Изобретение относится к железнодорожному транспорту, а именно к способам изготовления стержня буферного.
Наиболее близким по технической сущности и достигаемому эффекту является способ изготовления стержня буферного [Инструкция по сварке и наплавке при ремонте вагонов и контейнеров РТМ 32 ЦВ.201-88. Транспорт 1989, стр. 105], включающий наплавку поверхности контакта тарели с плавным переходом к основанию последней.
Недостаток способа заключается в том, что наплавку поверхности контакта тарели производят электродуговой сваркой электродами или проволокой с последующей механической обработкой. Твердость металла поверхности контакта при этом ≈ 120 НВ ниже, чем у металла самой тарели. На такой поверхности плохо удерживается смазка, наплавка быстро стирается, возможны задиры и заклинивание тарелей. Все это снижает надежность и долговечность.
Целью настоящего изобретения является повышение надежности и долговечности.
Поставленная цель достигается тем, что в способе изготовления стержня буферного, включающем наплавку поверхности контакта тарели с плавным переходом к основанию последней, наплавку поверхности контакта тарели производят плазменной дугой с присадочным гранулированным порошком в виде параллельного ряда валиков, при этом ряды валиков двух взаимодействующих тарелей располагают взаимоперпендикулярно, а промежутки между рядами валиков заполняют смазкой.
Такой способ изготовления стержня буферного, при котором наплавку поверхности контакта тарели производят плазменной дугой с присадочным гранулированным порошком в виде параллельного ряда валиков, при этом ряды валиков двух взаимодействующих тарелей располагают взаимоперпендикулярно, а промежутки между рядами заполняют смазкой, позволяет повысить твердость наплавки поверхности контакта, выдерживающей большие динамические и статические нагрузки, удерживать смазку между валиками, обеспечив тем самым более мягкое скольжение между тарелями, уменьшить износ поверхности контакта, снизить вероятность заклинивания тарелей и таким образом повысить надежность и долговечность.
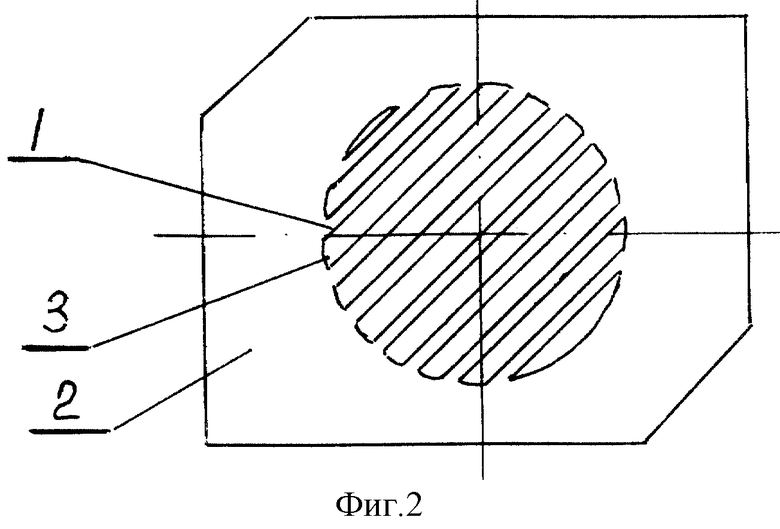
На фиг. 1 изображен стержень буферный; на фиг. 2 - стержни буферные во взаимодействии.
