Заявляемая группа изобретений, одно из которых представляет собой способ, а другое устройство для его осуществления, относится к технологии электромашиностроения, в частности к технологии и оборудованию для пропитки и сушки электроизделий, а именно обмоток электрических машин, и может быть использована в электротехнической промышленности.
Известен способ и установка для пропитки и сушки обмоток электрических машин (см. Бромберг В.А. и др. Механизация производства электроизоляционных материалов, изоляционно-обмоточых и сушильно-пропиточных работ. М-Л.: Госэнергоиздат, 1961, с. 100), при котором изделие проходит через камеру предварительной сушки, участок пропитки и сушильную камеру. Установка содержит камеру предварительной сушки в виде канала, сушильную камеру с воздухопроводами, узел пропитки, соединенный с выходом канала камеры предварительной сушки и с входом сушильной камеры, и систему воздухопроводов с двумя каналами. Однако указанный способ не обеспечивает достаточной пропитки обмотки пропиточным составом, что ухудшает качество изделия, причем установка отличается достаточно сложной конструкцией.
Эти недостатки отсутствуют в способе и установке для пропитки и сушки электроизделий, преимущественно обмоток электрических машин (см. авт. свид. СССР N 714583, кл. H 02 K 15/12), взятыми за прототип, при котором осуществляют предварительный нагрев изделий, их пропитку соответствующим составом и последующую сушку. При этом установка содержит узел предварительного нагрева, узел пропитки и сушильную камеру.
Прототип отличается следующими недостатками.
На стадии предварительного нагрева:
- низкая скорость предварительного нагрева;
- отсутствие разогрева обмотки изделий изнутри, что снижает качество сушки перед пропиткой и ухудшает качество пропитки;
- температура металлической части и обмотки изделия одинаковая, что нежелательно для пропитки прокатыванием (металл должен быть холодным, чтобы компаунд не застывал в ванне);
- отсутствие активного контроля состояния изделий и, соответственно, своевременной отбраковки негодных изделий. На стадии сушки пропитанных изделий: из-за разной температуры в начале и в конце камеры, а также отсутствия контроля температуры воздуха ухудшается подбор оптимального режима сушки.
Кроме того, известная установка отличается низким КПД из-за больших потерь тепла (в результате отсутствия рециркуляции практически весь нагретый воздух выбрасывается в вентиляцию) и низкой скорости движения воздуха (медленная передача тепла). Установка в целом отличается сложностью конструкции из-за наличия большого числа механических узлов (например, углов поворота конвейера, вентиляторов, калориферов), отсутствием универсальности по отношению к подбору пропитывающего состава, малоэффективным охлаждением готовых изделий из-за короткого участка охлаждения на выходе.
Заявляемая группа изобретений решает задачу создания высокопроизводительного, бесперебойного технологического процесса и оборудования, для пропитки и сушки электроизделий, обеспечения высокого качества пропитки роторов генераторов при использовании активного контроля, для слежения за исправностью изделий.
При осуществлении группы изобретений достигается такой технический результат, как возможность оперативного и плавного изменения температуры для подбора оптимального температурного режима и времени предварительного нагрева. При этом обеспечивается высокая скорость предварительного нагрева, которая задается величиной тока, протекающего через изделия. Активный контроль, т.е. проверка изделий на исправность непосредственно в автоматическом режиме работы позволяет отбраковывать неисправные изделия перед пропиткой и сушкой непосредственно на установке, исключая пропитку бракованных изделий, а также исключить дополнительные рабочие места для проверки изделий. На стадии предварительного нагрева металлические части ротора из-за большей теплоемкости по сравнению с обмоткой нагреваются незначительно, что позволяет при прокатывании роторов в ванне с компаундом исключить его нагрев и затвердевание. На стадии сушки пропитанных изделий сочетание местного разогрева нагревательными элементами с продувом циркулирующим по замкнутому какаду горячим воздухом повышает КПД и качество работы сушильной камеры. Причем использование семисторного регулятора мощности обеспечивает точность установки и поддержания температуры воздуха одинаковой во всех точках сушильной камеры, повышает качество и сокращает время сушки. Благодаря созданию специального канала вытяжной вентиляции, обеспечивающего оптимальное сочетание горячего и холодного воздушных потоков в камере сушки, концентрация паров пропитывающего состава не превышает допустимых значений. Кроме того, конструкция установки обладает высокой "живучестью": в случае отказа нескольких неосновных механических и электрических узлов установка сохраняет свою работоспособность.
