Изобретение относится к области изготовления сотового заполнителя, в частности заполнителя с шестигранной ячейкой, из рулонных материалов, например бумаги, стеклоткани, металлической фольги, тканей и других материалов.
Известен способ изготовления сотового заполнителя, при котором материал разматывается из рулона, подготавливается под нанесение клеевых полос (для металлических материалов), образование технологической базы, вдоль (или поперек) ленты материала наносятся клеевые полосы с двух или одной стороны методом истечения через отверстия или печати. Затем клеевые полосы подсушиваются, полотно материала складывается в виде "гармошки" в стопу или разрезается на листы при листовом выходе материала и стопа склеивается под действием давления и температуры в сотовый пакет. Пакет разрезается на заготовки перпендикулярно клеевым полосам, и заготовки растягиваются в сотовый блок. Берсудский в. е. и др., "Технология изготовления сотовых авиационных конструкций", Москва, изд. Машиностроение, 1975 г., стр. 138-174.
Данный способ позволяет получить сотовые блоки из алюминиевой фольги толщиной δф = 0,03 - 0,045 мм и высотой не более hσ ≅ 100 мм при использовании для нанесения клеевых полос клея ВК-25.
Однако для получения сотовых блоков с ячейкой а = 2,5 мм из фольги толщиной δф ≥ 0,05 мм и высотой hδ ≥ 100 мм с применением клея ВК-25 не представляется возможным, так как прочность на расслаивание клеевых полос при использовании клея ВК-25 составляет δ pacc. = 1,2 - 1,35 кН/м.
Для растяжения сотовых заготовок высотой hσ 100 мм из фольги толщиной δф ≥ 0,05 мм со стороной ячейки а = 2,5 мм требуемая прочность на расслаивание должна составлять δ pacc. ≥ 1,44 кН/м.
Также известен способ изготовления сотового заполнителя, включающий размотку материала из рулона, нанесение на его поверхность клеевых полос, подсушку, укладку материала в стопу в виде петли, склеивание пакета, резку его на заготовки и растяжение их в сотовый блок (патент РФ 2114004 по кл. В 32 В 3/12, 1998 г.).
Этот способ позволяет изготавливать сотовые, блоки с ячейкой а = 2,5 мм и высотой hσ = 100 мм из фольги толщиной δф = 0,03 - 0,05 мм на клее ВК-36.
Недостатками данного способа являются следующие.
1. Невозможность изготовления сотового блока из фольги толщиной δф ≥ 0,06 мм и высотой блока hσ ≥ 150 мм. Для изготовления стабилизатора самолета ТУ-160 необходим блок высотой 320 мм с ячейкой стороны а = 2,5 мм и толщиной фольги δф ≥ 0,05 мм.
2. Причем данный способ не позволяет изготовить сотовый блок из полимерной, оберточной и др. бумаг, тканевых материалов, стеклоткани и различных препрегов, не из-за недостаточности прочности по клеевому соединению (например, клеевая полоса с клеевой полосой), а из-за расслаивания самих материалов по толщине, которая составляет: δрасс.мат. = 0,15-0,3 кН/м.
3. Существенным недостатком известного способа изготовления сотового заполнителя является его ограниченность, так как может быть использован только для агрегатов, работающих в условиях переменного изменения атмосферного давления, что применяется в авиации и составляет 5-8% от всех сотовых заполнителей, используемых в народном хозяйстве (строительстве, судостроении, производстве мебели, при изготовлении рекламных щитов и др.).
Причем из всех сотовых заполнителей, применяемых в авиационной промышленности только 1/10 часть работает в условных переменного изменения атмосферного давления - агрегаты механизации крыла, стабилизаторы и рули поворота и высоты.
Оставшаяся часть (9/10) находится в салоне самолета (перегородки, багажные полки, панели буфета-гардероба, туалета, пола, дверей, окон и кабины и др. ) и не испытывают изменения атмосферного давления и для их изготовления не требуется сохранения герметичности внутри агрегатов. Поэтому они как правило изготавливаются из полимерной бумаги, пропитанной связующим.
Однако указанных недостатков известного способа можно избежать, если снижение прочностных свойств материала производить не в виде сплошной канавки.
