Устройство относится к электротермическому машиностроению, в частности к вакуумным установкам для нанесения покрытий в разряде. Это изобретение может найти широкое применение в машиностроении, автостроении, химической промышленности.
Известно устройство для химико-термической обработки в разряде отверстий посредством введения дополнительных электродов (355233 Швейцария, НКИ 21h 16/60 Verfahren zur Durcnfiinrung ion Prozessen mittels elektrischer Glimmentladungen/Berhaus B.,Buser N- Опубл. 14.08.61).
Недостатком устройства является большая вероятность дугообразования электрического замыкания дополнительного электрода с обрабатываемым изделием при малых диаметрах отверстий, а также ограниченность геометрических размеров отверстий, которые могут быть обработаны, размерами области катодного падения потенциала в самостоятельном тлеющем разряде.
Наиболее близким к данному устройству является устройство для катодно-плазменного азотирования изделий (Катодно-плазменное азотирование изделий на базе модернизированного агрегата "Булат"/Информ.листок N 300-88.- Краснодар: ЦНТИ. -1988), содержащее вакуумную камеру и подложку для размещения деталей, источник питания, соединенный отрицательным полюсом с подложкой, положительным - с корпусом камеры, термоэмиссионный электрод, второй источник питания, соединенный отрицательным полюсом с термоэмиссионным электродом, положительным - с корпусом камеры. Недостатком устройства является малая глубина и неравномерность обработки в разряде отверстий малого диаметра.
Задачей настоящего изобретения является повышение глубины и равномерности обработки в разряде отверстий малого диаметра.
В устройстве, содержащем вакуумную камеру и подложку для размещения деталей, источник питания, соединенный отрицательным полюсом с подложкой, положительным - с корпусом камеры, термоэмиссионный электрод, второй источник питания, соединенный отрицательным плюсом с термоэмиссионным электродом, положительным - с корпусом камеры, решение задачи достигается тем, что вводится дополнительный полый цилиндрический электрод, коаксиально расположенный между термоэмиссионным электродом и отверстием в обрабатываемой детали, также дополнительный регулируемый источник постоянного напряжения, отрицательный полюс которого соединяется с подложкой, а положительный - с дополнительным электродом.
В частном случае дополнительный электрод имеет отверстие, диаметр которого равен диаметру отверстия детали, а расстояние между дополнительным электродом и отверстием детали равно радиусу отверстия.
Говоря об обработке в разряде отверстий, следует рассмотреть вопрос о проникновении движущихся в электрическом поле заряженных частиц (ионов) в отверстие. Траектория частицы, движущейся в электростатическом поле, полностью определяется относительными значениями потенциалов в различных точках пространства. При этом на форму траектории не оказывает никакого влияния величина заряда и масса частицы. Параксиальный пучок заряженных частиц, т.е. пучок частиц, движущихся на небольшом расстоянии от оси и под малыми углами к ней, будет себя вести в аксиально-симметричном электрическом поле подобно пучку световых лучей в оптической линзе. Таким образом, аксиально-симметричное электрическое поле в отверстии детали подобно рассеивающей оптической линзе. При этом чем больше величина (Φ2-Φ1)/Φ1 (где -Φ1 - потенциал дополнительного электрода, Φ2 - потенциал детали), тем сильнее расфокусирующее действие линзы, что позволяет посредством изменения разности потенциалов между дополнительным электродом и обрабатываемой деталью изменять траекторию движения ионов внутри отверстия детали, т.е. влиять на глубину обработки отверстий (Л.А.Арцимович, С.Ю.Лукьянов. Движение заряженных частиц в электрических и магнитных полях М., 1972, с. 12-14).
Потенциал электрического поля Φ непосредственно связан с его напряженность E соотношением
E = -gradΦ
Для одномерного случая
E = -dΦ/dz
или
-dΦ = Edz
Отсюда следует, что изменения расстояния между дополнительным электродом и деталью на dz также приведет к изменению траектории движения ионов внутри отверстия детали, т.е. позволяет управлять глубиной их проникновения в отверстие.
