Изобретение относится к сварочному производству и может быть использовано при разработке электродуговых плазмотронов.
Цель изобретения - повышение ресурса работы плазмотрона при плазменно-дуговой обработке материалов.
Наиболее близким аналогом предлагаемому способу при плазменно-дуговой обработке, является способ повышения ресурса работы плазмотрона, где измеряемым параметром является минимально достаточное расстояние между соплом и изделием для устранения двойного дугообразования, которое трудно определять в зависимости от способа перемещения горелки и вида обработки [1].
Предлагаемый способ повышения ресурса осуществляется следующим образом. При плазменно-дуговой обработке материалов для измерения электрического параметра сжатой дуги - коэффициента вариации по току, величина которого характеризует стабильность горения сжатой дуги, к плазмотрону и изделию подключается информационно-измерительная система согласно представленной схеме (фиг. 1), где 1 - плазмотрон, 2 - водоохлаждаемый анод, 3 - пульт управления, 4 - источник питания, 5 - информационно-измерительная система, 6 - система газоводоснабжения, 7 - шунт. По характеру изменения величины этого параметра, т.е. ухудшению стабильности горения сжатой дуги при токах выше критического значения тока дуги, определяют начало разрушения сопла плазмотрона.
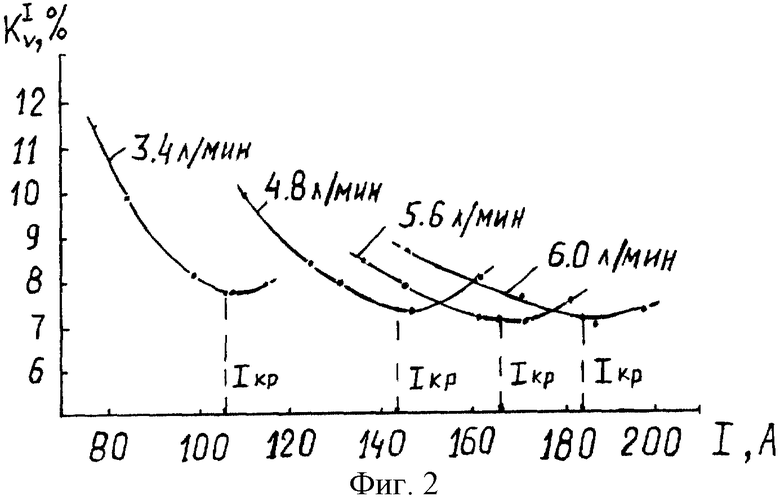
Производилось измерение коэффициента вариации по току при различных режимах плазменно-дуговой обработки материалов. В качестве материала электрода плазмотрона использовался вольфрам. Сжатая дуга горела между вольфрамовым электродом и медным водоохлаждаемым анодом. Расстояние между срезом сопла и медным анодом было равно 8 мм. Диаметр канала сопла плазмотрона и длина его цилиндрической части составляли 3 мм. В качестве плазмообразующего газа использовался аргон, расход которого изменяли в процессе исследований. Защитный газ не подавался. При определенных режимах с увеличением тока дуги достигается максимальная стабильность горения сжатой дуги, которая характеризуется низким значением коэффициента вариации по току (фиг. 2). При дальнейшем увеличении тока дуги выше критического происходит дестабилизация горения сжатой дуги. Ухудшение стабильности горения сжатой дуги связано с кратковременным шунтированием промежутка катод - сопло - изделие, что является началом разрушения сопла.
Предложенный способ позволяет в процессе плазменно-дуговой обработки материалов регистрировать начало разрушения сопла и восстановить нормальный режим работы плазмотрона. Таким образом, появляется возможность избежать полного разрушения сопла в процессе плазменно-дуговой обработки материалов и тем самым повысить ресурс работы плазмотрона.