Указанный технический результат достигается тем, что в способе пропитки и сушки электроизделий, преимущественно обмоток электрических машин, при котором осуществляют предварительный нагрев изделий, их пропитку соответствующим составом и последующую сушку, на стадии предварительного токового нагрева последовательно соединенные с помощью автоматически подсоединяемых контактных групп изделия подключают к стабилизатору тока и периодически пропускают ток с заданным временем наличия тока и паузы, чем достигается быстрый нагрев обмотки изнутри при холодной металлической части. При пропускании тока производят нагрев изделий и активный контроль в зоне предварительного нагрева на наличие обрыва, короткого замыкания, замыкания на корпус, а во время паузы осуществляют контроль температуры изделий на позиции перед пропиткой, которую запоминают до следующего цикла измерения и на основании которой происходит управление циклом предварительного нагрева с возможностью плавной и оперативной установки требуемой температуры изделий, на основании которой формируется сигнал разрешения движения конвейера и перемещения изделий в зону пропитки. После пропитки изделия подвергают операции сушки, которая включает непосредственный разогрев металлической части изделия электронагревательными элементами с одновременной сушкой потоком горячего воздуха, циркулирующего по замкнутому каналу воздуховода, при этом температуру воздуха, одинаковую во всех точках сушильной камеры, поддерживают семисторным регулятором мощности с возможностью ее оперативного изменения. Кроме того, специальный канал вытяжной вентиляции обеспечивает оптимальную концентрацию паров пропитывающего состава в сушильной камере.