Поскольку при обработке деталей в разряде требуется, как правило, поддерживать температуру постоянной, то необходимо локализовать воздействие дополнительного электрода на деталь в целом, т.е. его размеры должны соответствовать геометрической форме и размерам отверстия. Проводя аналогию между электростатической линзой и тонкой оптической линзой, следует также потребовать, чтобы диаметр электростатической линзы (диаметр отверстия детали) был больше расстояния между дополнительным электродом и отверстием детали. С другой стороны, уменьшение расстояния между дополнительным электродом и деталью приводит к возрастанию вероятности дугообразования. Таким образом, компромисс может быть достигнут при расстоянии между дополнительным электродом и деталью, равном радиусу отверстия.
На чертеже изображена схема устройства для обработки отверстий деталей в разряде в условиях низкого давления, где: 1 - корпус вакуумной камеры, 2 - термоэмиссионный электрод, 3 - деталь, 4 - отверстие в детали, 5 - подложка для размещения деталей, 6 - дополнительный электрод, 7 - дополнительный регулируемый источник постоянного напряжения, 8 - источник питания, 9 - источник переменного тока, 10 - второй источник питания.
Работает устройство следующим образом. На первой стадии обработки в разряде обрабатываемую деталь разогревают до требуемой температуры, для чего подают на подложку максимальное напряжение (2000 B), а на дополнительный электрод - нулевое. Однако, как известно из физики, всякое изолированное тело в плазме приобретает отрицательный потенциал вследствие большей подвижности электронов по сравнению с положительными ионами, величина которого несколько меньше потенциала подложки, что обеспечит максимальную глубину проникновения ионов в отверстие. После разогрева детали до требуемой температуры постепенно увеличивают разность потенциалов (ΔΦ = Φ2-Φ1) между дополнительным электродом и подложкой, обеспечивая тем самым требуемую равномерность обработки поверхности отверстия. Расстояние между дополнительным электродом и отверстием, а также длительность различных этапов обработки подбирается экспериментально.
При обработке сквозных отверстий деталь разворачивают на 180o, используя поворотное устройство подложки, и проводят аналогичную обработку с другой стороны.
При расстоянии между дополнительным электродом и отверстием детали, равном радиусу отверстия, уменьшение отношения Φ1/Φ2 от 16 до 3 приводит к увеличению фокусного расстояния данной электростатической линзы, образованной дополнительным электродом и отверстием детали, примерно в 7 раз (Л.А.Арцимович, С.Ю.Лукьянов. Движение заряженных частиц в электрических и магнитных полях. М., 1972 с. 16). Таким образом, при азотировании отверстия диаметром 2 мм при давлении 0,5-0,7 Па глубина проникновения азотированного слоя в отверстие составит порядка 20 мм.
Использование предлагаемого устройства по сравнению с существующими позволяет:
1. Увеличить глубину обработки в разряде отверстий деталей в условиях низкого давления.
