этом возвратные пружины опирают на ползуны и опорные поверхности корпуса.
В ползунах могут выполнять гнезда для фиксации оси, соединяющей обойму с траверсами.
На торцах обоймы могут выполнять дополнительные выступы, а на соответствующих этим торцам стенках корпуса образуют пазы для размещения дополнительных выступов обоймы.
На боковых стенках обоймы могут образовывать пазы, в которых устанавливают якорь посредством концов двух осей, которые запрессовывают в его тело.
В якоре по оси симметрии могут образовывать выемку для размещения конца траверсы.
Корпус могут выполнять с ребрами, а сердечник - с двумя направляющими с продольными пазами, в которых располагают ребра корпуса, при этом в центральной части направляющих образуют дополнительные пазы, а катушку выполняют с выступами, которые располагают в дополнительных пазах направляющих, причем сердечник устанавливают на направляющих посредством осей, на которых устанавливают дополнительные амортизаторы, которые выполняют с выступами, а в стенках корпуса образуют окна, в которых размещают выступы дополнительных амортизаторов.
Могут изготавливать дополнительные контактные узлы цепи управления, которые устанавливают на двух противолежащих наружных поверхностях корпуса.
Технический результат, обеспечиваемый приведенной совокупностью существенных признаков, состоит в возможности изготовления электромагнитного аппарата