Установка для пропитки и сушки электроизделий, преимущественно обмоток электрических машин, включающая узел предварительного нагрева, узел пропитки и сушильную камеру, отличается тем, что в узле предварительного нагрева имеются автоматически подсоединяемые контактные группы для последовательного соединения и нагрева изделий стабилизированным током, а узел пропитки содержит герметически закрытый бачок с гибкой прозрачной индикаторной трубкой, соединенный с пропиточной ванной трубкой для подачи состава в ванну и трубкой для поддержания в ванне заданного уровня, при этом последняя снабжена переходной трубкой с резьбой и шкалой уровня, регулировочным винтом и наконечником, а в ванне установлена мерная линейка.
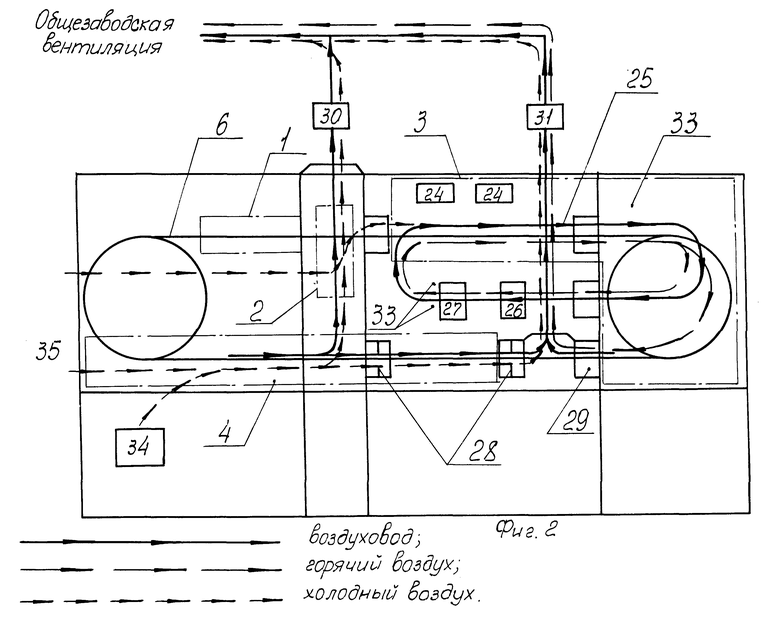
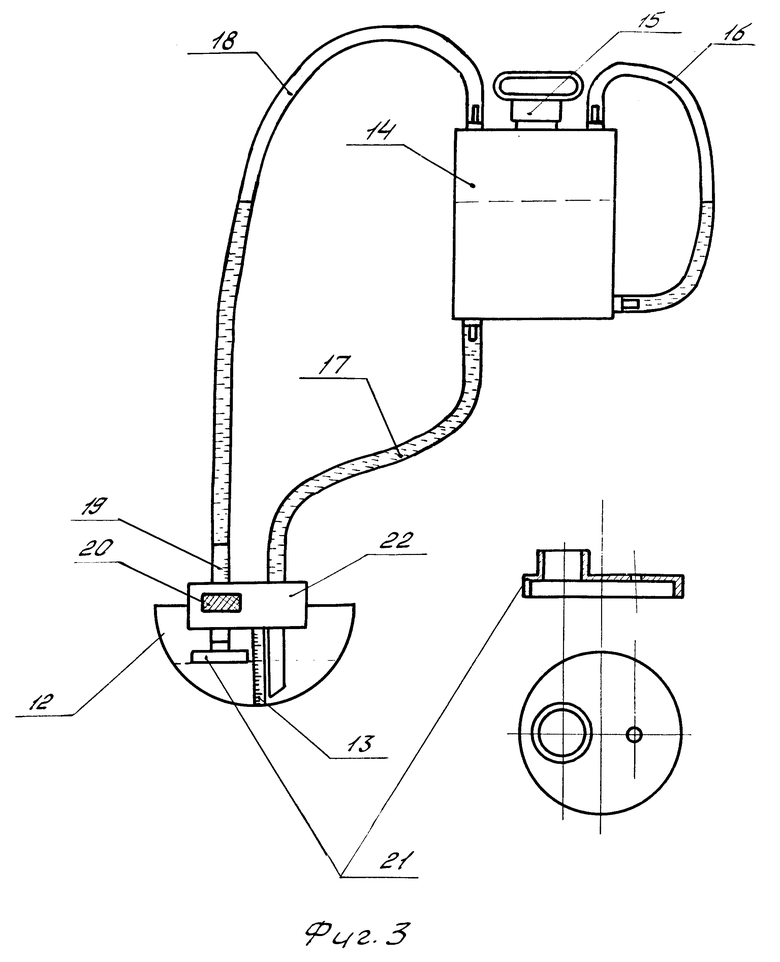
Сущность предлагаемой группы изобретений поясняется представленными чертежами: на фиг. 1 изображен общий вид установки для пропитки и сушки электроизделий; на фиг. 2 - схема движения воздушного потока внутри установки; на фиг.3 показан узел пропитки.
Установка для пропитки и сушки обмоток роторов генераторов (фиг.1, 2) содержит узел предварительного нагрева 1,узел пропитки 2,сушильную камеру 3 и зону охлаждения 4. На каркасе 5 смонтирован основной конвейер 6, на цепи которого закреплены спутники для установки роторов 7. Вращение конвейера осуществляется приводом 8, расположенном на столе 9, прикрепленном к основному каркасу 5. Внизу каркаса 5 расположено пневмооборудование (не показано). Для вращения роторов в зоне пропитки и сушки имеется конвейер вращения роторов (не показан), приводимый в движение приводом 10 вращения роторов. Для предварительного нагрева обмоток роторов на начальных шести позициях слева и справа установки размещены контактные левая и правая группы 11.