Литература
1. Кафитин Е. Д. Плазменная обработка материалов. Обзор. - М.: НИИТАВТОПРОМ, 1969, c. 17-20.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРАВЛЕНИЯ РЕЖИМОМ ПЛАЗМЕННО-ДУГОВОЙ ОБРАБОТКИ | 1998 |
|
RU2150797C1 |
| ПЛАЗМОТРОН | 1998 |
|
RU2150360C1 |
| ПЛАЗМОТРОН | 2000 |
|
RU2174064C1 |
| СОПЛОВОЙ УЗЕЛ ПЛАЗМОТРОНА | 2000 |
|
RU2174063C1 |
| ПЛАЗМОТРОН | 1999 |
|
RU2169064C2 |
| ПЛАЗМОТРОН | 2001 |
|
RU2195391C1 |
| Сопловой узел плазмотрона | 1989 |
|
SU1764886A1 |
| Плазмотрон | 1990 |
|
SU1798084A1 |
| ПОРОШКОВАЯ ПРОВОЛОКА ДЛЯ ПОЛУЧЕНИЯ ПОКРЫТИЙ | 1993 |
|
RU2048273C1 |
| СПОСОБ ПЕРЕРАБОТКИ ДИСПЕРСНОГО МИНЕРАЛЬНОГО СЫРЬЯ И ПЛАЗМЕННЫЙ РЕАКТОР ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2291211C2 |
Изобретение относится к сварочному производству и может быть использовано при разработке электродуговых плазмотронов. Предотвращают разрушение сопла путем стабилизации горения дуги. В процессе обработки измеряют коэффициент вариации по току, по величине которого оценивают стабильность горения дуги. Кратковременное шунтирование промежутка катод - сопло - изделие показывает увеличение коэффициента вариации по току при значениях тока дуги выше критического, что характеризует начало разрушения сопла. Способ позволяет в процессе плазменно-дуговой обработки регистрировать начало разрушения сопла и восстановить нормальный режим работы плазмотрона, что позволяет избежать полного разрушения сопла и повысить ресурс его работы. 2 ил.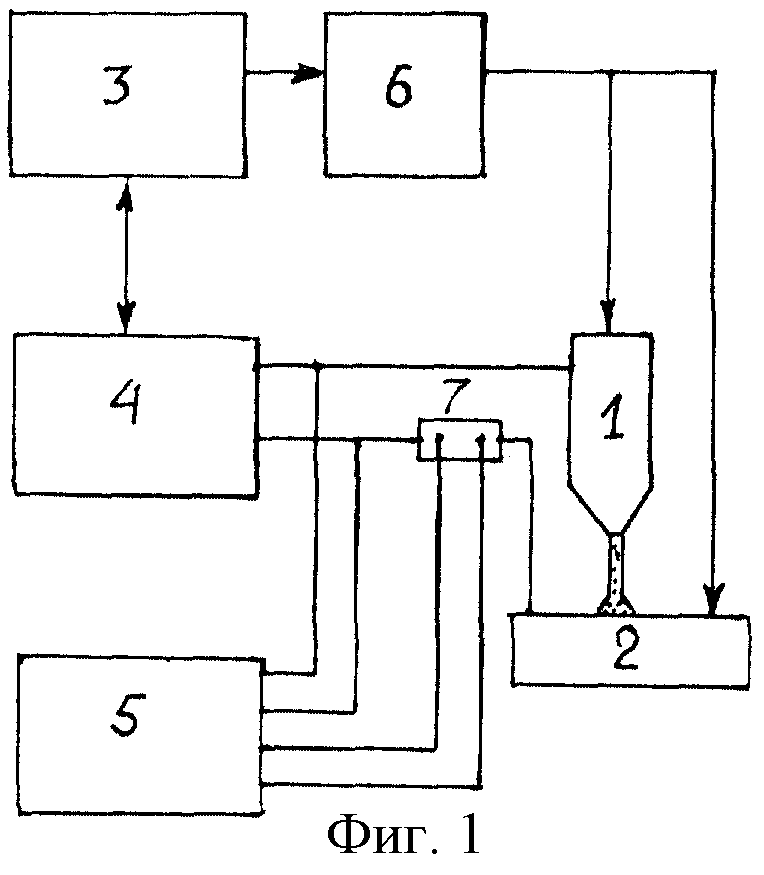
Способ повышения ресурса работы плазмотрона при плазменно-дуговой обработке материалов, при котором предотвращают разрушение сопла путем стабилизации горения дуги, отличающийся тем, что в процессе обработки измеряют коэффициент вариации по току, по величине которого оценивают стабильность горения дуги и увеличение которого при значениях тока дуги выше критического характеризует начало разрушения сопла.
| КАФИТИН Е.Д | |||
| Плазменная обработка металлов | |||
| Обзор | |||
| - М.: НИИТАВТОПРОМ, 1969, с.17-20 | |||
| КИРЕНСКИЙ И.Е | |||
| и др | |||
| Методика оценки стабильности горения дуги плазмотрона для сварки | |||
| Автоматическая сварка, 1994, N 5-6, с.53-54 | |||
| Способ измерения падения напряжения на закрытом участке столба сжатой дуги плазмотрона прямого действия | 1989 |
|
SU1669657A1 |
| Устройство для плазменной обработки | 1988 |
|
SU1646743A1 |