с высокой коммутационной износостойкостью, надежного при длительной эксплуатации и не требующего сложных операций по сборке при значительном ускорении схода дуги и продления тем самым срока службы как контактных узлов, так и всего аппарата в целом.
Сущность изобретения поясняется чертежами, где
на фиг. 1 изображен электромагнитный коммутационный аппарат, продольный разрез;
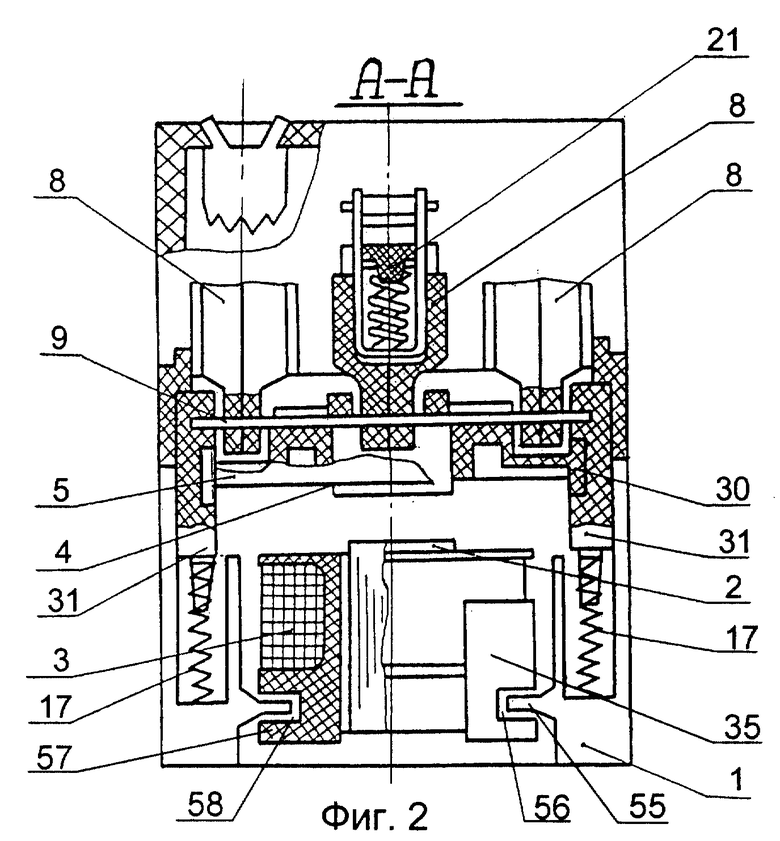
на фиг. 2 - то же, разрез по А-А на фиг. 1;
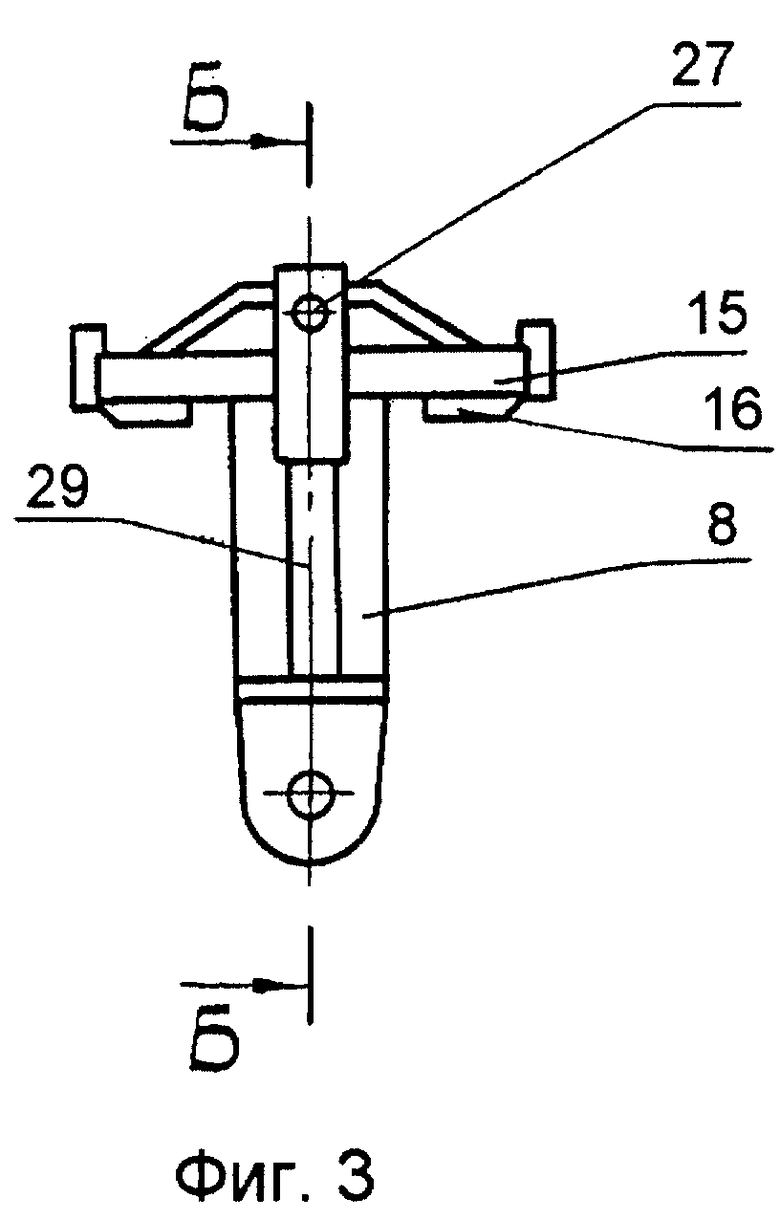
на фиг. 3 - узел контактных траверс;
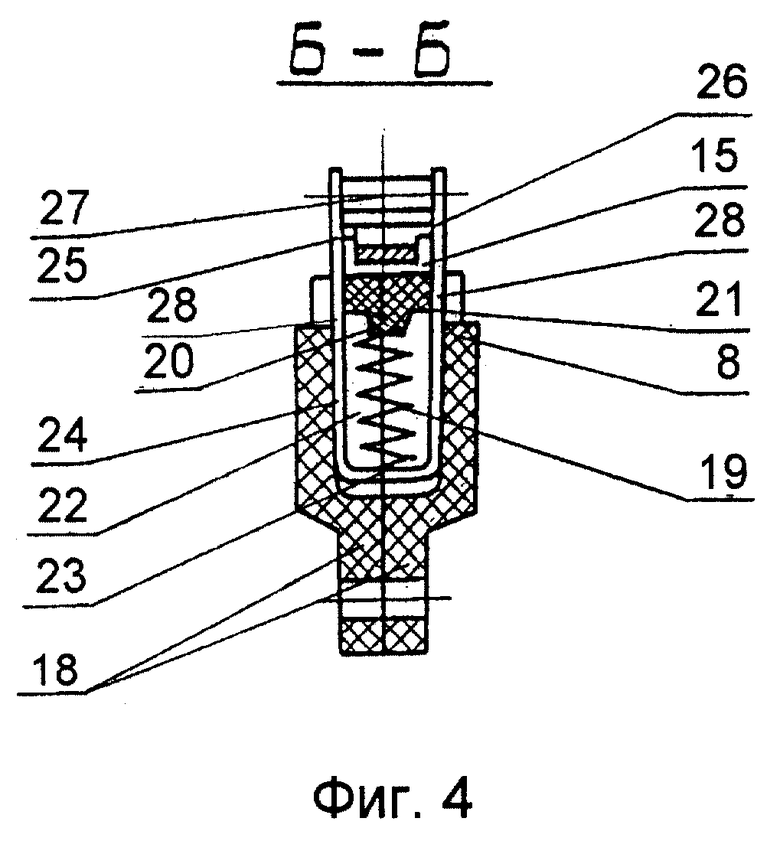
на фиг. 4 - то же, вид по Б-Б на фиг. 3;
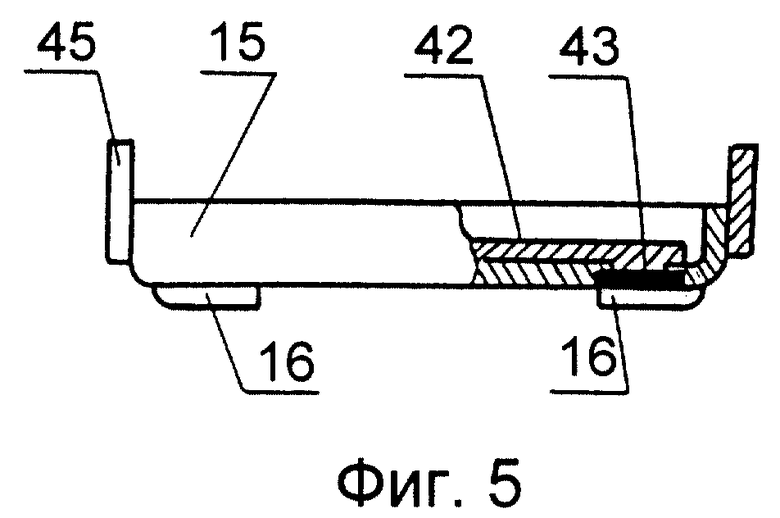
на фиг. 5 - контактный мостик в сборе;