Узел пропитки 2 размещен на каркасе 5. Узел пропитки (фиг.3) содержит пропиточную ванну 12 с закрепляемой на задней стенке мерной линейкой 13 со шкалой уровня компаунда в ванне, герметически закрытый непрозрачный накопительный бачок 14 с пробкой 15 для заправки пропиточного состава и гибкой прозрачной индикаторной трубкой 16, гибкие трубки 17 и 18, соединяющие ванну 12 с бачком 14. Трубка 17 предназначена для подачи компаунда в ванну 12. Трубка 18 служит для поддержания заданного уровня компаунда в ванне и снабжена переходной трубкой 19 с резьбой и шкалой уровня компаунда, а также регулировочным винтом 20 и наконечником 21. Трубки 17 и 18 крепятся к ванне 12 держателем 22.
Бачок 14 не может быть изготовлен из прозрачного материала (например, стекла или пластмассы), т.к. он нуждается в регулярной механической очистке от застывшего компаунда. Гибкая прозрачная трубка 16 обеспечивает визуальную индикацию и контроль количества компаунда в бачке 14. В ней по принципу сообщающихся сосудов устанавливается тот же уровень компаунда, что и в бачке 14.
Поворотом регулировочного винта 20 производится изменение уровня компаунда на определенную величину. Наконечник 21 обеспечивает высокую точность поддержания уровня компаунда в ванне 12. Экспериментальным путем доказано, что без наконечника уровень компаунда колеблется в пределах 10 мм, в то время как наконечник уменьшает колебания указанного уровня до 2,5-3 мм.
Трубки 17 и 18 выполнены прозрачными, что повышает удобство в эксплуатации, т. к. делает наглядным настройку системы подачи и поддержания уровня компаунда в ванне. Уровень в трубке 18 в процессе работы постоянно меняется, причем трубка скрыта внутри установки. Вследствие этого ее нельзя использовать как индикаторную для определения уровня компаунда в бачке 14.
Для подъема и опускания ванны 12 служит пневмоцилинцр 23 (фиг.1).
Для сушки пропитанных роторов в сушильной камере 3 (фиг.1, 2) установлены электронагреватели 24, а также замкнутый воздуховод 25 горячего воздуха с встроенным узлом подготовки горячего воздуха, содержащим вентилятор 26 горячего воздуха и калорифер 27. Система вытяжной вентиляции образована перегородками 28, окном 29, соединяющим канал вентиляции с сушильной камерой, стенками установки, воздуховодом холодного воздуха (на фиг.2 - сплошные линии со стрелками), заслонками 30 и 31.
Установка подключена к системе общезаводской вентиляции в местах подсоединения 32.
Контроль температуры в сушильной камере 3 осуществляется термодатчиками 33.
Для охлаждения роторов в зоне охлаждения 4 на виброопорах установлен вентилятор 34 холодного воздуха, который включается только при необходимости в жаркое время года.
Способ пропитки и сушки обмоток роторов генераторов осуществляют следующим образом.
Установку включают и в зоне загрузки 35 загружают роторами 7.
Электронагревателями 24 и калорифером 27 начинают разогрев сушильной камеры 3. При достижении заданной температуры формируется сигнал разрешения движения конвейера 6. Затем устройства регулирования мощности переходят в режим поддержания заданной температуры сушки роторов. Управление нагревом осуществляет семисторный регулятор мощности (находится в шкафу управления 36), получая информацию о температуре от термодатчика 33. В случае превышения температуры происходит аварийное отключение установки.
При загрузке, когда роторы оказываются на позиции перед пропиткой, включается узел предварительного нагрева 1. Роторы 7, соединенные последовательно с помощью контактных групп 11, подключаются к стабилизатору тока (находится в шкафу управления 36). Ток пропускается циклически с заданным временем наличия тока и паузы.
Цикл работы предварительного нагрева 1: работа - 6 сек, пауза - 1 сек.
При пропускании тока осуществляется быстрый нагрев обмоток роторов (металлические части остаются холодными) и активный контроль в зоне предварительного нагрева с визуальной индикацией на обрыв, короткое замыкание (или пониженное сопротивление), замыкание на корпус. В случае неисправности включается аварийная блокировка, для снятия которой необходимо удалить бракованный ротор. Во время паузы осуществляется контроль температуры роторов на позиции перед пропиткой, которая запоминается до следующего цикла измерения и на основании которой происходит управление циклом предварительного нагрева (через блок управления предварительным нагревом), с возможностью оперативного и плавного регулирования температуры изделий перед пропиткой.