2. Повысить равномерность обработки в разряде отверстий деталей в условиях низкого давления.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ В НЕСАМОСТОЯТЕЛЬНОМ ТЛЕЮЩЕМ РАЗРЯДЕ | 2007 |
|
RU2355817C2 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ В РАЗРЯДЕ В УСЛОВИЯХ НИЗКОГО ДАВЛЕНИЯ | 1996 |
|
RU2098510C1 |
| УСТРОЙСТВО ДЛЯ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ В НЕСАМОСТОЯТЕЛЬНОМ ТЛЕЮЩЕМ РАЗРЯДЕ | 2013 |
|
RU2544729C1 |
| УСТРОЙСТВО ДЛЯ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ В НЕСАМОСТОЯТЕЛЬНОМ ТЛЕЮЩЕМ РАЗРЯДЕ | 2012 |
|
RU2518047C1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ НА ДИЭЛЕКТРИКИ В РАЗРЯДЕ | 1995 |
|
RU2095465C1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ В РАЗРЯДЕ НА ДИЭЛЕКТРИКИ | 1993 |
|
RU2066703C1 |
| Устройство для обработки изделия из стали в плазме тлеющего разряда | 2017 |
|
RU2656191C1 |
| ПЛАЗМЕННЫЙ ЭМИТТЕР ИОНОВ | 1996 |
|
RU2110867C1 |
| ИМПУЛЬСНАЯ ПЛАЗМЕННАЯ УСТАНОВКА | 1996 |
|
RU2114520C1 |
| Устройство для азотирования в разряде | 2021 |
|
RU2777796C1 |
Устройство относится к электротермическому машиностроению, в частности к вакуумным установкам для нанесения покрытий в разряде. Техническим результатом является повышение глубины и равномерности обработки в разряде отверстий малого диаметра. Устройство содержит вакуумную камеру и подложку для размещения деталей, источник питания, соединенный отрицательным полюсом с подложкой, положительным - с корпусом камеры, термоэмиссионный электрод, второй источник питания, соединенный отрицательным полюсом с термоэмиссионным электродом, положительным - с корпусом камеры, дополнительный полый цилиндрический электрод, коаксиально расположенный между термоэмиссионным электродом и отверстием в обрабатываемой детали, а также дополнительный регулируемый источник постоянного напряжения, отрицательный полюс которого соединяется с подложкой, а положительный с дополнительным электродом. 1 з.п. ф-лы, 1 ил.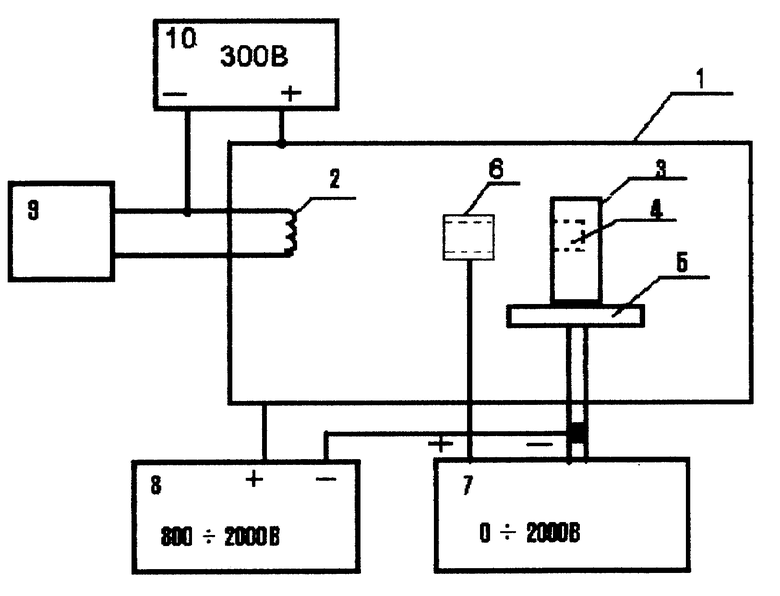
| Катодно-плазменное азотирование изделий на базе модернизированного агрегата и Булат | |||
| Информ | |||
| ТКАЦКИЙ СТАНОК | 1920 |
|
SU300A1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ВАКУУМНО-ПЛАЗМЕННЫХ ПОКРЫТИЙ | 1993 |
|
RU2075538C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ДЛИННОМЕРНЫХ ОТВЕРСТИЙ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ В ТЛЕЮЩЕМ РАЗРЯДЕ | 1996 |
|
RU2114211C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ В РАЗРЯДЕ В УСЛОВИЯХ НИЗКОГО ДАВЛЕНИЯ | 1996 |
|
RU2098510C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ПОКРЫТИЙ В ВАКУУМЕ | 1994 |
|
RU2098511C1 |
| Огнетушитель | 0 |
|
SU91A1 |
| US 4963239, 16.10.1990. | |||