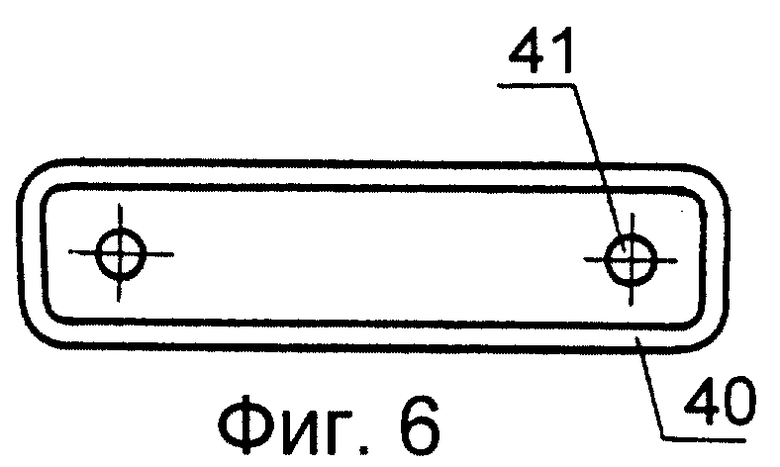
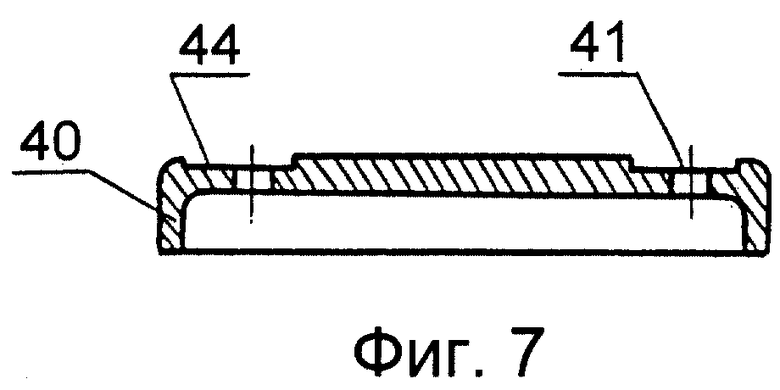
на фиг. 6 и фиг. 7 - стальное корытообразное основание контактного мостика в двух проекциях;
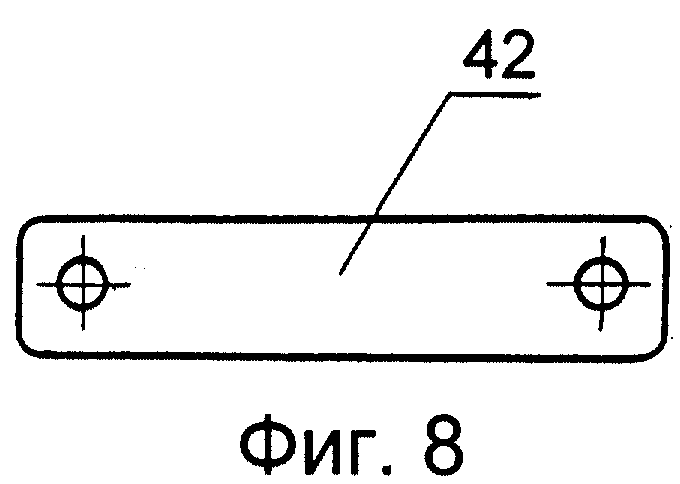
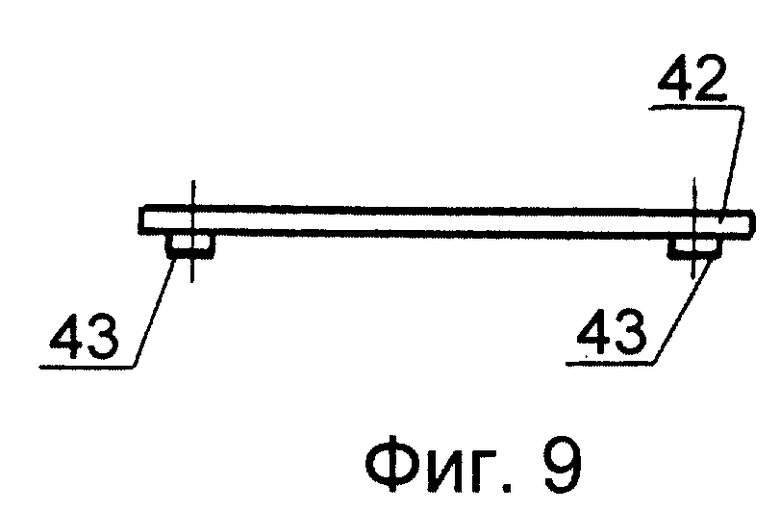
на фиг. 8 и фиг. 9 - медная пластина, закрепленная внутри стального корытообразного основания контактного мостика, в двух проекциях;
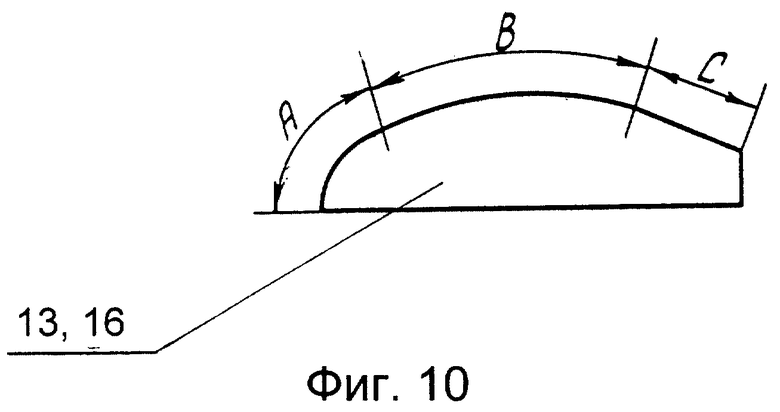
на фиг. 10 и фиг. 11 - контактная накладка в двух проекциях;
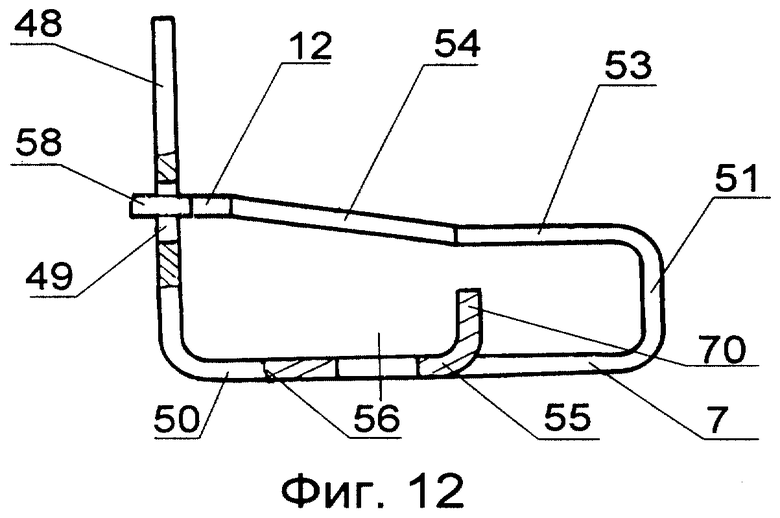
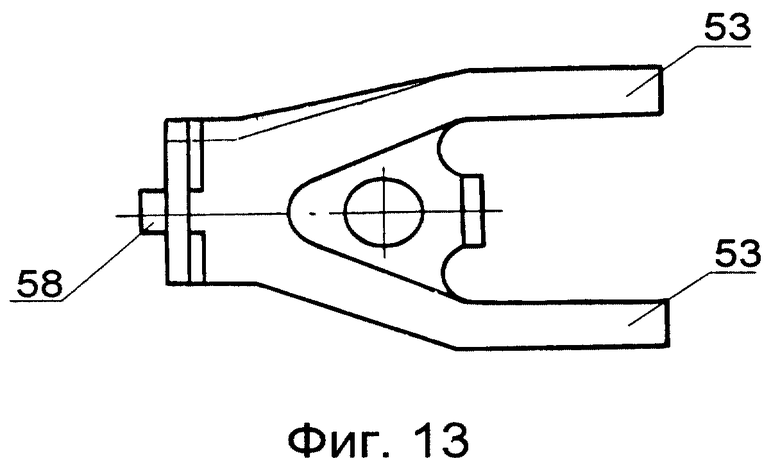
на фиг. 12 и фиг. 13 - скобообразный элемент в двух проекциях.
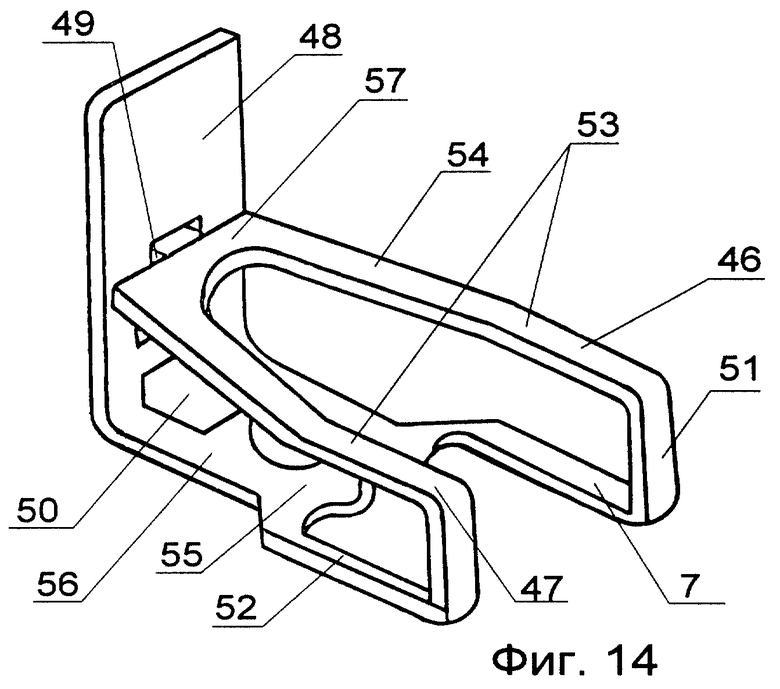