Формируется сигнал разрешения движения конвейера и, следовательно, перемещения роторов в зону пропитки.
Затем в узле пропитки 2 осуществляется пропитка роторов прокатыванием их в поднимающейся ванне 12 с компаундом. После срабатывания реле времени ванна опускается. Следующий подъем ванны происходит после шага конвейера 6 и цикл пропитки повторяется.
При нормальной работе установки конвейер делает один шаг в минуту.
Далее пропитанные роторы 7 поступают в сушильную камеру 3, где они подвергаются операции сушки. Холодные после пропитки металлические части роторов необходимо быстро разогреть. Для этого используется непосредственный разогрев их электронагревателями 24 и потоком горячего воздуха, создаваемого вентилятором 26 и калорифером 27, циркулирующего с достаточно большой скоростью по замкнутому каналу воздуховода 25.
Благодаря тому, что окна перегородок 28 меньше окна 29, создается максимальное сопротивление движению холодного воздуха, идущего через установку (на фиг.2 - короткие стрелки), т.е. по возможности перекрывается путь паразитному потоку. В то время как горячий воздух (на фиг.2 - длинные прерывистые стрелки), содержащий вредные пары компаунда, почти беспрепятственно уходит по воздуховоду вытяжной вентиляции (на фиг.2 - непрерывная линия со стрелками). Таким образом создается минимальное количество холодного и максимальное горячего воздушных потоков, которые перемещаются по заданному каналу вытяжной вентиляции между стенками установки через воздуховоды и заслонку 31, с помощью которой регулируется величина этого потока. В сушильной камере в результате циркуляции горячего воздуха достигается одинаковая температура воздуха, во всех точках ее объема.
При необходимости есть возможность плавного и оперативного изменения температуры.
Благодаря применению аварийных блокировок от перегрева и наличию визуальной индикации обеспечивается постоянный контроль за процессом сушки в сушильной камере и предотвращается массовый брак в работе установки.
Высушенные роторы охлаждаются в зоне охлаждения 4 на выходе установки. Вентилятор 34 используется в жаркое время года, когда естественного охлаждения бывает недостаточно.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СУШКИ ИЗДЕЛИЙ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2199810C2 |
| УСТАНОВКА И СПОСОБ ПРОПИТКИ ОБМОТОК СТАТОРОВ АСИНХРОННЫХ ВСПОМОГАТЕЛЬНЫХ ЭЛЕКТРОДВИГАТЕЛЕЙ | 2008 |
|
RU2361349C1 |
| УСТРОЙСТВО ДЛЯ СУШКИ ОБМОТОК ЭЛЕКТРИЧЕСКИХ МАШИН | 2011 |
|
RU2476975C2 |
| ГЕНЕРАТОР ПЕРЕМЕННОГО ТОКА | 1994 |
|
RU2121208C1 |
| УСТАНОВКА ДЛЯ СУШКИ ИЗОЛЯЦИИ ОБМОТОК ЭЛЕКТРИЧЕСКИХ МАШИН | 2009 |
|
RU2398340C1 |
| Установка для пропитки и сушки электроизделий | 1978 |
|
SU714583A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОИЗОЛЯЦИОННОГО ПРЕПРЕГА | 2003 |
|
RU2250522C1 |
| СПОСОБ ПРОПИТКИ УЗЛОВ ЭЛЕКТРОИЗДЕЛИЙ ЛАКОМ МЛ-92 | 2015 |
|
RU2613926C1 |
| Сушильная установка для рулонных тканей | 1983 |
|
SU1191705A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОРЦЕВОГО КОЛЛЕКТОРА | 1997 |
|
RU2128388C1 |