Целью изобретения является расширение технологических возможностей получения сотового заполнителя из различных материалов большой толщины и жесткости, а также материалов, имеющих малое усилие расслаивания.
Указанная цель достигается тем, что в способе изготовления сотового заполнителя, включающем размотку материала из рулона, нанесение на его поверхность клеевых полос, снижение прочностных свойств материала со стороны клеевых полос, укладку материала в стопу, склеивание пакета, резку его на заготовки и растяжение их в сотовый блок, прочностные свойства материала снижают до 90% и на всю его толщину, которое производят как при нанесении клеевых полос, так и до или после их нанесения.
Кроме того, прочностные свойства материала снижают, например, механическим путем за счет перфорирования или с помощью луча лазерного генератора.
Предлагаемый способ позволяет фактически изготовить сотовый заполнитель из пластичных материалов типа фольги толщиной δф≥ 0,12 мм, а из слоистых материалов типа бумаг с усилием расслаивания δрас. ≅ 0,1 кН/м.
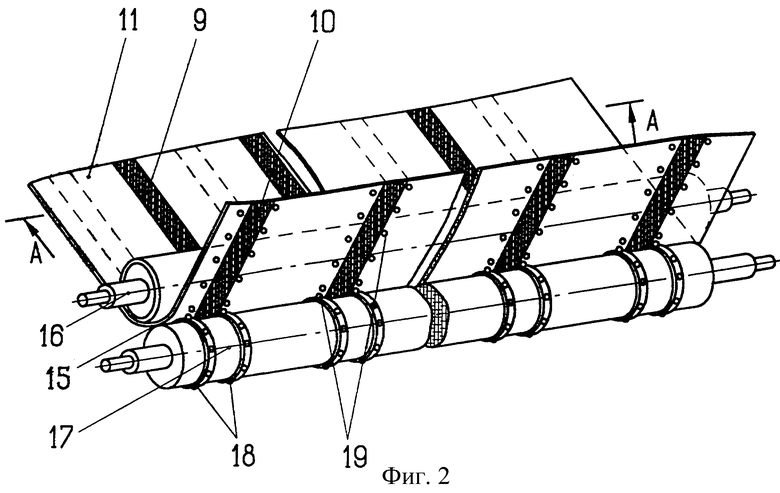
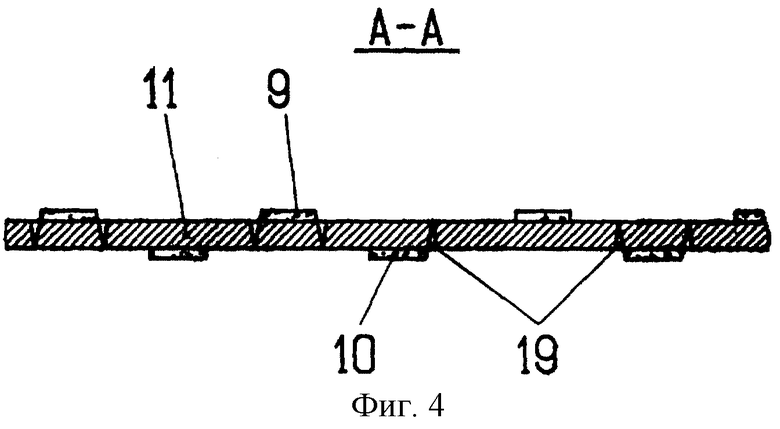
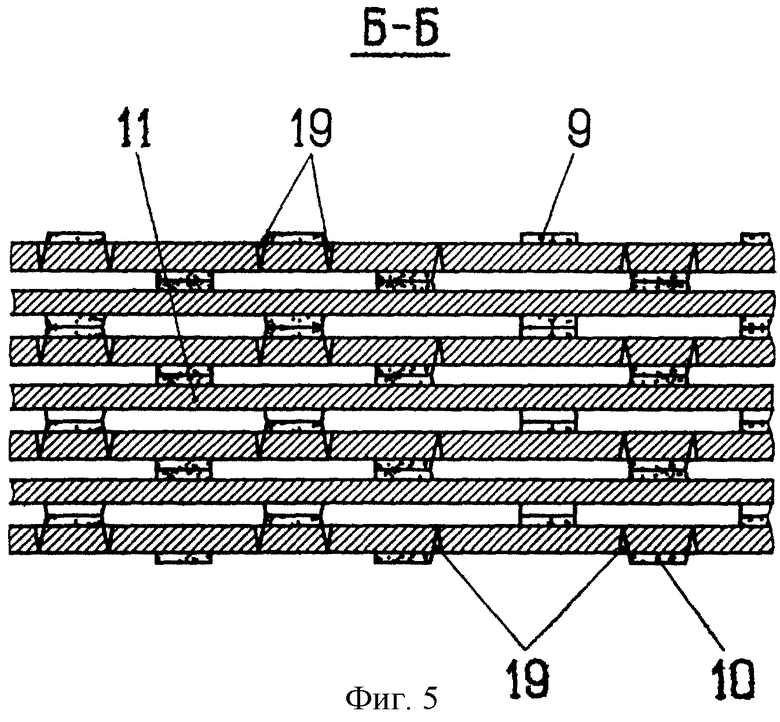
Заявленный способ иллюстрируется чертежами, где: на фиг. 1 изображена общая схема способа изготовления сотового заполнителя; на фиг. 2 - средство ослабления прочностных свойств материала; на фиг. 3 - фрагмент полотна материала после ослабления; на фиг. 4 - разрез А-А фиг. 2; на фиг. 5 - разрез Б-Б фиг. 3; на фиг. 6 - блок сотового заполнителя в растянутом состоянии с указанием зон ослабления материала.
Способ изготовления сотового заполнителя заключается в том, что материал 1 (фиг. 1, 2), из которого изготавливается сотовый заполнитель, разматывается из рулона 2. В качестве материала для изготовления сотового заполнителя может использоваться, например, алюминиевая фольга, полимерная бумага, оберточная бумага или другая, подобная им ткань.
Материал 1 (фиг. 1) далее подвергается обезжириванию в ванне 3 с использованием водных растворов ОП-7, ОП-10 или биологически разложенных водных растворов с применением ультразвука, например АИСЭ-12 синтанола или неонола АФ-9, АФ-10 и др., после чего материал на установке 4 промывается в теплой и холодной водах, затем сушится в установке 5 и контролируется на установке 6 качество обезжиривания. После этого материал 1 наматывается на оправку 7. Операции 3-6 применяются только при изготовлении сотового заполнителя из металлической фольги.