на фиг. 14 - скобообразный элемент в аксонометрии;
на фиг. 15 - резка листов на полосы;
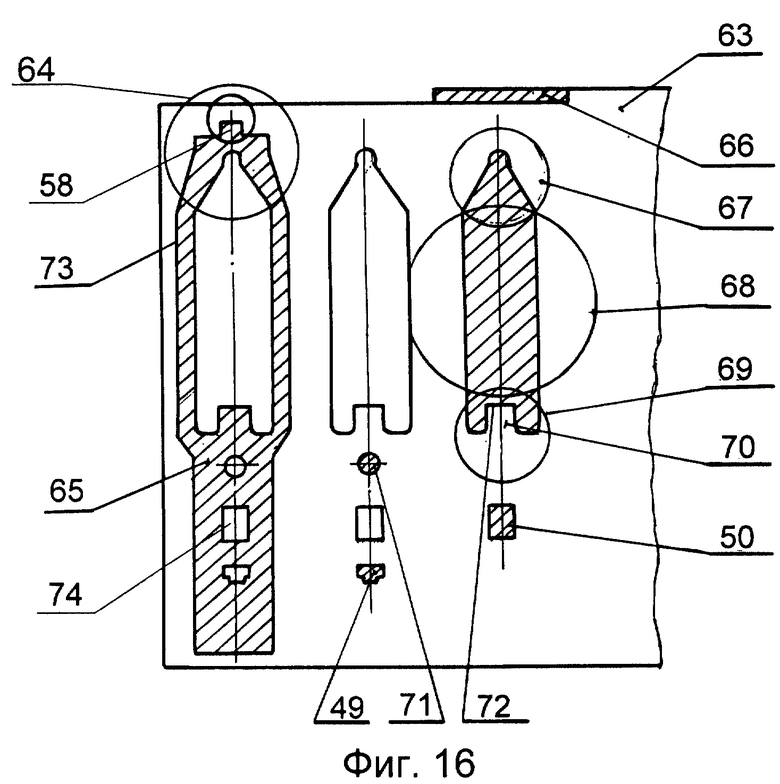
на фиг. 16 - этапы вырубки заготовки из полосы;
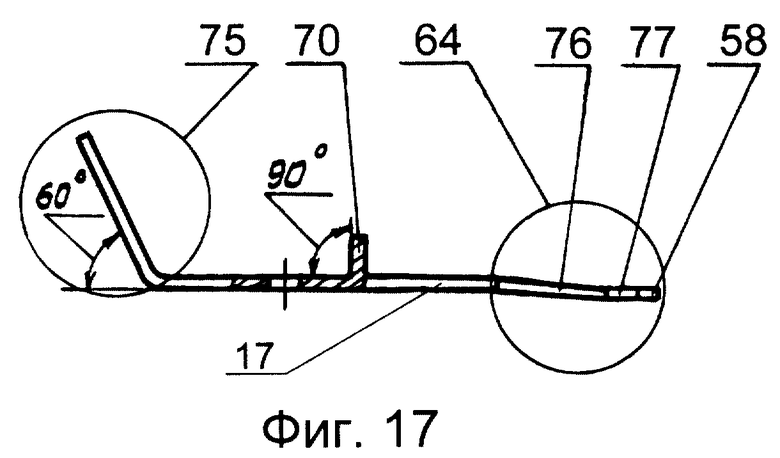
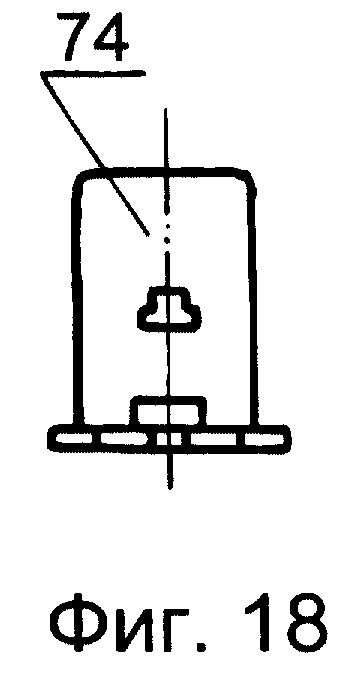
на фиг. 17 и фиг. 18 - первая стадия гибки заготовки, соответственно вид сбоку и вид спереди;
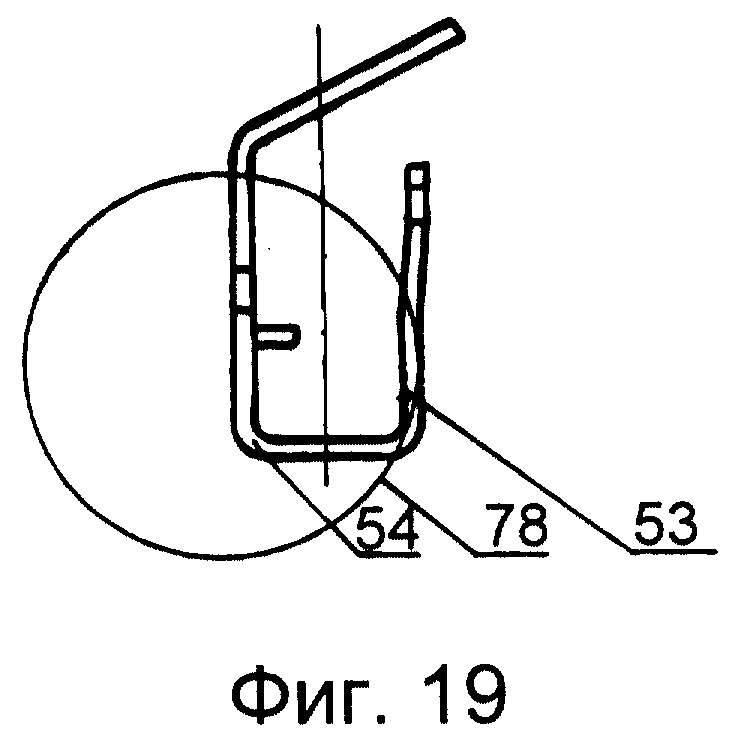
на фиг. 19 и фиг. 20 - вторая стадия гибки заготовки, соответственно вид сбоку и вид спереди;
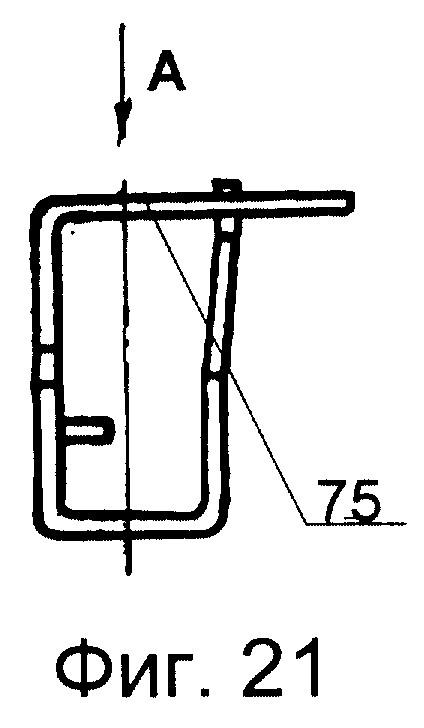
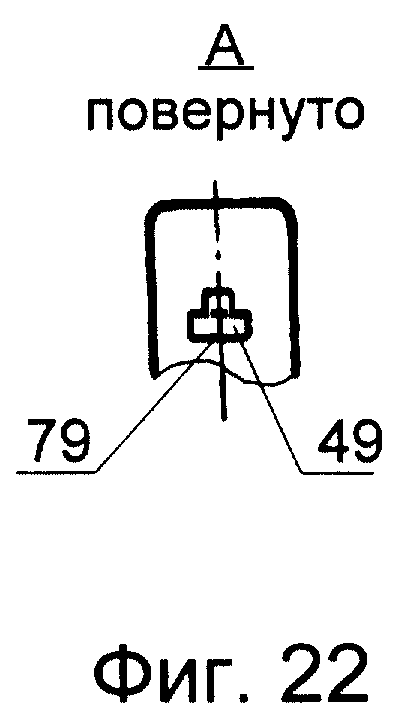
на фиг. 21, фиг. 22 и на фиг. 23 - третья стадия гибки заготовки, соответственно вид сбоку, вид спереди и вид по стрелке А.