Заявляемая группа изобретений, одно из которых представляет собой способ, а другое устройство для осуществления, относится к области электротехники, а именно - к технологии электромашиностроения, в частности, к технологии и оборудованию для пропитки и сушки электроизделий, а именно обмоток электрических машин, и может быть использовано в электротехнической промышленности. Изобретение решает задачу создания высокопроизводительного, бесперебойного технологического процесса и оборудования для пропитки и сушки электроизделий, обеспечения высокого качества пропитки роторов генераторов при использовании активного контроля для слежения за исправностью изделий. Это достигается тем, что в способе пропитки и сушки электроизделий, при котором осуществляют предварительный нагрев изделий, их пропитку соответствующим составом и последующую сушку, на стадии предварительного токового нагрева последовательно соединенные с помощью автоматически подсоединяемых контактных групп изделия подключают к стабилизатору тока и периодически пропускают ток с заданным временем наличия тока и паузы. При пропускании тока производят нагрев изделий и активный контроль параметров, а во время паузы осуществляют контроль температуры веред пропиткой. После пропитки изделия подвергают сушке, включающей непосредственный разогрев металлической части изделий с одновременной сушкой потоком горячего воздуха, циркулирующего по замкнутому каналу воздуховода. Температуру воздуха поддерживают семисторным регулятором мощности. Специальный канал вытяжкой вентиляций обеспечивает оптимальную концентрацию паров пропитывающего состава в сушильной камере. В установке для пропитки и сушки изделий, включающей узел предварительного нагрева, узел пропитки, сушильную камеру, особенность заключается в том, что в узле предварительного нагрева имеются автоматически подсоединяемые контактные группы для последовательного соединения и нагрева изделий стабилизированным током, а узел пропитки содержит герметически закрытый бачок с гибкой прозрачной индикаторной трубкой, соединенный с пропиточной ванной трубкой для подачи состава в ванну и трубкой для поддержания в ванне заданного уровня, при этом последняя снабжена переходной трубкой с резьбой и шкалой уровня, регулировочным винтом и наконечником, а в ванне установлена мерная линейка. 2 с.п.ф-лы, 3 ил.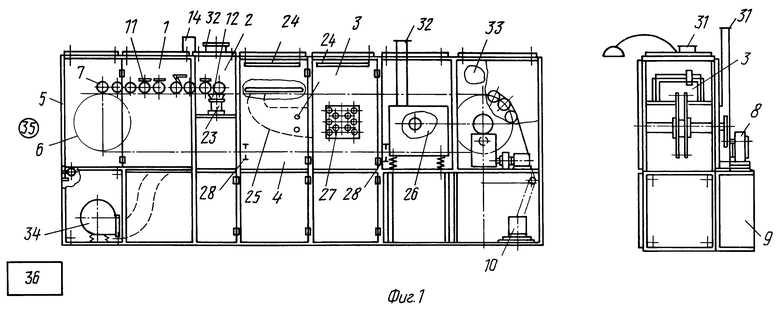
| Установка для пропитки и сушки электроизделий | 1978 |
|
SU714583A1 |
| Устройство для пропитки и сушки обмоток электрических машин | 1983 |
|
SU1129704A1 |
| Способ электроосмотической сушки изоляции обмоток электрических машин | 1988 |
|
SU1619369A1 |
| Устройство для управления процессом сушки изоляции обмоток электродвигателей | 1985 |
|
SU1377971A1 |
| КОМПЛЕКС ДЛЯ ОБРАБОТКИ РАДИУСНЫХ ПОВЕРХНОСТЕЙ КРУПНОГАБАРИТНЫХ ЛИСТОВЫХ ЗАГОТОВОК | 2007 |
|
RU2360770C2 |
| DE 1763839 B2, 10.04.75 | |||
| US 4333900 A, 08.06.82 | |||
| Гидромеханический пульсатор | 1973 |
|
SU489962A1 |
| Бромберг В.А | |||
| и др | |||
| Механизация производства электроизоляционных материалов, изоляционно-обмоточных и сушильно-пропиточных работ | |||
| - М | |||
| - Л.: Госэнергоиздат, 1961, с.100 | |||
| Карэмбо К.Н | |||
| и др | |||
| Сушка, пропитка и компаундирование обмоток электрических машин | |||
| - М | |||
| -Л.: Госэнергоиздат, 1951, с.153 - 155. | |||