При использовании оборудования, в котором нанесение клеевых полос осуществляется печатным способом, применение спецоправки 7 не требуется.
Спецоправка 7 с рулоном материала 1 устанавливается в центрах 8, где в необходимых случаях производится его обрезка по торцам до требуемого размера (ширины полотна). Материал 1 сматываясь с рулона, установленного в центрах 8, проходит через систему протяжных валиков 9, базу 10 и систему поддерживащих валиков 11 поступает в установку для нанесения клеевых полос на нижнюю 12 сторону полотна материала, а затем на верхнюю 13 сторону полотна.
Полотно 1 материала с нанесенными рядами клеевых полос 12 и 13 поступает в сушильную камеру 14, из которой - в устройство для снижения его прочностных свойств 15, где с помощью валов 16 и 17 (фиг. 2) и выполненных с определенным шагом на них рядов выступов (пальцев) 18 и углублений 19, производится ослабление материала 1.
Ослабление материала может также быть произведено с помощью дисков 18 (на чертеже условно не показанных) вместо пальцев - выступов, а также с помощью луча лазерного генератора, образуют углубление или сквозные отверстия 19 с заданным шагом. Ряды выступов (дисков) 18 и углублений 19 расположены на валах 16 и 17 таким образом, что клеевые полосы оказываются между ними (см. фиг. 3-6). Размеры выступов (дисков), а именно их высота, и углублений рассчитаны таким образом, что обеспечивают производство ослабления материала до 90% и это ослабление регулируется и выбирается в зависимости от прочностных характеристик материала, из которого изготавливается сотовый заполнитель.
После операции 15 ослабление материала 1, который при необходимости может быть смещен средством, например плавающим валиком 20, относительно центральной линии (продольной оси) автомата и далее средством 21 перфорирован для облегчения выхода воздуха из горизонтальной петли 22 при складывании материала в пакет 23. Материал 1 средством 21 перфорируется с помощью дренажного вала 24. Материал 1 в пакет 23 укладывается с помощью горизонтальной гребенки 25 и пальцев 26. Пакет 23 снимается с автомата и устанавливается на пресс 27 для склеивания сотового заполнителя.