Изготавливаемый электромагнитный коммутационный аппарат содержит корпус 1, Ш-образную магнитную систему с сердечником 2, на котором размещена втягивающая катушка 3, якорь 4, установленный в обойме 5, между обоймой и поверхностью якоря установлены амортизаторы 6, узлы 7 контактных траверс 8, соединенные с обоймой 5 общей осью 9, колодку 10, расположенные на ней неподвижные контактные узлы 11 и дугонаправляющий скобообразный элемент 12 для быстрого схода дуги с контактной накладки 13 неподвижных контактных узлов 11, подвижные мостиковые контактные узлы 14, включающие контактный мостик 15 и контактные накладки 16, установленные на контактные траверсы 8, возврат которых обеспечивается возвратными пружинами 17.
Узел 7 контактных траверс 8 (см. фиг. 3, фиг. 4) выполняют из двух полых симметричных частей 18, которые соединяют в зоне опорной поверхности контактной пружиной 19, один конец 20 которой устанавливают на сужающемся к свободному концу выступе 21, который выполняют в полости 22 симметричных частей 18 траверсы 8 и ориентируют свободным концом к низу полой части траверсы, а второй конец 23 контактной пружины 19 упирают в скобу 24, прижимая ее к нижней части траверсы 8. Концы 25 и 26 скобы 24 соединяют осью 27. Траверсу 8 выполняют с окнами 28 и боковым выступом 29, который входит в пазы колодки 10 и является направляющим элементом для подвижных мостиковых контактных узлов 14. Обойму 5 якоря 4 выполняют с выступами 30, на которых устанавливают направляющие движения, которые выполняют в виде ползунов 31, при этом возвратные пружины 17 опирают на поверхности ползунов 31 и опорные поверхности корпуса 1. В ползунах 31 выполняют гнезда для фиксации общей оси 9, соединяющей обойму 5 с узлами 7 контактных траверс 8. В обойме 5 выполняют дополнительные выступы 32, в которых образуют пазы для установки якоря 4 посредством концов двух осей 33, которые запрессовывают в тело якоря 4. Колодку 10 в виде прямоугольного корпуса устанавливают на корпус 1. На колодке 10 закрепляют шесть токопроводящих шин 34, к которым приворачивают шесть неподвижных контактных узлов 11 с дугонаправляющими скобообразными элементами 12. По центру колодки выполняют отверстия для крепления трех узлов 7 контактных траверс 8. Сердечник 2 устанавливают в корпусе 1 посредством направляющих 35 и осей 36, на которые устанавливают дополнительные амортизаторы 37 с выступами 38, которые входят в окна, расположенные на стенках корпуса 1 с одной стороны и в окна крышки 39 корпуса 1 с другой стороны.
Контактный мостик 15 подвижного мостикового контактного узла 14 (см. фиг. 5- 9) выполняют из стального корытообразного основания 40 (см. фиг. 6) с отверстиями 41 в месте соединения серебросодержащих контактных накладок 16, медной пластины 42 с выступами 43 (см. фиг. 9), которые вводят в отверстия 41 основания 40. С наружной стороны основания 40 образуют углубления 44 для установки накладок 16, а с боковых сторон к стальному корытообразному основанию 40 прикрепляют стальные дугонаправляющие рога 45.
Скобообразный элемент 12 изготавливают под каждую контактную скобу неподвижного контактного узла 11 и выполняют его из двух скоб 46 и 47 и вертикального элемента 48 с двумя отверстиями 49 и 50.
Каждую из скоб 46 и 47 скобообразного дугонаправляющего элемента 12 выполняют в виде перемычки 51, соединяющей нижние 52 и верхние 53 горизонтальные участки. Скобы 46 и 47 устанавливают параллельно друг другу на нижних 52 горизонтальных участках и соединяют между собой верхней 54 и нижней 55 полками. Нижней полкой 55 соединяет нижние 52 горизонтальные участки скоб 46 и 47 и выполняют ее с опорным участком 56, который переходит в вертикальный элемент 48, образующий с опорным участком 56 прямой угол. Стороны верхней полки 54 под углом соединяют верхние горизонтальные участки 53 скоб 46 и 47 и имеют перемычку 57, выполненную с выступом 58, предназначенным для размещения в отверстии 49 вертикального элемента 48. Дугонаправляющий скобообразный элемент 12 устанавливают таким образом, что опорный участок 56 его нижней полки 55 прижимает нижнюю полку 59 контактной скобы неподвижного контактного узла 11, а концевой участок 60 верхней полки 61 контактной скобы размещают с возможностью взаимодействия с отверстием 49 вертикального элемента 48. При узловой сборке аппарата перед установкой каждой контактной скобы ее заводят в дугонаправляющий скобообразный элемент 12.