Способ изготовления стержня буферного реализуется следующим образом. Способ включает наплавку поверхности 1 контакта тарели 2, которую производят плазменной дугой с присадочным гранулированным порошком в виде параллельного ряда валиков 3, расположенных под углом ≈45o к вертикали и имеющих высоту, ширину и расстояние между ними ≈2-3 мм, с плавным переходом поверхности концов валиков 3 к тарели 2. Промежутки между валиками 3 заполняют смазкой, обеспечивающей более мягкое скольжение тарелей 2 между собой. Ряды валиков двух взаимодействующих тарелей располагают взаимоперпендикулярно. В результате чего снижается вероятность заедания и забуферения во время работы.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОЛОДОЧНЫЙ ТОРМОЗ РЕЛЬСОВОГО ПОДВИЖНОГО СОСТАВА | 1999 |
|
RU2156709C1 |
| УСТРОЙСТВО ДЛЯ СБРАСЫВАНИЯ ПОДВИЖНОГО СОСТАВА С РЕЛЬСОВ | 1998 |
|
RU2137640C1 |
| СПОСОБ УПРОЧНЕНИЯ СТАЛЬНЫХ КОЛЕС | 1997 |
|
RU2127768C1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ СМАЗКИ В ЗОНУ ВЗАИМОДЕЙСТВИЯ КОЛЕСА С РЕЛЬСОМ | 1997 |
|
RU2139803C1 |
| МАШИНА ДЛЯ ЗАБИВКИ НАДДЕРНУТЫХ КОСТЫЛЕЙ В ДЕРЕВЯННЫЕ ШПАЛЫ | 1993 |
|
RU2081961C1 |
| УСТРОЙСТВО ДЛЯ СНЯТИЯ КОНЦЕВЫХ КРАНОВ С СОЕДИНИТЕЛЬНЫХ РУКАВОВ | 2003 |
|
RU2240241C1 |
| Плазмотрон для плазменно-селективного припекания металлических порошков | 2018 |
|
RU2705847C1 |
| УСТРОЙСТВО ДЛЯ ЗАМЕДЛЕНИЯ ДВИЖЕНИЯ РЕЛЬСОВОГО ТРАНСПОРТНОГО СРЕДСТВА | 1996 |
|
RU2114753C1 |
| Установка для наплавки | 1988 |
|
SU1593819A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ ХОДОВЫХ ЧАСТЕЙ ПОДВИЖНОГО СОСТАВА И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1998 |
|
RU2167778C2 |
Изобретение относится к железнодорожному транспорту, а именно к способам изготовления стержня буферного. Целью настоящего изобретения является повышение надежности и долговечности. Способ включает в себя наплавку поверхности контакта тарели плазменной дугой с присадочным гранулированным порошком в виде параллельного ряда валиков. Ряды валиков двух взаимодействующих тарелей располагают взаимоперпендикулярно. Промежутки между рядами валиков заполняют смазкой. 2 ил.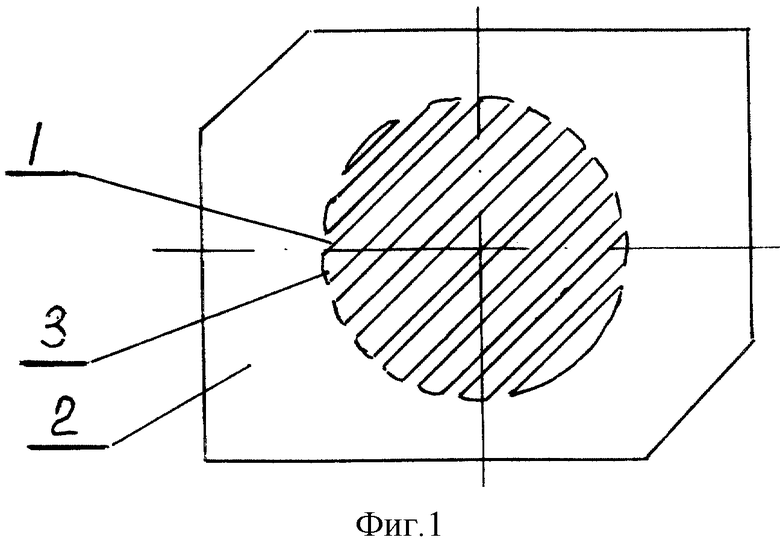
Способ изготовления стержня буферного, включающий наплавку поверхности контакта тарели с плавным переходом к основанию последней, отличающийся тем, что наплавку поверхности контакта тарели производят плазменной дугой с присадочным гранулированным порошком в виде параллельного ряда валиков, при этом ряды валиков двух взаимодействующих тарелей располагают взаимоперпендикулярно, а промежутки между рядами валиков заполняют смазкой.
| Способ образования коричневых окрасок на волокне из кашу кубической и подобных производных кашевого ряда | 1922 |
|
SU32A1 |
| - М.: Транспорт, 1989, с.105 | |||
| Сварка в СССР | |||
| - М.: Наука, 1981, т.1, с.329, SU 20681, 31.05.1931 | |||
| US 3759351, 18.09.1973 | |||
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ И ИЗМЕРЕНИЯ ВЗАИМНОГО РАСПОЛОЖЕНИЯ ОТВЕРСТИЙ СТЫКОВОГО СОЕДИНЕНИЯ РЕЛЬСА И ИХ ПОЛОЖЕНИЯ ОТНОСИТЕЛЬНО ЕГО ТОРЦА | 1993 |
|
RU2034945C1 |
| СПОСОБ ДИАГНОСТИКИ НАРУШЕНИЯ ТРАНСПОРТНОЙ ФУНКЦИИ МАТОЧНЫХ ТРУБ | 2013 |
|
RU2539371C2 |
| Пресс-форма для вулканизации покрышек пневматических шин | 1980 |
|
SU887244A1 |
| EP 0967132 A2, 29.12.1991. | |||