Склеенный пакет 23 сотового заполнителя разрезается на заготовки 28, которые средством 29 растягиваются в сотовый блок.
Реализация заявленного способа может быть представлена на следующем примере.
Способ изготовления сотового заполнителя иллюстрируется на примере получения блока из алюминиевой фольги марки АМГ-2Н толщиной δф = 0,08 мм.
Перед нанесением клеевых полос материал 1 (фиг. 1) разматывается из рулона 2; обезжиривается - 3 в водных растворах ОП-7, ОП-10; или в биологически разложимых с применением ультразвука, например синтаноле АИСЭ-12 или неоноле АФ-9, АФ-10 и др. промывается - 4, в теплой и холодной воде, сушится - 5 и контролируется качество обезжиривания - 6, наматывается на оправку - 7. При изготовлении сотового заполнителя из полимерной, оберточной бумаги или других различных тканей операции 3, 4, 5 и 6 не производятся, а операция размотки рулона 2 сразу перематывается на спецоправку - 7 для оборудования при нанесении клеевых полос методой истечения.
Для оборудования, где нанесение клеевых полос осуществляется печатным способом перемотка рулона - 2 на спецоправку - 7 не производится.
Специальная оправка - 7 (фиг. 1), устанавливается в центрах 8 оборудования нанесения клеевых полос. Материал - 1 из спецоправки - 7 в центрах 8 разматывают и обрезают торцы для образования технологической базы - 10, наносят клеевые полосы на нижнюю - 12 и верхнюю - 13 стороны полотна - 1, причем нижние клеевые полосы смещены по отношению к верхним на 1/2 шага изготовляемой ячейки. Между устройствами размотки из центров 8 и нанесения клеевых полос - 9,10 установлены протяжные - 9 и поддерживающие валики - 11, которые обеспечивают перемещение полотна материала так, чтобы клеевые полосы можно было наносить на обе стороны материала сверху.
Полотно материала с нанесенными клеевыми полосами поступает на подсушку - 14, после которой производят ослабление - 15 материала с помощью валов - 16, 17. Ослабление материала производят механическим способом, например, перфорированием до 90% прочности, с помощью выступов (пальцев) или дисков 18 и отверстий 19, расположенных рядами вдоль клеевых полос.
Диаметр ослабляемых отверстий составляет 1-10% ширины клеевой полосы, а шаг отверстий 10-100% и зависит от материала сотового заполнителя и его толщины.
Так, например, если сотовый заполнитель изготавливается из фольги марки АМГ-2H толщиной δф = 0,05 мм с ячейкой А = 2,5 мм, то диаметр ослаблений равен 0,25 мм, т.е. 10% ширины клеевой полосы, а шаг между ослаблениями равен 2,5 мм, т.е. 100% ширины клеевой полосы.
Если сотовый заполнитель изготавливают из оберточной бумаги Б-1 или Б-2 с ячейкой а = 24 мм и толщиной 200 мкм, то диаметр ослаблений будет равен 0,25 мм, а шаг равен 2,5 мм.
Если сотовый заполнитель изготавливают из полиэтиленовой пленки, то ее усилие расслаивания составляет δраст = 0,055 кН/м, что для получения ячейки, т. е. изгиба материала составляет всего 10% его прочности. Для формирования ячейки из полиэтилена необходимо ослабление материала произвести до 90% его прочности.
После проведения операции ослабление 15 материала 1, он поступает на плавающий валик - 20, где регулируется смещение полотна относительно центральной линии автомата (при необходимости). Величина смещения полотна зависит от величины непланшетности материала в процессе работы автомата периодически корректируется.
Согласно требованиям (изделия или узлы для запасных частей) склеивание сотовых конструкций (обшивок с сотовым заполнителем) производят на клее ВК-36 или ВК-32-200. Клей ВК-32-200 (жидкий) выделяет летучие вещества, а для удаления их из ячеек требуется перфорирование - 21, пробивка дренажных отверстий в полотне, которые способствуют набору враги в процессе эксплуатации агрегатов. Это ведет к их разрушению и увеличению массы самолета и излишнему расходу горючего. Однако дренажные отверстия позволяют частичному выходу воздуха из петли - 22.