Контактные накладки 13, 16, по крайней мере, части неподвижных контактных узлов и/или подвижных мостиковых контактных узлов выполняют, по крайней мере, в пределах четверти их высоты со стороны контактной поверхности с переменным поперечным сечением. В частности, контактную накладку 13 или 16 могут выполнять с криволинейной контактной поверхностью постоянной или переменной кривизны с образованием, по крайней мере, двух участков разной кривизны, один из которых может быть цилиндрическим (на чертежах не показано). Контактную накладку 13 или 16 могут выполнять (см. фиг. 10, фиг. 11) со скосом контактной поверхности С, площадь горизонтальной поверхности которого составляет не менее 15% общей площади горизонтальной проекции накладки. Остальную поверхность выполняют из двух участков А и В переменной кривизны, из которых поверхность В выполняют цилиндрической, что обеспечивает оптимальный расход драгоценных металлов для обеспечения требуемого ресурса по коммутационной износостойкости.
Электромагнитный коммутационный аппарат могут снабжать дополнительными контактными узлами цепи управления, установленными на двух противолежащих наружных поверхностях корпуса (на чертежах не показано).
Изготовление дугонаправляющего скобообразного элемента 12 осуществляют путем резки листового проката 62 поперек направления проката на полосы 63 шириной, превышающей длину изготавливаемого элемента 12 в развертке на величину (4,5-5,0) S, где S - толщина листового проката 62, мм, с последующей вырубкой из полосы 63, скошенной с двух сторон с переднего конца 64 заготовки 65, скобообразного элемента 12 в три этапа при одновременном перемещении полосы 63 на шаг, соответствующий этапу вырубки, причем длину шага L принимают равной L = 1,7 S + B2, где В2 - наибольшая ширина скобообразного элемента 12 в развертке. На первом этапе производят одновременно обрезку кромки 66 полосы 63 боковым ножом штампа (на чертежах не показано) последовательного действия со стороны скошенной части 67 изготавливаемой заготовки 65 элемента 12 и вырубку участка 68 ее, соответствующего расстоянию между горизонтальными участками 52, 53 и перемычками 51 образующих элемент 12 скоб 46 и 47 с оставлением на участке 69, противоположном скошенной части 67 заготовки 65 скобообразного элемента 12, выступа 70 в средней части, а также вырубку прямоугольного отверстия 50 на расстоянии от уже вырубленной части также со стороны, противоположной скошенной части 67 скобообразного элемента 12. После этого перемещают полосу 63 на очередной шаг и осуществляют второй этап, на котором производят вырубку круглого отверстия 71 между задней кромкой 72 оставленного на первом этапе выступа 70 и прямоугольным отверстием 50, а также вырубку фигурного отверстия 49 переменной ширины за прямоугольным отверстием 50. После этого осуществляют перемещение полосы 63 на очередной шаг и осуществляют третий этап вырубки, на котором производят вырубку наружного контура 73 скобообразного элемента 12 в развертке с образованием заготовки 65 с фиксирующим выступом, образующим выступ 58 перемычки 57, соединяющей под углом стороны верхних полок 54 горизонтальных участков 53 скоб 46 и 47, образующих скобообразный элемент 12. Затем производят гибку заготовки 65 поперек направления проката в три стадии, на первой из которых отгибают по оси 74 прямоугольного отверстия 50 заднюю часть 75 заготовки 65 на угол, не превышающий 60o, и навстречу ему отгибают на угол 90o оставленный на первом этапе вырубки выступ 70 в средней части, а также отгибают передний скошенный конец 64 заготовки 65 с образованием наклонного участка 76 и концевого горизонтального участка 77 с фиксирующим выступом 58. На второй стадии производят предварительную гибку средней части 78 заготовки 65 с образованием двух параллельных друг другу скоб 46 и 47 с верхними 53 и нижними 52 горизонтальными участками, объединенными соответственно верхней 54 и имеющей опорный участок 56 нижней 55 полками. На третьей стадии производят окончательную гибку задней части 75 заготовки 65 до расположения ее под прямым углом относительно опорного участка 56 нижней полки 55 и образования отогнутой задней частью заготовки вертикального элемента 48 с фигурным отверстием 49, в расширенный участок 79 которого заводят выступ 58 передней части заготовки 65. После этого производят окончательную калибровку изготовленного скобообразного элемента 12 на оправке заданных формы и размеров (на чертежах не показано) и оцинковку.
Перед гибкой заготовки 65 производят удаление заусенцев, причем заусенцы удаляют по контуру заготовки и по периметру пазов и отверстий. Удаление заусенцев производят шлифовальным кругом на вертикально-сверлильном станке (на чертежах не показано). Вырубку заготовки и ее гибку производят с использованием штампа с боковым ножом и кривошипного механического пресса (на чертежах не показано). Резку листового проката 62 производят на гильотинных ножницах (на чертежах не показано).
Применение описанного способа обеспечивает повышение качества изготавливаемых деталей при одновременном повышении электрической износостойкости всего аппарата в целом, снижение трудозатрат за счет совмещения ряда отдельных операций на отдельных этапах и времени производства отдельных деталей аппарата.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОМАГНИТНЫЙ КОММУТАЦИОННЫЙ АППАРАТ | 2000 |
|
RU2170984C1 |
| ЭЛЕКТРОМАГНИТНЫЙ КОММУТАЦИОННЫЙ АППАРАТ | 2000 |
|
RU2170983C1 |
| ЭЛЕКТРОМАГНИТНЫЙ КОММУТАЦИОННЫЙ АППАРАТ | 2000 |
|
RU2170985C1 |
| ЭЛЕКТРОМАГНИТНЫЙ КОММУТАЦИОННЫЙ АППАРАТ | 2004 |
|
RU2294574C2 |
| ЭЛЕКТРОМАГНИТНЫЙ КОММУТАЦИОННЫЙ АППАРАТ | 2000 |
|
RU2170986C1 |
| УЗЕЛ КОНТАКТНЫХ ТРАВЕРС ЭЛЕКТРОМАГНИТНОГО КОММУТАЦИОННОГО АППАРАТА | 2000 |
|
RU2170973C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОМАГНИТНОГО КОММУТАЦИОННОГО АППАРАТА | 2000 |
|
RU2170978C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДУГОНАПРАВЛЯЮЩЕГО СКОБООБРАЗНОГО ЭЛЕМЕНТА НЕПОДВИЖНОГО КОНТАКТНОГО УЗЛА ЭЛЕКТРОМАГНИТНОГО КОММУТАЦИОННОГО АППАРАТА | 2000 |
|
RU2170980C1 |
| НЕПОДВИЖНЫЙ КОНТАКТНЫЙ УЗЕЛ ЭЛЕКТРОМАГНИТНОГО КОММУТАЦИОННОГО АППАРАТА | 2000 |
|
RU2170972C1 |
| КОНТАКТНЫЙ МОСТИК ЭЛЕКТРОМАГНИТНОГО КОММУТАЦИОННОГО АППАРАТА | 2000 |
|
RU2170974C1 |




Изобретение относится к области электротехники, а именно к низковольтному аппаратостроению, и может быть использовано в конструкции контакторов и пускателей. Способ изготовления электромагнитного коммутационного аппарата включает изготовление корпуса, сердечника с втягивающей катушкой, обоймы, амортизаторов, узлов контактных траверс, подвижных мостиковых контактных узлов в виде контактных мостиков с серебросодержащими накладками, колодки с неподвижными контактными узлами в виде контактных скоб с верхними и нижними полками и серебросодержащими накладками на верхних полках и возвратных пружин и узловую сборку аппарата, покраску, маркировку, испытания и упаковку. При изготовлении неподвижных контактных узлов дополнительно изготавливают под каждую контактную скобу дугонаправляющий скобообразный элемент, состоящий из двух скоб и вертикального элемента с отверстием и выступом или с двумя отверстиями, а при узловой сборке аппарата перед установкой каждой контактной скобы ее заводят в дугонаправляющий скобообразный элемент. Технический результат, обеспечиваемый изобретением, состоит в возможности изготовления электромагнитного аппарата с высокой коммутационной износостойкостью, надежного при длительной эксплуатации и не требующего сложных операций по сборке при значительном ускорении схода дуги и продления тем самым срока службы как контактных узлов, так и всего аппарата в целом. 24 з.п. ф-лы, 23 ил.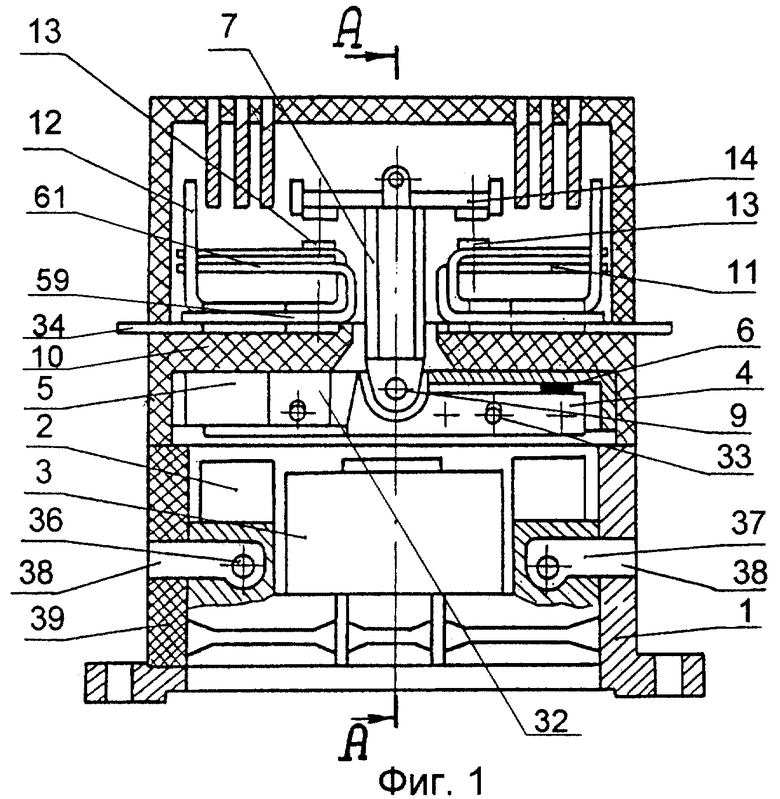
| Электромагнитный аппарат | 1990 |
|
SU1762329A1 |
| Узел подвижного контакта высокочастотного коаксиального герметичного реле и способ его сборки | 1983 |
|
SU1092587A1 |
| Способ изготовления реле на магнитоуправляемом контакте | 1978 |
|
SU788221A1 |
| Контактная система коммутационного аппарата | 1977 |
|
SU610198A1 |
| Подвижный контактный узел | 1977 |
|
SU729669A1 |
| Устройство для уплотнения бетонной смеси в форме | 1988 |
|
SU1519877A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНСЕРВОВ "КИЛЬКА ОБЖАРЕННАЯ С ОВОЩАМИ В ТОМАТНОМ СОУСЕ" | 2013 |
|
RU2502391C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЭЛЕКТРОИЗОЛЯЦИОННОГО ПОКРЫТИЯ НА ПОВЕРХНОСТИ ЭЛЕКТРОМАГНИТОПРОВОДЯЩЕГО МАТЕРИАЛА | 2013 |
|
RU2547682C1 |
| Устройство для бурения посадочных ямок | 1960 |
|
SU140284A1 |