При склеивании сотовых конструкций на клее ВК-36 удаление летучих веществ не требуется, так как клей ВК-36 пленочный и не выделяет летучих (веществ), поэтому дренажные отверстия не пробивают. Однако отсутствие дренажных отверстий в полотне - 1 затрудняет выход воздуха из петли и ведет к смещению верхнего листа по отношению нижнего. После перфорирования (дренажирования) - 21 полотно - 1 накапливается в виде вертикальной петли для осуществления непрерывного процесса.
По технологическому процессу пробивки - 21 дренажных отверстий предусматривается на всем оборудовании, где используется метод нанесения клеевых полос истечением клея через отверстия. На оборудовании, где для нанесения клеевых полос используется метод печати дренажирование не предусматривается. При отсутствии потребности в дренажировании, полотно - 1 пропускают через валик, минуя дренажный вал. После дренажирования - 21 полотно укладывают в стопу - 23 с помощью горизонтальной гребенки - 25 и фиксирующих пальцев - 26. Стопу - 24 снимают с автомата и передают на нагревательный пресс, где производят склеивание пакета - 27 под воздействием давления и температуры с выдержкой по времени.
Склеенный пакет - 27 разрезают на заготовки - 28, которые растягивают - 29 в сотовый блок. Растяжение - 29 осуществляют усилием в несколько раз меньшим, чем если бы около клеевых полос не было отверстий или просечек - 19.
Предложенный процесс изготовления сотового заполнителя с просечками - 19 позволяет сократить брак при растяжке заготовок на 70% и расширить изготовление сотового заполнителя из других материалов таких, как титановая фольга, оберточная бумага, стеклоткани и др. материалы.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВОГО ЗАПОЛНИТЕЛЯ | 1996 |
|
RU2114004C1 |
| АВТОМАТИЗИРОВАННАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ СОТОВОГО ЗАПОЛНИТЕЛЯ | 1993 |
|
RU2085393C1 |
| Способ изготовления сотового заполнителя | 1983 |
|
SU1142304A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВОГО ЗАПОЛНИТЕЛЯ | 2008 |
|
RU2383439C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВОГО ЗАПОЛНИТЕЛЯ | 2004 |
|
RU2272712C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДОЛЬКИ КЛЕЕНОГО СОТОВОГО ЗАПОЛНИТЕЛЯ ИЗ АЛЮМИНИЕВОЙ ФОЛЬГИ И КОМПЛЕКС ОБОРУДОВАНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2023 |
|
RU2816169C1 |
| УСТРОЙСТВО ДЛЯ ПРИЖИМА ПРИ СКЛЕИВАНИИ ДЕТАЛЕЙ | 1995 |
|
RU2105908C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВОГО ЗАПОЛНИТЕЛЯ | 2007 |
|
RU2337007C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВОГО ЗАПОЛНИТЕЛЯ | 2007 |
|
RU2333104C1 |
| УПРУГОГИБКАЯ ЛЕНТОЧНАЯ СПИРАЛЬ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ (ВАРИАНТЫ) | 1999 |
|
RU2162562C1 |


Изобретение относится к области сотового заполнителя, в частности заполнителя с шестигранной ячейкой, из рулонных материалов. В предложенном способе, включающем размотку материала из рулона, нанесение на его поверхность клеевых полос, укладку материала в стопу, склеивание пакета, резку его на заготовки и растяжение их в сотовый блок, снижают прочностные свойства материала со стороны клеевых полос до 90% на всю его ширину. Изобретение позволяет расширить технологические возможности получения сотового заполнителя из материалов большой толщины и жесткости, а также материалов, имеющих малое усилие расслаивания. 2 з.п. ф-лы, 6 ил.
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВОГО ЗАПОЛНИТЕЛЯ | 1996 |
|
RU2114004C1 |
| Способ изготовления сотового заполнителя | 1983 |
|
SU1142304A1 |
| US 3607583 A1, 21.09.1971 | |||
| GB 1390968 A, 16.04.1975. | |||
